Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Benedict Anderson Cultural RootsDocument4 pagesBenedict Anderson Cultural RootsVanessa Silva100% (1)
- PRIMERDESIGNdocument Updated0416 Primerquest BLAST QPCR RocheqPCR 0416 PDFDocument3 pagesPRIMERDESIGNdocument Updated0416 Primerquest BLAST QPCR RocheqPCR 0416 PDFLucas SilvaNo ratings yet
- Comonomer Production Technology 1 Butene PDFDocument2 pagesComonomer Production Technology 1 Butene PDFJeremy HernandezNo ratings yet
- Inside-Out Algo - Boston 1974Document12 pagesInside-Out Algo - Boston 1974Jeremy HernandezNo ratings yet
- Advanced Process Simulation: U U C DX Du U C DX DDocument11 pagesAdvanced Process Simulation: U U C DX Du U C DX DJeremy HernandezNo ratings yet
- Myth of Churn FlowDocument7 pagesMyth of Churn Flowdivya srNo ratings yet
- Read Me FirstDocument19 pagesRead Me FirstJeremy HernandezNo ratings yet
- Applications: C Splitter Revamp With Multi-Chordal, Multi-Pass SUPERFRAC TraysDocument1 pageApplications: C Splitter Revamp With Multi-Chordal, Multi-Pass SUPERFRAC TraysJeremy HernandezNo ratings yet
- Control Loop Foundation OverviewDocument163 pagesControl Loop Foundation Overviewsubhu1981No ratings yet
- Derakane Chem Guide 2010 AugDocument74 pagesDerakane Chem Guide 2010 AugOliverNo ratings yet
- Chavez VS Public Estates AuthorityDocument2 pagesChavez VS Public Estates AuthorityKirby MalibiranNo ratings yet
- Pathway To Light - 5. The Emerald Stone Elemental Earth AttunementsDocument27 pagesPathway To Light - 5. The Emerald Stone Elemental Earth AttunementslaigoncalvesNo ratings yet
- Webplus - Contact FormsDocument13 pagesWebplus - Contact FormsjpatrNo ratings yet
- Maria Koenig: EducationDocument1 pageMaria Koenig: Educationapi-315857153No ratings yet
- Proposal Projek Cooling FanDocument13 pagesProposal Projek Cooling FanNor Syafiqah Suhaimi100% (1)
- Helter Skelter Film Analysis (Marxist and Feminist Approach)Document7 pagesHelter Skelter Film Analysis (Marxist and Feminist Approach)Fernald BanzonNo ratings yet
- Technical Data Sheet Chryso RMC 5321 - 6146 - 3701Document1 pageTechnical Data Sheet Chryso RMC 5321 - 6146 - 3701ABHI MITRANo ratings yet
- Optical Networks QUESTION BANKDocument11 pagesOptical Networks QUESTION BANKS.J Angelin Praveena0% (1)
- OceanStor S2600T&S5500T&S5600T&S5800T&S6800T Storage System V200R002 Online Capacity Expansion 01Document226 pagesOceanStor S2600T&S5500T&S5600T&S5800T&S6800T Storage System V200R002 Online Capacity Expansion 01MenganoFulanoNo ratings yet
- A New Teaching Strategy For ReadingDocument10 pagesA New Teaching Strategy For ReadingSavira Ramadhani100% (1)
- Markem Imaje SmartDate 5 DS HQ A1 SDocument2 pagesMarkem Imaje SmartDate 5 DS HQ A1 SmatthewNo ratings yet
- Đề Số 23-Hsg Anh 9Document11 pagesĐề Số 23-Hsg Anh 9Phạm Quốc BảoNo ratings yet
- Saturn in HousesDocument2 pagesSaturn in Housesf_factorNo ratings yet
- Zoom Q3 ManualDocument15 pagesZoom Q3 ManualGurkan12No ratings yet
- International Journal of Greenhouse Gas Control: Joshua A. White, William FoxallDocument12 pagesInternational Journal of Greenhouse Gas Control: Joshua A. White, William Foxallilyas twittNo ratings yet
- Game Theory - Cooperative GamesDocument11 pagesGame Theory - Cooperative GamesSamiksha NihulNo ratings yet
- Communication AssessmentDocument3 pagesCommunication Assessmentairbuk doeingNo ratings yet
- Ymrtc LogDocument62 pagesYmrtc LogOctavi Ikat100% (3)
- National Shipbuilding Research Documentation CenterDocument82 pagesNational Shipbuilding Research Documentation CenterdichauvinNo ratings yet
- PD Software Test Engineer PB5 v201610Document3 pagesPD Software Test Engineer PB5 v201610Deepak Manohar EkboteNo ratings yet
- ProposalDocument3 pagesProposalapi-488672844No ratings yet
- Most Innovative Companies 2014 Oct 2014 Tcm80-174313Document28 pagesMost Innovative Companies 2014 Oct 2014 Tcm80-174313hadiNo ratings yet
- Simple Harmonic Motion LabDocument4 pagesSimple Harmonic Motion LabDaniel Andres Canro CalderónNo ratings yet
- Prelude Sous Ubuntu 14 - 04Document5 pagesPrelude Sous Ubuntu 14 - 04sevemasse0% (1)
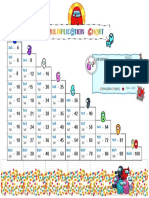
- Multiplication ChartDocument1 pageMultiplication ChartManeerat CharoennapapornNo ratings yet
- Analysis of Multi-Residue Pesticides Content in Oriens®Premium Garlic and Its Safety ValidationDocument3 pagesAnalysis of Multi-Residue Pesticides Content in Oriens®Premium Garlic and Its Safety ValidationmatitaputyNo ratings yet
- Coding Area: Corona VirusDocument4 pagesCoding Area: Corona VirusOmprakash SaiNo ratings yet