Download as pdf or txt
You might also like
- Stihl Saw Chain IDDocument2 pagesStihl Saw Chain IDcajunhillbilly67% (3)
- Truwater - TCM SeriesDocument12 pagesTruwater - TCM SeriesnkhhhNo ratings yet
- Globe Motor Spec SheetDocument4 pagesGlobe Motor Spec Sheetargh112No ratings yet
- Pulleys TechDocument8 pagesPulleys TechashkansoheylNo ratings yet
- ACP PotentiometersDocument53 pagesACP PotentiometersAndreaCremascoNo ratings yet
- 3 8 2 Spence StrainersDocument132 pages3 8 2 Spence StrainerszayerirezaNo ratings yet
- Brosura FrankenDocument28 pagesBrosura FrankenTraian-Vasile MaximNo ratings yet
- TTM Post TensioningDocument103 pagesTTM Post Tensioninghorea67100% (2)
- HAMMA Regatta Catalogue (2012)Document18 pagesHAMMA Regatta Catalogue (2012)darrenwillsNo ratings yet
- Copper Bonded Earthing Rod ManufacturerDocument7 pagesCopper Bonded Earthing Rod ManufacturerUjjwal ShahNo ratings yet
- Two Way Diverter ValvesDocument4 pagesTwo Way Diverter ValvesMauricio MpintoNo ratings yet
- CILINDROS HIDRAULICOS Manual de UsoDocument30 pagesCILINDROS HIDRAULICOS Manual de UsoElvin Pincay JimenezNo ratings yet
- ABB Motors Technical CatalogueDocument6 pagesABB Motors Technical CataloguesalamrefighNo ratings yet
- Iai Rca Ss5d SpecsheetDocument2 pagesIai Rca Ss5d SpecsheetElectromateNo ratings yet
- Abb MotorDocument38 pagesAbb MotorsanjayNo ratings yet
- Circular Duct Attenuators: Performance Data - Open TypeDocument3 pagesCircular Duct Attenuators: Performance Data - Open TypePaul ShermanNo ratings yet
- Api Plan 11Document6 pagesApi Plan 11johnsaballaNo ratings yet
- ABB MotorsDocument22 pagesABB MotorsKhaled HassanNo ratings yet
- 04RJDocument2 pages04RJdediranduNo ratings yet
- Appendix A Parts List: To CoverDocument17 pagesAppendix A Parts List: To CoverNghi NguyenNo ratings yet
- Condensadora Westinghouse 5TR Mod DS3BA - DS5BADocument4 pagesCondensadora Westinghouse 5TR Mod DS3BA - DS5BAOscar Sanchez Velasquez0% (1)
- Weldlok GratingDocument16 pagesWeldlok Gratingnovadistributors100% (3)
- Copper Bonded Grounding Rod ManufacturerDocument7 pagesCopper Bonded Grounding Rod ManufacturerUjjwal ShahNo ratings yet
- Technical Specifications of Aluminium Rivets or Steel MandrelDocument3 pagesTechnical Specifications of Aluminium Rivets or Steel MandrelmutualscrewNo ratings yet
- Inertia Dynamics 2011 CatalogDocument40 pagesInertia Dynamics 2011 CatalogElectromateNo ratings yet
- CCL Post Tension Ing Civil 28.04.10Document35 pagesCCL Post Tension Ing Civil 28.04.10Wang JueNo ratings yet
- Copper Clad Earth ElectrodDocument7 pagesCopper Clad Earth Electrodkvramanan_1No ratings yet
- Charging Ox Parts ListDocument6 pagesCharging Ox Parts Listondise.publiNo ratings yet
- Inkoma Friction Locking BushesDocument20 pagesInkoma Friction Locking BushesRuiNo ratings yet
- External Cyilindrical Grinding Surface Grinding and Thread Center GrindingDocument2 pagesExternal Cyilindrical Grinding Surface Grinding and Thread Center GrindingpetroviccaaNo ratings yet
- Catalog FINAL 2012Document148 pagesCatalog FINAL 2012Bqdcc6No ratings yet
- AF Catalogo de Balatas MalacatesDocument28 pagesAF Catalogo de Balatas MalacatesEduardoCastilloNo ratings yet
- 03 Steel Page 117 176Document60 pages03 Steel Page 117 176AMIT GUPTANo ratings yet
- MBB50 50Document45 pagesMBB50 50dgfggfhghgdfhtNo ratings yet
- Demco Gate Valves BrochureDocument56 pagesDemco Gate Valves BrochureVictor100% (1)
- M Technical ManualDocument36 pagesM Technical ManualJuan Martin RomeroNo ratings yet
- PSK GET 9th v2Document827 pagesPSK GET 9th v2Luis PozoNo ratings yet
- Fluiteco CatalogoDocument84 pagesFluiteco CatalogoPablo FaldutiNo ratings yet
- Technical Specifications For Centrifugal Pumps PDFDocument12 pagesTechnical Specifications For Centrifugal Pumps PDFVicky GautamNo ratings yet
- Demco CatalogDocument50 pagesDemco CatalogEduardo100% (3)
- Api 23 02Document4 pagesApi 23 02montsegranNo ratings yet
- Gate ValveDocument56 pagesGate ValveNitesh Shetty100% (3)
- Top Entry Type Ball Valves: ConstructionDocument8 pagesTop Entry Type Ball Valves: ConstructionGovundan GuruNo ratings yet
- Shimpo Able VRS BrochureDocument4 pagesShimpo Able VRS BrochureElectromateNo ratings yet
- Roller BrochureDocument16 pagesRoller BrochurePeterson MagroNo ratings yet
- Section Q: Splined Hubs, Drive KitsDocument8 pagesSection Q: Splined Hubs, Drive KitshaggNo ratings yet
- AA00219 PC300-6 (Refuerzos PC300-6)Document11 pagesAA00219 PC300-6 (Refuerzos PC300-6)joaquin suarezNo ratings yet
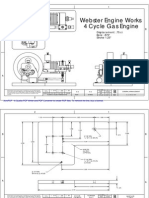
- Webster Engine Works 4 Cycle Gas Engine: Displacement: .75 Ci Bore: .875" Stroke 1.25"Document21 pagesWebster Engine Works 4 Cycle Gas Engine: Displacement: .75 Ci Bore: .875" Stroke 1.25"Julio Raizer100% (1)
- Siamesa Recto Y Siamesa GiacominiDocument8 pagesSiamesa Recto Y Siamesa GiacominieselcosacNo ratings yet
- Bolts - LRFDDocument6 pagesBolts - LRFDalexortiz83No ratings yet
- Sure Flow StrainersDocument13 pagesSure Flow StrainersNinad SherawalaNo ratings yet
- BAGFLODocument68 pagesBAGFLOAlicia ViridianaNo ratings yet
- Fan Adta-En-50hz-March-2018 - 20180315Document52 pagesFan Adta-En-50hz-March-2018 - 20180315Andi JatmikoNo ratings yet
- High-Performance GM LS-Series Cylinder Head GuideFrom EverandHigh-Performance GM LS-Series Cylinder Head GuideRating: 4.5 out of 5 stars4.5/5 (2)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Modelling a Focke-Wulf Fw 190A-8/R8: In 1/32 scaleFrom EverandModelling a Focke-Wulf Fw 190A-8/R8: In 1/32 scaleRating: 5 out of 5 stars5/5 (1)