Download as pdf or txt
You might also like
- Manual Vickers Control de ContaminaciónDocument33 pagesManual Vickers Control de Contaminacióniosalcido100% (2)
- Nitrogen Membrane - MEDALDocument7 pagesNitrogen Membrane - MEDALmanzanaNo ratings yet
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- 1 - Grinding Media Catalogue PDFDocument14 pages1 - Grinding Media Catalogue PDFmahreza189No ratings yet
- Reframag AfDocument1 pageReframag Afmahreza189No ratings yet
- Filtrex Brochure DustyDocument4 pagesFiltrex Brochure Dustynarse8488No ratings yet
- NL Pharmaceutical 16 CS3 en Aug10 PDFDocument1 pageNL Pharmaceutical 16 CS3 en Aug10 PDFElvjs MarroquínNo ratings yet
- Ibp1668 12Document13 pagesIbp1668 12Marcelo Varejão CasarinNo ratings yet
- Brochure of Broken Bag Detector PDFDocument4 pagesBrochure of Broken Bag Detector PDFsatish734No ratings yet
- Brochure AirFiltersDocument12 pagesBrochure AirFilterssandeepkhandarNo ratings yet
- FNL 1Document7 pagesFNL 1Sabbir Ahmed 1721669No ratings yet
- Presentation Dust Suppression System Maitek EngDocument5 pagesPresentation Dust Suppression System Maitek EngGonzalo Muñoz MoreiraNo ratings yet
- Technical Paper - Selection of Particulate Monitors PDFDocument8 pagesTechnical Paper - Selection of Particulate Monitors PDFAtika RahmaNo ratings yet
- Eurovac High Volume Collector PackageDocument15 pagesEurovac High Volume Collector PackageDaniel AustinNo ratings yet
- Mini TransDocument2 pagesMini TransAhmedRaafatNo ratings yet
- Catalogo GC2010 Plus Gas ChromatographDocument24 pagesCatalogo GC2010 Plus Gas ChromatographEduardo Baca ContrerasNo ratings yet
- E7604-1!05!09 Practical Contamination Management enDocument45 pagesE7604-1!05!09 Practical Contamination Management enAlie Bhin Abhu DhabiNo ratings yet
- Unit One This or That 1Document9 pagesUnit One This or That 1sushantNo ratings yet
- Controlling Contamination in Hydraulic FluidsDocument3 pagesControlling Contamination in Hydraulic FluidsMrEngenhariaMecanicaNo ratings yet
- Water Flow SystemDocument21 pagesWater Flow SystemSuriya RaghavanNo ratings yet
- Emerson CEMSDocument12 pagesEmerson CEMSquinteroudinaNo ratings yet
- Metorex C100 General BrochureDocument8 pagesMetorex C100 General BrochureluissalNo ratings yet
- Vantage UFI Feb2011 SiemensDocument4 pagesVantage UFI Feb2011 SiemenssirtrungNo ratings yet
- Product Description: Optinet® Demand Control Ventilation (DCV) SystemDocument71 pagesProduct Description: Optinet® Demand Control Ventilation (DCV) SystemPatrisha SantosNo ratings yet
- Procon Boiler Leak Detection Ask Rev 2012Document7 pagesProcon Boiler Leak Detection Ask Rev 2012Vic BaltNo ratings yet
- Procon Overview Brochure Procon1Document4 pagesProcon Overview Brochure Procon1ViV CroneNo ratings yet
- Procon Boiler Leak DetectionDocument7 pagesProcon Boiler Leak DetectionJans FernandezNo ratings yet
- Moisture System For Mission-Critical Process Control ApplicationsDocument4 pagesMoisture System For Mission-Critical Process Control ApplicationsAnonymous zMWvcTNo ratings yet
- GL Its Brochure Microsootsensor en Web 04Document6 pagesGL Its Brochure Microsootsensor en Web 04ChiliShirleyChambyNo ratings yet
- Delbag Filter System MultiTron 2019Document12 pagesDelbag Filter System MultiTron 2019nileshNo ratings yet
- M 316ra/rb/rad/rbd T o A I MDocument24 pagesM 316ra/rb/rad/rbd T o A I MFélix EnríquezNo ratings yet
- Mine Hazard and Safety Lab 06 DATA RAM and PDMDocument6 pagesMine Hazard and Safety Lab 06 DATA RAM and PDMAhmad HassanNo ratings yet
- Automatic Irrigation System Using Micro Controller Main DocumentDocument16 pagesAutomatic Irrigation System Using Micro Controller Main DocumentSai Datta100% (2)
- Telemetry For Water NetworksDocument12 pagesTelemetry For Water NetworkssusmitamandaliNo ratings yet
- The Differences Between Extractive and In-Situ Emissions MonitoringDocument7 pagesThe Differences Between Extractive and In-Situ Emissions MonitoringAniketNo ratings yet
- Automation & Controls in Water & Waste Water Treatment Plants Y.v.satyanarayana, Head - Technology, Ion Exchange (India) Ltd.Document5 pagesAutomation & Controls in Water & Waste Water Treatment Plants Y.v.satyanarayana, Head - Technology, Ion Exchange (India) Ltd.Abhishek VijayanNo ratings yet
- Sensors and Controls To Ensure An Energy-Efficient Textile Production - PLEVADocument14 pagesSensors and Controls To Ensure An Energy-Efficient Textile Production - PLEVA呂仲書No ratings yet
- Gigasft IrDocument8 pagesGigasft IrCesar BerruecoNo ratings yet
- EPD Somatom EmotionDocument8 pagesEPD Somatom Emotionbonzer850% (1)
- Compair Line FiltersDocument8 pagesCompair Line FiltersmuppetscrapNo ratings yet
- 3.0 Systems Division-FiltersDocument8 pages3.0 Systems Division-Filtersmatteo2009No ratings yet
- On-Line and In-Line Wear Debris Detectors - What's Out ThereDocument15 pagesOn-Line and In-Line Wear Debris Detectors - What's Out ThereMahnooshNo ratings yet
- Pleva BrochureDocument7 pagesPleva Brochuresyedraza1No ratings yet
- Semtech® Hi-Flow 2: Innovation Built On ExperienceDocument2 pagesSemtech® Hi-Flow 2: Innovation Built On ExperienceYo_iNo ratings yet
- Filtration: Chapter 13: Return Relief, and Exhaust Chapter 14: ScrubbersDocument6 pagesFiltration: Chapter 13: Return Relief, and Exhaust Chapter 14: ScrubbersSailaja Pemmanaboina100% (1)
- Uv Disinfection Systems Tak SeriesDocument12 pagesUv Disinfection Systems Tak SeriesCarlos RamírezNo ratings yet
- Hybrid - EcotechnicsDocument24 pagesHybrid - EcotechnicsCarlosNo ratings yet
- Flow Meter BrochureDocument8 pagesFlow Meter BrochureJavier IglesiasNo ratings yet
- Bam 1020 - 6 08Document4 pagesBam 1020 - 6 08Pedro PerezNo ratings yet
- Advantages of The Use of In-Line Particle Size Analysis in Acontract Processing FacilitDocument7 pagesAdvantages of The Use of In-Line Particle Size Analysis in Acontract Processing FacilitCarlos Alberto Salazar DuqueNo ratings yet
- Magnaflyer 03 - 02Document4 pagesMagnaflyer 03 - 02mark_59No ratings yet
- Aqoza ArticleDocument3 pagesAqoza Articlekadangkala45No ratings yet
- Ambient Air Quality Monitoring System: Easier. Faster. BetterDocument5 pagesAmbient Air Quality Monitoring System: Easier. Faster. BettersvkatkarNo ratings yet
- Consideration For Approval of ATU For Use in Trinidad and TobagoDocument5 pagesConsideration For Approval of ATU For Use in Trinidad and TobagoJeffrey James100% (1)
- Mann+Hummel: Filtration Solutions For CompressorsDocument8 pagesMann+Hummel: Filtration Solutions For CompressorsSethuraman Kumarappan (KPCL)No ratings yet
- 2K24 - Mrep - Gas Leakage Detection SytsemDocument23 pages2K24 - Mrep - Gas Leakage Detection SytsemRaju'K HalgyeNo ratings yet
- Filtration BasicsDocument6 pagesFiltration Basicsaushad3mNo ratings yet
- 142 EaDocument3 pages142 EaKenny RuizNo ratings yet
- MilliQ WaterDocument16 pagesMilliQ Wateralen19819072No ratings yet
- Fives Pillard Tunnel SensorsDocument6 pagesFives Pillard Tunnel Sensorsvinodjk100% (1)
- Continue: Cryogenic Fuel Level Indicator PDFDocument2 pagesContinue: Cryogenic Fuel Level Indicator PDFShubman GillNo ratings yet
- Vepl 1956 1211Document13 pagesVepl 1956 1211Jeevan HingneNo ratings yet
- 1-X Lift Liner CatalogueDocument6 pages1-X Lift Liner Cataloguemahreza189No ratings yet
- 6-SD Reference ListDocument5 pages6-SD Reference Listmahreza189No ratings yet
- Compac Sol FS98 3Document1 pageCompac Sol FS98 3mahreza189No ratings yet
- 1-X Win CatalogueDocument6 pages1-X Win Cataloguemahreza189No ratings yet
- Kiln Shell CoolingDocument4 pagesKiln Shell CoolingjmpbarrosNo ratings yet
- Mcr-T1: Raw Material BasisDocument1 pageMcr-T1: Raw Material Basismahreza189No ratings yet
- General InformationDocument1 pageGeneral Informationmahreza189No ratings yet
- New Developments in Monolithic ProductsDocument59 pagesNew Developments in Monolithic Productsmahreza189100% (1)
- Didomur B52V-03 M: General InformationDocument1 pageDidomur B52V-03 M: General Informationmahreza189No ratings yet
- General InformationDocument1 pageGeneral Informationmahreza189No ratings yet
- Divasil: General InformationDocument1 pageDivasil: General Informationmahreza189No ratings yet
- Compac Sol F53 6Document1 pageCompac Sol F53 6mahreza189No ratings yet
- Compac Sol F53G-6: General InformationDocument1 pageCompac Sol F53G-6: General Informationmahreza189No ratings yet
- Carsit B15-5 M: General InformationDocument1 pageCarsit B15-5 M: General Informationmahreza189No ratings yet
- Compac Sol FS98 3Document1 pageCompac Sol FS98 3mahreza189No ratings yet
- Compac Sol B82-6: General InformationDocument1 pageCompac Sol B82-6: General Informationmahreza189No ratings yet
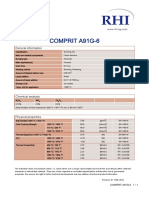
- Comprit A91g 6Document1 pageComprit A91g 6mahreza189No ratings yet
- Urcast Shac Ev 0 3 CLDocument1 pageUrcast Shac Ev 0 3 CLmahreza189No ratings yet
- Basal Z Extra: Chemical AnalysisDocument1 pageBasal Z Extra: Chemical Analysismahreza189No ratings yet
- Compac Sol A100 15 PDFDocument1 pageCompac Sol A100 15 PDFmahreza189No ratings yet
- CARSIT 58-6: Chemical AnalysisDocument1 pageCARSIT 58-6: Chemical Analysismahreza189No ratings yet
- Carsit Sol A10mb 15 PDFDocument1 pageCarsit Sol A10mb 15 PDFmahreza189No ratings yet
- Compac Shot F49S-6: General InformationDocument1 pageCompac Shot F49S-6: General Informationmahreza189No ratings yet
- Compac Shot F49-6: General InformationDocument1 pageCompac Shot F49-6: General Informationmahreza189No ratings yet
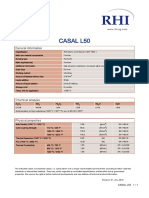
- Casal L50: General InformationDocument1 pageCasal L50: General Informationmahreza189No ratings yet
- CARSIT 58-3: General InformationDocument1 pageCARSIT 58-3: General Informationmahreza189No ratings yet
- Ankral Qe: General InformationDocument1 pageAnkral Qe: General Informationmahreza189No ratings yet