Professional Documents
Culture Documents
Supply Chain Engineeringmn 1223888125143515 8
Supply Chain Engineeringmn 1223888125143515 8
Uploaded by
AsherOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Supply Chain Engineeringmn 1223888125143515 8
Supply Chain Engineeringmn 1223888125143515 8
Uploaded by
AsherCopyright:
Available Formats
Supply Chain Engineering MN 799 1#
SUPPLY CHAIN ENGINEERINGMN 799
TEXT: SUPPLY CHAIN MANAGEMENT Chopra and Meindl Prentice Hall
COURSE OUTLINE Description Book pages
1/22 Introduction, curriculum, rules, exams, Infrastructure (1-27)
1/27 Strategic Fit and Scope. Supply Chain Drivers (27-51)
2/05 No Class
2/12 Demand Management (169-204)
2/19 Aggregate Planning, Managing (205-225)
2/26 Guest Lecture Network Operations (71-168)
3/04 Managing Supply and Demand (121-144)
3/11 Class trip to see Supply Chain in Operation
3/18 No Class
3/25 Mid Term
4/01 Managing Inventory(249-295);
4/08 Product Availability (297-384)
4/15 Sourcing and Procurement (387-410)
4/22 Transportation (411-219); Facility Decisions (109-133)
4/29 Beer Game
5/06 Co-ordination Information Information Technology & E-Business (477- 557)
5/13 FINAL EXAMINATION
Supply Chain Engineering MN 799 2#
GUIDELINES
GRADING:
HOMEWORK 20%
BEER GAME 5%
MID TERM 30%
FINAL 45%
HOMEWORK MUST BE COMPLETED IN TIME.
LATE SUBMISSIONS WILL START WITH A B
GRADE
CLASSES WILL START AT 6.00PM AND GO
STRAIGHT THRU TO 8.00PM
Supply Chain Engineering MN 799 3#
DEFINITION OF A SUPPLY CHAIN
WHAT IS A SUPPLY CHAIN?
A SUPPLY CHAIN COVERS THE FLOW OF
MATERIALS, INFORMATION AND CASH ACROSS
THE ENTIRE ENTERPRISE
SUPPLY CHAIN MANAGEMENT IS THE
INTEGRATED PROCESS OF INTEGRATING,
PLANNING, SOURCING, MAKING AND
DELIVERING PRODUCT, FROM RAW MATERIAL
TO END CUSTOMER, AND MEASURING THE
RESULTS GLOBALLY
TO SATISFY CUSTOMERS AND MAKE A PROFIT
WHY A SUPPLY CHAIN?
Supply Chain Engineering MN 799 4#
Traditional View: Logistics in the Economy
1990 1996 2006
Freight Transportation $352, $455 $809 B
% Freight 57% 62%
Inventory Expense $221, $311 $ 446 B
% Inventory 39% 33%
Administrative Expense $27, $31 $ 50 B
Logistics related activity 11%, 10.5%,9.9%
% of GNP.
Source: Cass Logistics
Homework: What are 2007 statistics?
Supply Chain Engineering MN 799 5#
Traditional View: Logistics in the Manufacturing
Firm
Profit 4%
Logistics Cost 21%
Marketing Cost 27%
Manufacturing Cost 48%
Profit
Logistics
Cost
Marketing
Cost
Manufacturing
Cost
Homework: What it the profile for Consumables; Pharamas and Computers
Supply Chain Engineering MN 799 6#
Supply Chain Management: The Magnitude in the
Traditional View
Estimated that the grocery industry could save $30 billion (10% of
operating cost by using effective logistics and supply chain strategies
A typical box of cereal spends 104 days from factory to sale
A typical car spends 15 days from factory to dealership
Compaq estimates it lost $0.5 billion to $1 billion in sales in 1995
because laptops were not available when and where needed
P&G estimates it saved retail customers $65 million by collaboration
resulting in a better match of supply and demand
Laura Ashley turns its inventory 10 times a year, five times faster than
3 years ago
Supply Chain Engineering MN 799 7#
HAMBURGERS AND FRIES
HAMBURGERS (4/LB)
CATTLE FARM 50c/lb
BUTCHER
PACKAGING
DISTRIBUTION CENTER
RETAILER
CUSTOMER
Provide Sales Price at each stage
FRIES (3Large/lb)
POTATO FARM 25C/lb
POTATO PROCESSOR
DISTRIBUTION CENTER
RETAILER
CUSTOMER
Provide Sales Price at each stage
Supply Chain Engineering MN 799 8#
What problems do you foresee in this Supply Chain? Please write some down
Burger and Fries
Examine this process What do you observe?
Supply Chain Engineering MN 799 9#
Understanding the Supply Chain
a chain is only as good as its weakest link
Recall that saying? The saying applies to the principles of
building a competitive infrastructure:
Strong, well-structured supply chains are critical to sustained
competitive advantage.
Manufacturer Wholesaler Retailer
Customer Supplier
there is a limit to the surplus or profit in a supply chain
We are all part of a Supply Chain in everything we buy
Supply Chain Engineering MN 799 10#
OBJECTIVES OF A SUPPLY CHAIN
MAXIMIZE OVERALL VALUE GENERATED
SATISFYING CUSTOMER NEEDS AT A PROFIT
VALUE STRONGLY CORRELATED TO PROFITABILITY
SOURCE OF REVENUE CUSTOMER
COST GENERATED WITHIN SUPPLY CHAIN BY FLOWS OF
INFORMATION, PRODUCT AND CASH
FLOWS OCCUR ACROSS ALL STAGES CUSTOMER,
RETAILER, WHOLESALER, DISTRIBUTOR, MANUFACTURER
AND SUPPLIER
MANAGEMENT OF FLOWS KEY TO SUPPLY CHAIN
SUCCESS
UNDERSTAND EACH OBJECTIVE
Supply Chain Engineering MN 799 11#
DECISION PHASES IN A SUPPLY CHAIN
OVERALL STRATEGY OF COMPANY EFFICIENT OR
RESPONSIVE
SUPPLY CHAIN STRATEGY OR DESIGN ?
LOCATION AND CAPACITY OF PRODUCTION AND WAREHOUSE
FACILITIES?
PRODUCTS TO BE MANUF, PURCHASED OR STORED BY LOCATION?
MODES OF TRANSPORTATION?
INFORMATION SYSTEMS TO BE USED?
CONFIGURATION MUST SUPPORT OVERALL STRAGEGY
SUPPLY CHAIN PLANNING?
OPERATING POLICIES MARKETS SERVED, INVENTORY HELD,
SUBCONTRACTING, PROMOTIONS, ?
SUPPLY CHAIN OPERATION?
DECISIONS AND EXECUTION OF ORDERS?
Supply Chain Engineering MN 799 12#
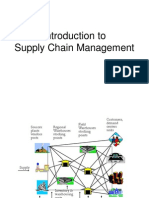
Basic Supply Chain Architectures (Examples)
1. Indirect Channel
2. Direct Channel
3. Virtual Channel
Supplier
Supplier
Supplier
Supplier
Supplier
Supplier
Supplier Supplier
Customer
Customer
Customer
Customer
Customer
Factory
Factory
Factory
Wholesale
Wholesale
Integrator
Express
Freight
Retailer
Retailer
Retailer
Virtual
Store
Fabricator
Fabricator
Credit
Service
C 1999. William T. Walker, CFPIM, CIRM with the APICS Educational & Research Foundation. All Rights Reserved.
Supply Chain Engineering MN 799 13#
SOLE SOURCE
SINGLE SOURCE
MULTI-SOURCE
LOCAL REGIONAL GLOBAL
MARKET MARKET MARKET
INDIRECT CHANNEL
DIRECT CHANNEL
VIRTUAL CHANNEL
MAKE
vs.
BUY
Supply
Demand
Supply Chain Architecture
Strategic Issues
. Demand Reach
. Demand Risk
Cost Structure
Asset Utilization
Responsiveness
Supply Risk
C 1999. William T. Walker, CFPIM, CIRM with the APICS Educational & Research Foundation. All Rights Reserved.
Supply Chain Engineering MN 799 14#
SUPPLY CHAIN FRAMEWORK AND
INFRASTRUCTURE
PRINCIPLE:
BUILD A COMPETITIVE
INFRASTRUCTURE
This principle is about
VELOCITY
Supply Chain Engineering MN 799 15#
Cycle View of Supply Chains
DEFINES ROLES AND RESPONSIBILITIES OF MEMBERS OF
SUPPLY CHAIN
Customer Order Cycle
Replenishment Cycle
Manufacturing Cycle
Procurement Cycle
Customer
Retailer
Distributor
Manufacturer
Supplier
to
to
to
to
Supply Chain Engineering MN 799 16#
PROCESS VIEW OF A SUPPLY CHAIN
CUSTOMER ORDER CYCLE
TRIGGER: MAXIMIZE CONVERSION OF CUSTOMER
ARRIVALS TO CUSTOMER ORDERS
ENTRY: ENSURE ORDER QUICKLY AND ACCURATELY
COMMUNICATED TO ALL SUPPLY CHAIN PROCESSES
FULFILLMENT: GET CORRECT AND COMPLETE ORDERS
TO CUSTOMERS BY PROMISED DUE DATES AT LOWEST
COST
RECEIVING: CUSTOMER GETS ORDER
Supply Chain Engineering MN 799 17#
PROCESS VIEW OF A SUPPLY CHAIN
REPLENISHMENT CYCLE
REPLENISH INVENTORIES AT RETAILER AT MINIMUM COST WHILE
PROVIDING NECESSARY PRODUCT AVAILABILITY TO CUSTOMER
RETAIL ORDER:
TRIGGER REPLENISHMENT POINT BALANCE SERVICE AND
INVENTORY
ENTRY ACCURATE AND QUICK TO ALL SUPPLY CHAIN
FULFILLMENT BY DISTRIBUTOR OR MFG. ON TIME
RECEIVING BY RETAILER, UPDATE RECORDS
MANUFACTURING CYCLE
INCLUDES ALL PROCESSES INVOLVED IN REPLENISHING
DISTRIBUTOR (RETAILER) INVENTORY, ON TIME @ OPTIMUM COST
ORDER ARRIVAL
PRODUCTION SCHEDULING
MANUFACTURING AND SHIPPING
RECEIVING
Supply Chain Engineering MN 799 18#
PROCESS VIEW OF A SUPPLY CHAIN
PROCUREMENT CYCLE
SEVERAL TIERS OF SUPPLIERS
INCLUDES ALL PROCESSES INVOLVED IN ENSURING
MATERIAL AVAILABLE WHEN REQUIRED
SUPPLY CHAIN MACRO PROCESSES
CRM All processes focusing on interface between firm and
customers
ISCM A processes internal to firm
SRM All processes focusing on interface between firm and
suppliers
Supply Chain Engineering MN 799 19#
A Customers View of the Supply Chain
Order the product...
with configuration complexity on-line
Pay for the product...
in a foreign currency by credit card
Service the product...
anywhere in the world
Take delivery...
the next day at home, and
get started without a hassle
C 1999. William T. Walker, CFPIM, CIRM with the APICS Educational & Research Foundation. All Rights Reserved.
Ex.-Travel arrangements on line
FRONT OFFICE
Supply Chain Engineering MN 799 20#
Push/Pull View of Supply Chains
PULL PROCESSES IN RESPONSE TO A CUSTOMER ORDER
PUSH PROCESSES IN ANTICIPATION OF A CUSTOMER ORDER
Procurement,
Manufacturing and
Replenishment cycles
Customer Order
Cycle
Customer
Order arrives
PUSH PROCESSES PULL PROCESSES
Supply Chain Engineering MN 799 21#
UNDERSTANDING THE SUPPLY CHAIN
Homework
EXAMPLES:
EXAMPLES OF SUPPLY CHAINS 1.5 pp 20-25
WHAT ARE SOME OF THE KEY ISSUES IN THESE SUPPLY
CHAINS
ANALYSE AND COMMENT ON 7-Eleven and Amazon ANSWER
QUESTIONS 1TO 6 FOR EACH
Supply Chain Engineering MN 799 22#
SUPPLY CHAIN PERFORMANCE STRATEGIC
FIT AND SCOPE (Lesson 2)
New
Product
Development
Marketing
and
Sales
Operations Distribution Service
Finance, Accounting, I nformation Technology, Human Resources
Business Strategy
New Product
Strategy
Marketing
Strategy
Supply Chain Strategy
Supply and
Manufacture
FILM CHAIN REACTION
EXAMPLES?
Supply Chain Engineering MN 799 23#
ACHIEVING STRATEGIC FIT
Step 1. Understanding the Customer and Demand
Quantity - Lot size
Response time
Product variety
Service level
Price
Innovation
I mplied
Demand
Uncertainty
See Table 2.1
Regular Demand
Uncertainty due to
customers demand and
Implied Demand
Uncertainty due to
uncertainty in
Supply Chain
Supply Chain Engineering MN 799 24#
Levels of Implied Demand Uncertainty
Low High
Price
Responsiveness
Customer Need
Implied Demand Uncertainty Attributes (Table 2-2)
Low Implied Uncertainty High Implied Uncertainty
Product Margin Low High
Aver. Forecast Error 10% 40-100%;
Aver. Stockout rate 1-2% 10-40%;
Aver. markdown 0% 10-25%
Detergent
Long lead time steel
High Fashion
Emergency steel
Supply Chain Engineering MN 799 25#
SUPPLY SOURCE UNCERTAINTY
TABLE 2.3 SUPPLY UNCERTAINTY
FREQUENT BREAKDOWNS
UNPREDICTABLE AND/OR LOW YIELDS
POOR QUALITY
LIMITED SUPPLIER CAPACITY
INFLEXIBLE SUPPLY CAPACITY
EVOLVING PRODUCTION PROCESSES
LIFE CYCLE POSITION OF PRODUCT
NEW PRODUCTS HIGH UNCERTAINTY
DEMAND AND SUPPLY UNCERTAINTY FIG 2.2
Supply Chain Engineering MN 799 26#
Step 2 - Understanding the Supply Chain:
Cost-Responsiveness Efficient Frontier (Table: 2.4)
High
Low
Low
High
Exercise: Give examples of products that are:
Highly efficient, Somewhat efficient,
Somewhat responsive and highly responsive
Cost (efficient)
Responsiveness
Responsiveness to Quantity, Time, Variety, Innovation, Service level
Fig 2.3
Supply Chain Engineering MN 799 27#
Step 3. Achieving Strategic Fit
Implied
uncertainty
spectrum
Responsive
supply chain
Efficient
supply chain
Certain
demand
Uncertain
demand
Responsiveness
spectrum
Low Cost
High Cost
Companies try to move
Zone of Strategic fit
Supply Chain Engineering MN 799 28#
SCOPE
Comparison of Efficient & Responsive Supply Chain Table 2.4
EFF Vs RESPON. STRATEGY for DESIGN; PRICING; MANUF; INVEN; LEAD
TIME; SUPPLIER
THERE IS A RIGHT SUPPLY CHAIN STRATEGY FOR A GIVEN COMPETITIVE
STRATEGY (without a competitive strategy there is no right supply chain!)
OTHER ISSUES AFFECTING STRATEGIC FIT
MULTIPLE PRODUCTS AND CUSTOMER SEGMENTS
TAILOR SC TO MEET THE NEEDS OF EACH PRODUCTS DEMAND
PRODUCT LIFE CYCLE Fig 2.8
AS DEMAND CHARACTERISTICS CHANGE, SO MUST SC STRATEGY - EXAMPLES
COMPETITIVE CHANGES OVER TIME (COMPETITOR)
EXPANDING STRATEGIC SCOPE
INTERCOMPANY INTERFUNCTIONAL SCOPE
MAXIMIZE SUPPLY CHAIN SURPLUS VIEW EVALUATE ALL ACTIONS IN
CONTEXT OF ENTIRE SUPPLY CHAIN (FIG 2.12)
FLEXIBLE INTERCOMPANY INTERFUNCTIONAL SCOPE
FLEXIBILITY CRITICAL AS ENVIRONMENT BECOMES DYNAMIC
Supply Chain Engineering MN 799 29#
Strategic Scope
Suppliers
Manufacturer Distributor Retailer Customer
Competitive
Strategy
Product Dev.
Strategy
Supply Chain
Strategy
Marketing
Strategy
Supply Chain Engineering MN 799 30#
Drivers of Supply Chain Performance
Efficiency
Responsiveness
I nventory Transportation Facilities I nformation
Supply chain structure
Drivers
TRADE OFF FOR EACH DRIVER
Competitive Strategy
Supply Chain Strategy
Supply Chain Engineering MN 799 31#
INVENTORY
WHAT OF SUPPLY CHAIN
MISMATCH BETWEEN SUPPLY AND DEMAND
MAJOR SOURCE OF COST
HUGE IMPACT ON RESP0NSIVENESS
MATERIAL FLOW TIME
I = R T (I Inventory, R Throughput, T Flow time)
ROLE IN COMPETITIVE STRATEGY
COMPONENTS
CYCLE INVENTORY AVERAGE INVENTORY BETWEEN
REPLENISHMENTS
SAFETY INVENTORY - TO COVER DEMAND AND SUPPLY
UNCERTAINITY
SEASONAL INVENTORY COUNTERS PREDICTABLE
VARIATION
OVERALL TRADE OFF: RESPONSIVENESS VS
EFFICIENCY
Supply Chain Engineering MN 799 32#
TRANSPORTATION
HOW OF SUPPLY CHAIN
LARGE IMPACT ON RESPONSIVENESS AND EFFICIENCY
ROLE IN COMPETITIVE STRATEGY
COMPONENTS
MODE AIR, TRUCK, RAIL, SHIP, PIPELINE, ELECTRONIC
ROUTE SELECTION
IN HOUSE OR OUTSOURCE
OVERALL TRADE OFF: RESPONSIVENESS VS EFFICIENCY
Supply Chain Engineering MN 799 33#
FACILITIES
WHERE OF SUPPLY CHAIN
TRANSFORMED (FACTORY) OR STORED
(WAREHOUSE)
ROLE IN COMPETITIVE STRATEGY
COMPONENTS
LOCATION - CENTRAL OR DECENTRAL
CAPACITY FLEXIBILITY VS EFFICIENCY
MANUFACTURING METHODOLOGY PRODUCT OR
PROCESS FOCUS
WAREHOUSING METHODOLOGY STORAGE SKU, JOB
LOT, CROSSDOCKING
OVERALL TRADE OFF: RESPONSIVENESS VS
EFFICIENCY
Supply Chain Engineering MN 799 34#
INFORMATION
AFFECTS EVERY PART OF SUPPLY CHAIN
CONNECTS ALL STAGES
ESSENTIAL TO OPERATION OF ALL STAGES
ROLE IN COMPETITIVE STATEGY
SUBSTITUTE FOR INVENTORY
COMPONENTS
PUSH VS PULL
COORDINATION AND INFORMATION SHARING
FORECASTING AND AGGREGATE PLANNING
ENABLING TECHNOLOGIES
EDI
INTERNET
ERP
SCM
OVERALL TRADE OFF: RESPONSIVENESS VS EFFICIENCY ?
Supply Chain Engineering MN 799 35#
Considerations for Supply Chain Drivers
Driver Efficiency Responsiveness
Inventory Cost of holding Availability
Transportation Consolidation Speed
Facilities Consolidation /
Dedicated
Proximity /
Flexibility
Information What information is best suited for
each objective
Supply Chain Engineering MN 799 36#
MAJOR OBSTACLES TO ACHIEVING FIT
Multiple global owners / incentives in a supply chain
Information Coordination & Contractual Coordination
Increasing product variety / shrinking life cycles / demanding
customers/customer fragmentation
I ncreasing demand and supply uncertainty
Local optimization and lack of global fit
Supply Chain Engineering MN 799 37#
OBSTACLES TO ACHIEVING STRATEGIC FIT
INCREASING VARIETY OF PRODUCTS
DECREASING PRODUCT LIFE CYCLES
INCREASINGLY DEMANDING CUSTOMERS
FRAGMENTATION OF SUPPLY CHAIN OWNERSHIP
GLOBALIZATION
DIFFICULTY EXECUTING NEW STRATEGIES
ALL INCREASE UNCERTAINTY
Supply Chain Engineering MN 799 38#
Dealing with Product Variety: Mass Customization
Mass
Customization
Low
High
High
Low
Long
Short
L
e
a
d
T
i
m
e
Supply Chain Engineering MN 799 39#
Fragmentation of Markets and Product Variety
Are the requirements of all market segments served
identical?
Are the characteristics of all products identical?
Can a single supply chain structure be used for all
products / customers?
No! A single supply chain will fail different customers
on efficiency or responsiveness or both.
Supply Chain Engineering MN 799 40#
HOMEWORK
Page 49 Nordstrom
Answer Questions 1 to 4
Answer the above questions for Amazon.com
Page 67
Answer Questions 1 to 4
Supply Chain Engineering MN 799 41#
REVIEW QUESTIONS
WHAT IS STRATEGIC FIT? HOW IS IT ACHIEVED?
COMPANYS APPROACH TO MATCH DEMAND REQUIREMENTS
AND SUPPLY POSITIONING
MULTIPLE PRODUCTS AND CUSTOMER SEGMENTS
PRODUCT LIFE CYCLE
WHAT IS STRATEGIC SCOPE?
INTERCOMPANY, INTERFUNCTIONAL EXTENSION
WHAT ARE THE SUPPLY CHAIN DRIVERS. WHAT ARE
THEIR ROLES AND COMPONENTS?
INVENTORY; FACILITIES; TRANSPORTATION; INFORMATION
OBSTACLES
Supply Chain Engineering MN 799 42#
Forecasting (uncertainty) Order service (certainty)
Demand management
Demand-Management Activities
RULE: Do not forecast what you can plan, calculate, or extract from
supply chain feedback.
Source: Adapted from Plossl, Getting the Most from Forecasts, APICS 15th International Conference Proceedings, 1972
Lesson 3
Supply Chain Engineering MN 799 43#
DETERMINING DEMAND
FORECASTING
TWO TYPES WRONG AND LUCKY
TWO NUMBERS QUANTITY AND DATE
ELEMENTS of a GOOD FORECASTING SYSTEM:
EQUAL CHANCE OF BEING OVER OR UNDER
INCLUDES KNOWN FUTURE EVENTS
HAS RANGE OR FORECAST ERROR ESTIMATE
REVIEWED REGULARLY
Supply Chain Engineering MN 799 44#
FORECASTING
GENERAL PRINCIPLES:
MORE ACCURATE AT THE AGGREGATE LEVEL
MORE ACCURATE FOR SHORTER PERIODS OF TIME CLOSER TO
PRESENT
SET OF NUMBERS TO WORK FROM, NOT TO WORK TO
MOSTLY ALWAYS WRONG
EXAMPLE: MONTHLY vs DAILY EXPENDITURE
Supply Chain Engineering MN 799 45#
FORECASTING
MAIN TECHNIQUES:
QUALITATIVE
MANAGEMENT REVIEW
DELPHI METHOD
MARKET RESEARCH
QUANTITIVE
MOVING AVERAGE
WEIGHTED MOVING AVERAGE
EXPONENTIAL SMOOTHING
REGRESSION ANALYSIS
SEASONALILTY
PYRAMID
Supply Chain Engineering MN 799 46#
FORECASTING
QUALITATIVE
USEFUL ON NEW PRODUCTS
AS A SUPPLEMENT TO QUANTITATIVE NUMBERS
QUANTITATIVE
NEEDS HISTORICAL DATA OR PROJECTED DATA
AVAILABLE
CONSISTENT
ACCURATE
UNITS - MEASURABLE
Supply Chain Engineering MN 799 47#
Month
SKU Jan Feb Mar Apr May Jun
A 25 21 23 2321 21
B 27 23 26 21 25
C 16 18 17 23 30
D 23 26 25 52 23
E 29 30 ? 26 28
Total 120 118 91 2443 127
What actions should be taken?
What is forecast for June?
For each SKU? For total?
WORK OUT JUNEs FORECASTS FOR
ALL SKUs
Supply Chain Engineering MN 799 48#
Simple Moving Averages (SMA)
Simple Moving Average (SMA)
n
D D D
F
2 T 1 T T
1 T
- -
+
+ +
=
Where F = Forecast T = Current time period
D = Demand n = Number of periods( max)
Forecast Forecast
Demand (3-period) (4-period)
180
start-up start-up
160
220
200
186.6
260
193.3
190
240
226.6
210
233.3
230
Exercise: Work out the SMA for two periods
Question: What determines the number of periods used? Why?
Supply Chain Engineering MN 799 49#
Weighted Moving Averages
Weighted Moving Average (WMA) 1 n T 1 n T 1 T 1 T T T 1 T
D W D W D W F
+ + +
+ + = ... ...
Where: F = Forecast T = Current time period
D = Demand n = Number of periods (max)
W = Weight, where greatest weight
applies to most recent period and sum of weights = 1
Forecast Forecast
Demand
(.2, .3, .5) (.1, .2, .3, .4)
180 start-up start-up
160
220
200
194
260
198 196
240
234 224
238 236
Exercise: Work out forecast for two periods with weights of 0.4,0.6
What periods and weights will use for forecasting soap and fashion clothes Why?
Supply Chain Engineering MN 799 50#
Exponential Smoothing
1 n
2
+
= o
Decision
Select or compute a smoothing constant (o )
Relationship of exponential smoothing to simple
moving average
Where
n = number of past periods
to be captured
Where
F = forecast value
T = current time period
D = demand
o = exponential factor <1
) F (D F F or
)F (1 D F
T T T 1 T
T T 1 T
+ =
+ =
+
+
o
o
Formulas
) F (D F F or
)F (1 D F
T T T 1 T
T T 1 T
+ =
+ =
+
+
o
o
) F (D F F or
)F (1 D F
T T T 1 T
T T 1 T
+ =
+ =
+
+
o
o
Supply Chain Engineering MN 799 51#
Period Demand Forecast Forecast Forecast
(o = .1) (o = .5) (o = .9)
0 180 start-up start-up start-up
1 160 180 180 180
2 220 178 170 162
3 200 182 195 214
4 260 184 198 201
5 240 192 229 254
6 196 234 241
Exponential Smoothing
Continued
F
T+1
= F
T
+ a (D
T
F
T
)
Work out forecasts with o=0.3
What os will use for forecasting soap and fashion clothes Why?
Supply Chain Engineering MN 799 52#
Simple Trended Series Example
Algebraic Trend Projection
X Y a. Trend (rise over run) = (13 - 4)/3 = 3 = b
0 4
1 7
2 10
3 13 c. Period 4: Y = a + bX = 4 + 3 (4 [for period 4]) = 16
b. Y-intercept (a) = compute
the Y value for X = 0, thus Y-int = 4
1 2 3
13
10
7
4
Run
Rise
Supply Chain Engineering MN 799 53#
REGRESSION ANALYSIS
Regression formula b=slope, a=intercept
Slope b= Intercept
and
Work out this example:
Year Variable Y (Passengers)
1 77
2 75
3 72
4 73
5 71
What is the regression equation? What is the forecast for Year 6?
X b - Y a =
bX a Y + =
= b
2 2
) ( X X n
Y X XY n
Supply Chain Engineering MN 799 54#
TRENDED TIME SERIES FORECASTING
Question: How do you forecast a seasonal item
Y(forecast) = [A (intercept) + X (trend) x T (time period) ]
x S (seasonality factor)
FIRST DETERMINE LEVEL AND TREND - IF SEASONAL
DESEASONALIZE
THEN FORECAST USING EXPONENTIAL OR TREND
RESEASONALIZE
Supply Chain Engineering MN 799 55#
Seasonal Series Indexing
Seasonal
Month Year 1 Year 2 Year 3 Total Index
Jan 10 12 11 33 0.33
Feb 13 13 11 37 0.37
Mar 33 38 29 100 1.00
Apr 45 54 47 146 1.46
May 53 56 55 164 1.64
Jun 57 56 55 168 1.68
Jul 33 27 34 94 0.94
Aug 20 18 19 57 0.57
Sep 19 22 20 61 0.61
Oct 18 18 15 51 0.51
Nov 46 50 45 141 1.41
Dec 48 53 47 148 1.48
Total 395 417 388 1200 12.00
Yr 1 Yr2
Supply Chain Engineering MN 799 56#
Seasonal Series Indexing
Sample Data Continued
Monthly Total (MT)
Formula: Seasonal Index (SI) =
Average Month (AM)
33
SI
JAN
= = .33
100
94
SI
JUL
= = .94
100
Where:
1200
AM = = 100
12
1. FIND SEASONALITY FOR EACH PERIOD
2. DEASONALIZE
3. PROJECT USING EXPONENTIAL, REGRESSION ETC
4. REASONALIZE
Supply Chain Engineering MN 799 57#
Given
Deseasonalized Seasonal
Demand Forecast Index
July 34 36 0.94
Aug 0.57
Rationale and Computations
1. Deseasonalize current (July) actual demand
2. Use exponential smoothing to project deseasonalized data one
period ahead (o = .2)
3. Reseasonalize forecast for desired month (August)
= Deseasonalized forecast seasonal factor
= 36.03 0.57 = 20.53 or 21
36.03 (36) (0.8) (36.17) (0.2) )F (1 D F
T T 1 T
= + = + =
+
o o
Integrative Example: Calculating a Forecast
with Seasonal Indexes and Exponential Smoothing
36.17 34/0.94
index Seasonal
demand Actual
= =
36.17 34/0.94
index Seasonal
demand Actual
= =
36.17 34/0.94
index Seasonal
demand Actual
= = 36.17 34/0.94
index Seasonal
demand Actual
= =
34
0.94
Supply Chain Engineering MN 799 58#
Exercise
Boler Corp has the following sales history:
Quarter Year1 Year2
1 140 210
2 280 350
3 70 140
4 210 280
What seasonal index for each quarter could be used to forecast the
sales of the product for Year 3?
What would be a forecast for year 3 using an a=0.3 and assuming the
forecast for year 2 was 1000? What would be the forecast for each
quarter in this forecast?
Supply Chain Engineering MN 799 59#
Source: Adapted from CPIM Inventory Management Certification Review Course (APICS, 1998).
95.44%
99.74%
68.26%
x
Normal Distribution
Using the Measures of Variability
Supply Chain Engineering MN 799 60#
Standard Deviation (sigma)
F=
A =
Actual
Error
(Sales Error
Period Forecast Sales Forecast) Square
d
1 1,000 1,200 200 40,000
2 1,000 1,000 0 0
3 1,000 800
200
40,000
4 1,000 900
100
10,000
5 1,000 1,400 400 160,000
6 1,000 1,200 200 40,000
7 1,000 1,100 100 10,000
8 1,000 700
300
90,000
9 1,000 1,000 0 0
10 1,000 900 100
10,000
10,000 10,200 200 400,000
Supply Chain Engineering MN 799 61#
Standard Deviation Continued
Standard Deviation
( )
( )
200
10
400,000
n
F A
211
9
400,000
1 n
F A
2
i i
2
i i
= =
-
=
= =
-
-
=
NOTE: About the use of n or n - 1 in the above equations
n Use with a large population (> 30 observations)
n - 1 Use with a small population (< 30 observations)
Standard Deviation
Supply Chain Engineering MN 799 62#
Cumulative sum of error =
Bias =
Mean Absolute Deviation (MAD)
=
( ) 200 F A
i i
=
Bias and MAD
( )
10
n
20
200 F A
i i
= =
-
1600 F
10
n
160
A
i i
= =
-
F =
A =
Actual
Error
(Sales Absolute
Period Forecast Sales Forecast) Error
1
1,000 1,200 200 200
2
1,000 1,000 0 0
3
1,000 800 200 200
4
1,000 900 100 100
5
1,000 1,400 400 400
6
1,000 1,200 200 200
7
1,000 1,100 100 100
8
1,000 700 300 300
9
1,000 1,000 0 0
10
1,000 900 100 100
10,000 10,200 200 1,600
Supply Chain Engineering MN 799 63#
Cumulative Sum of Error
Bias
Mean Absolute Deviation (MAD)
Standard Deviation=1.25 MAD or
NOTE: About the use of n or n-1 in the above equations
n Use with a large population (> 30 observations)
n-1 Use with a small population (< 30 observations)
Measures of Forecast Error
F
( )
-
i i
A
( )
n
F A
i i
-
n
F A
i i
-
( )
1 n
F A
2
i i
-
-
( )
n
F A
2
i i
-
or
Supply Chain Engineering MN 799 64#
Definition
A confidence interval is a measure of distance, increments of
which are represented by the z value
Formulas
Relationship
1 standard deviation (o) = 1.25 MAD
In the example data o = 1.25 MAD
= 1.25 160 = 200
Source: Raz and Roberts, Statistics, 1987
Confidence Intervals
( )
( ) ( )
s
s
s
z x x or
x x
Deviation Standard
Mean Distance
z
n
F A
OR
1 n
F A
Dev Std 1
i
i
2
i i
2
i i
+ =
-
=
-
=
-
-
-
=
Supply Chain Engineering MN 799 65#
Expressing z Values (for +ve
probabilities)
Probabilit
y
D +1 SD +2 SD +3 SD
Cumulative normal distribution from left side of distribution (x
+ z)
z .0 .1 .2 .3 .4 .5 .6 .7 .8 .9
0.0 .5000 .5398 .5793 .6179 .6554 .6915 .7257 .7580 .7881
1.0 .8413 .8643 .8849 .9032 .9192 .9332 .9452 .9554 .9641
2.0 .9773 .9821 .9861 .9893 .9918 .9938 .9953 .9965 .9974
3.0 .9987 .9990 .9930 .9995 .9997 .9998 .9998 .9999 .9999
.8159
.9713
.9981
.9999
Back
Supply Chain Engineering MN 799 66#
Application Problem Service Level
Given
Average sales for item P is 50 units per week with a standard
deviation of 4
Required
What is the probability that more than 60 units will be sold?
a. .006
b. .494
c. .506
d. .994
Supply Chain Engineering MN 799 67#
Homework
Q1 - 2. A demand pattern for ten periods for a certain product was given as 127, 113, 121,
123, 117, 109, 131, 115, 127, and 118. Forecast the demand for period 11 using each of
the following methods: a three-month moving average, a three-month weighted moving
average using weights of 0.2, 0.3, and 0.5, exponential smoothing with a smoothing
constant of 0.3, and linear regression. Compute the MAD for each method to determine
which method would be preferable under the circumstances. Also calculate the bias in
the data, if any, for all four methods, and explain the meaning.
Q2 - The following information is presented for a product:
2001 2002
Forecast Demand Forecast Demand
Quarter I 200 226 210 218
Quarter II 320 310 315 333
Quarter III 145 153 140 122
Quarter IV 230 212 240 231
a) What are the seasonal indicies that should be used for each quarter?
What is the MAD for the data above?
Supply Chain Engineering MN 799 68#
Supply Chain Network
Fundamentals
William T. Walker, CFPIM, CIRM, CSCP
Practitioner, Author, and Supply Chain Architect
Supply Chain Engineering MN 799 69#
Understanding How Supply Chains Work
The Value Principle and Network Stakeholders
Mapping a Supply Chain Network
The Velocity and Variability Principles
Locating the Push/Pull Boundary
The Vocalize and Visualize Principles
Summary
Session Outline
Supply Chain Engineering MN 799 70#
Learning Objectives
By teaching the principles of supply chain management
to understand how a supply chain network works...
We learn how to map a supply chain network.
We learn how to engineer reliable network infrastructure
by maximizing velocity and minimizing variability.
We learn how the Bill Of Materials relates to the network.
We learn how locating the push/pull boundary converts
network operations from Build-To-Stock to Build-To-Order.
We learn how to maximize throughput by engineering
the means to vocalize demand and to visualize supply.
Supply Chain Engineering MN 799 71#
A SUPPLY CHAIN is
the global network
used to deliver products and services
from raw materials to end customers
through engineered flows of
information, material, and cash.
Contributed to the APICS Dictionary, 10th Edition by William T. Walker
Supply Chain Engineering MN 799 72#
Network Terminology
Physical Flow
Info Flow
Cash Flow
"Source" "Make" "Deliver" "Return"
Upstream Midstream Downstream Reverse Stream
Zone Zone Zone Zone
Customer
Value-Adding Value-Subtracting
Supply Chain Engineering MN 799 73#
Supplier
Customer
Trading
Partner
$
3
M
1
M
2
M
3
$
1
$
2
Cash
Material
Material moves downstream to the customer.
Cash moves upstream to the supplier.
Supply Chain Network Operations
Supply Chain Engineering MN 799 74#
Suppliers Customers
Trading
Partner
Shareholders
Employees
Value is
the Perfect
Order
Value is
Employment
Stability
Value is
Return In
Investment
Value is
Continuity
of Demand
The Value Principle:
Every stakeholder wins when throughput is maximized.
Supply Chain Engineering MN 799 75#
The Network Rules
In an effective supply chain network
each trading partner works to...
Maximize velocity,
Minimize variability,
Vocalize demand, and
Visualize supply
...in order to maximize throughput providing
Value for each stakeholder.
However, a lack of trust often gets in the way.
Supply Chain Engineering MN 799 76#
The Network Trust Factor
Network trust is based upon personal relationships
and the perception that things are okay regarding:
Network operating rules are clear
Supply and demand information is shared
Performance measures are agreed upon
Relationship non-disclosures are kept secret
Inventory investment is not a win-lose game
Supply Chain Engineering MN 799 77#
Bill Of Materials
S3
S5
S4
S2
S1
D1
A3
B5 B2
C1 C2 C3
BOM Level 0.
BOM Level 1.
BOM Level 2.
BOM Level 3.
For Example
Items: A3, B2, B5, C1, C2, C3, D1
Suppliers: S1, S2, S3, S4, S5
Item Master
- Stock Keeping Unit (SKU) Number
- Description
- Unit Of Measure
- Approved Supplier
- Country Of Origin
- Cost
- Lead Time
Product Structure
- Parent To Child Relationship
- Quantity Per Relationship
Supply Chain Engineering MN 799 78#
Supply Chain Network Map
Upstream Midstream Downstream
Driven by the Bill Of Materials Driven by the Delivery Channel
Supply Chain Engineering MN 799 79#
1. Start midstream and imagine finished goods
sitting on a rack at the central depot.
2. Now, use the Bill Of Materials and work
upstream to reach each raw material supplier.
3. Then, identify each different fulfillment
channel used to reach the local mission.
4. Determine which organizations are trading partners versus nominal trading
partners.
5. Logistics service providers, information
service providers, and financial service
providers are not part of the network map.
How To
Map A Network
Supply Chain Engineering MN 799 80#
The Velocity Principle:
In network implementation
throughput is maximized
when order-to-delivery-to-cash velocity is maximized
by minimizing process cycle time.
The 5V Principles of Supply Chain Management explain how a supply
chain network works by answering what, when, where, why, and how:
Velocity how are relationships connected to make the delivery?
Supply Chain Engineering MN 799 81#
The Network Flow Model
Supplier Customer
Trading
Partner
Order-To-Delivery Order-To-Stock
Invoice-To-Pay Invoice-To-Cash
Material Material
Cash Cash
Info Info
From: William T. Walker, Supply Chain Architecture: A Blueprint for
Networking the Flow of Material, Information, and Cash, CRC Press,
2005.
Supply Chain Engineering MN 799 82#
Logistics Touches Every Subcycle
Order-To-Delivery Order-To-Stock
Invoice-To-Pay Invoice-To-Cash
Transportation moves material from seller to buyer
In some cases orders/ invoices/ cash move by mail
Warehouse issues trigger invoices
Warehouse receipts trigger payments
Supply Chain Engineering MN 799 83#
Import/ Export Boundaries
Country A Country B
Buyer
Return
Seller
Shipment
Exports Imports
Exports Imports
Country A exports and Country B imports in a forward supply chain.
Country B exports and Country A imports in a reverse supply chain.
Import duty and export licensing add complexity to network linkages
decreasing velocity and increasing variability.
Supply Chain Engineering MN 799 84#
The Variability Principle:
In network implementation
throughput is maximized
when order-to-delivery-to-cash variability is minimized
by minimizing process variance.
The 5V Principles of Supply Chain Management explain how a supply
chain network works by answering what, when, where, why, and how:
Variability what is likely to change from one delivery to the next?
Supply Chain Engineering MN 799 85#
Outward Signs of Variability
Unplanned demand
Backordered inventory
Inventory leakage
Capacity constraints
Lower than normal yields
Longer than expected transit times
Delays in clearing Customs
Delayed payment
Supply Chain Engineering MN 799 86#
To Maximize Velocity
Eliminate unnecessary process steps
Shorten the longest serial process steps by
eliminating queue time and automating steps
Convert serial process steps into
parallel process steps
To Minimize Variability
Rank order the variances
Minimize the root cause of largest variance
Continue with the next largest variance, etc.
Supply Chain Engineering MN 799 87#
Push/Pull Boundary
Pull Push
Order
Push/Pull
Boundary
Forecast
Demand Supply
Supply Chain Engineering MN 799 88#
Customer Lead Time
Customer
Demand
Pull Push
Order
Build-To-Order (BTO)
Push/Pull
Boundary
Customer
Demand
Pull Push
Build-To-Stock (BTS)
Push/Pull
Boundary
Order
F/C
F/C
Supply Chain Engineering MN 799 89#
1. Know the competitive situation; for example, if
competitive products are off-the-shelf, then the
push/pull boundary must be close to the customer.
2. The push/pull boundary is a physical inventory location that bisects the entire
supply chain.
3. Order-To-Delivery Cycle Time =
Order Processing and Transmission Time +
Shipment Processing, Picking, and Packing Time +
Transportation and Customs Clearance Time
How To
Locate A Push/Pull Boundary
Supply Chain Engineering MN 799 90#
The Vocalize Principle:
In network operations
throughput is maximized
by pulling supply to demand
by vocalizing actual demand at the network constraint.
The 5V Principles of Supply Chain Management explain how a supply
chain network works by answering what, when, where, why, and how:
Vocalize who knows the full requirements of the order?
Supply Chain Engineering MN 799 91#
Common Causes of Stockouts
L
Quantity
Time
R
SS
L
Q
Quantity
Time
R
SS
L
Q
Quantity
Time
R
SS
Q
Demand Uncertainty
Supply Uncertainty
Lead Time Variability
(LT = Cycle Time + Transit Time)
Supply Chain Engineering MN 799 92#
The Planning Interface
Pull To
Demand
Push From
Forecast
Sales & Operations Plan
Master Schedule
Downstream The Supply Chain Network
Push Zone Pull Zone
Push/Pull Boundary
I
MRP Materials
Requirements
CRP Capacity
Requirements
I
Upstream
C C
Capable
Network
Preload
Inventory
Throughput
Supply Chain Engineering MN 799 93#
I
Throughput
Push Zone
Forecast
Safety Safety
C
Push Inventory And Capacity
Ending Inventory = Starting Inventory
- Forecasted Demand
+ Production
When actual demand exceeds forecasted demand,
either capacity or inventory can constrain production
causing lead time to expand.
Supply Chain Engineering MN 799 94#
I
Throughput
Pull Zone
Order
C
Pull Inventory And Capacity
Max
Max
Ending Inventory = Starting Inventory
- Actual Demand
+ Production
Throughput is limited to the smaller of limited inventory
or limited capacity.
Supply Chain Engineering MN 799 95#
The Visualize Principle:
In network operations
throughput is maximized
by pushing supply to demand
by visualizing actual inventory supply across the network.
The 5V Principles of Supply Chain Management explain how a supply
chain network works by answering what, when, where, why, and how:
Visualize where is the inventory now and when will it be available?
Supply Chain Engineering MN 799 96#
[ ] Transportation and warehousing costs
are a function of cubic dimensions and weight.
[ ] Items that have to be repalletized for
transport or storage cost more.
[ ] Cartons, plastic cushions, and labels
may be missing from the product BOM.
[ ] RFID/ bar code on all packaging.
[ ] Select a wall thickness and box burst
strength to protect the product.
[ ] Keep Country Of Origin labeling consistent
from the product to the outside packaging.
Cartons
Master
Carton
Unit Load
Packaging And Labeling
Supply Chain Engineering MN 799 97#
Track and Trace
Supply Chain Engineering MN 799 98#
Apply Technology To Visualize
Bar Code and 2D Bar Code
Point Of Use Laser Scanners
Radio Frequency Identification (RFID)
Global Positioning by Satellite (GPS)
Wireless Communication
Supply Chain Engineering MN 799 99#
Measuring Network Inventory
1. Look for leakages between upstream issues and downstream receipts.
2. Look for inventory balance discrepancies at each trading partner.
3. Look for process yield issues within each trading partner.
Upstream Issues = Downstream Receipts
Ending Inventory = Starting Inventory + Receipts Issues
Complete Products Reflect BOM Part Proportions
Supply Chain Engineering MN 799 100#
To Vocalize
Be precise about units and configurations
Acknowledge and handshake all information
Don't skip any link holding inventory in the chain
Measure throughput rather than production
Measure the network capacity constraint
Measure total network inventory
To Visualize
Supply Chain Engineering MN 799 101#
Suppliers Customers
Trading
Partner
Employees
We win!
I win!
Shareholders
I win!
We win!
Work the 5V Principles to maximize throughput.
In Summary
Supply Chain Engineering MN 799 102#
AGGREGRATE PLANNING (Chap8) Lesson 5
PROCESS OF DETERMINING LEVELS OF
PRODUCTION RATE
WORKFORCE
OVERTIME
MACHINE CAPACITY
SUBCONTRACTING
BACKLOG
INVENTORY
GIVEN DEMAND FORECAST DETERMINE PRODUCTION,
INVENTORY/BACKLOG AND CAPACITY LEVEL FOR EACH PERIOD
FUNDAMENTAL TRADE-OFFS
CAPACITY(REGULAR TIME, OVERTIME, SUBCONTRACING)/COST
INVENTORY/SERVICE LEVEL
BACKLOG/LOST SALES
Supply Chain Engineering MN 799 103#
AGGREGRATE PLANNING STRATEGIES
STRATEGIES - SYNCHRONIZING PRODUCTION WITH DEMAND
CHASE- USING CAPACITY AS THE LEVER
BY VARYING MACHINE OR WORKFORCE (numbers or flexibility)
DIFFICULT TO IMPLEMENT AND EXPENSIVE. LOW LEVELS OF
INVENTORY
TIME FLEXIBILITY UTILIZATION AS THE LEVER
IF EXCESS MACHINE CAPACITY, VARYING HOURS WORKED (workforce
stable, hours vary)
LOW INVENTORY AND LOWER UTILISATION THAN CHASE
USEFUL WHEN INVENTORY COST HIGH AND CAPACITY CHEAP
LEVEL USING INVENTORY AS THE LEVER
STABLE WORKFORCE AND CAPACITY
LARGE INVENTORIES AND BACKLOGS
MOST PRACTICAL AND POPULAR
Supply Chain Engineering MN 799 104#
SOP FORMAT
PRODUCTION PLAN = SALES + END INV BEGIN INV
PRODUCTION PER MONTH = PRODUCTION PLAN
NUMBER OF PERIODS
PRODUCTION PLAN = SALES END BACKLOG +
BEGIN BACKLOG
1 2 3 4 5 6
SALES
PRODUCTION
INVENTORY/
BACKLOG
PERIOD
Supply Chain Engineering MN 799 105#
Sales and Operations Planning Strategies
Master Planning, Rev. 4.2
Total
annual
(or period)
0 1 2 3 4 5 6 7 8 9 10 11 12 units
Level Method
Production 20 20 20 20 20 20 20 20 20 20 20 20 240
Sales 5 5 5 15 25 35 35 35 35 25 15 5 240
Inventory 30 45 60 75 80 75 60 45 30 15 10 15 30 540
Capacity A - - - - - - - - - - - - 0
Chase Strategy
Production 5 5 5 15 25 35 35 35 35 25 15 5 240
Sales 5 5 5 15 25 35 35 35 35 25 15 5 240
Inventory 30 30 30 30 30 30 30 30 30 30 30 30 30 360
Capacity A - - - 1 1 1 - - - 1 1 1 6
Supply Chain Engineering MN 799 106#
Production Rates and Levels Application 1 Make-to-Stock
Table Format (Inventory)
Period 0 1 2 3 4
Forecast 150 150 150 150
Production plan
Inventory 200 100
FOR A LEVEL STRATEGY, WORK OUT THE PRODUCTION PLAN AND INVENTORY
BY PERIOD
PRODUCTION = SALES + END INV BEGIN INV
Supply Chain Engineering MN 799 107#
Production Rates and Levels
Application 2 Make-to-Order
Table Format (Backlog)
Period 0 1 2 3 4
Forecast 150 150 150 150
Production plan
Backlog 200 100
FOR A LEVEL STRATEGY WORK OUT THE PRODUCTION PLAN AND BACKLOG BY
PERIOD
PRODUCTION = SALES + BEGIN BL - END BL
Supply Chain Engineering MN 799 108#
OPTIMIZATION THRU LINEAR PROGRAMMING
AGGREGATE PLANNING MODEL RED TOMATO Pp 210 (105)
MAXIMIZING HIGHEST PROFIT OVER TIME PERIOD
DETERMINE DECISION VARIABLES PP212(107)
OBJECTIVE FUNCTION MINIMIZE TOTAL COST
DEVELOP EQUATIONS FOR ALL THE COST ELEMENTS- Eq 5/8.1
CONSTRAINTS EQUATIONS
WORKFORCE
CAPACITY
INVENTORY
OVERTIME
OPTIMIZE OBJECTIVE FUNCTION
FORECAST ERROR
SAFETY INVENTORY
SAFETY CAPACITY
Supply Chain Engineering MN 799 109#
Aggregate Planning (Define Decision Variables)
W
t
= Workforce size for month t, t = 1, ..., 6
H
t
= Number of employees hired at the beginning of month t, t = 1, ..., 6
L
t
= Number of employees laid off at the beginning of month t, t = 1, ..., 6
P
t
= Production in month t, t = 1, ..., 6
I
t
= Inventory at the end of month t, t = 1, ..., 6
S
t
= Number of units stocked out at the end of month t, t = 1, ..., 6
C
t
= Number of units subcontracted for month t, t = 1, ..., 6
O
t
= Number of overtime hours worked in month t, t = 1, ..., 6
Excel File
Supply Chain Engineering MN 799 110#
Aggregate Planning 8.2
I tem Cost
Materials $10/unit
Inventory holding cost $2/unit/month
Marginal cost of a stockout $5/unit/month
Hiring and training costs $300/worker
Layoff cost $500/worker
Labor hours required 4/unit
Regular time cost $4/hour
Over time cost $6/hour
Cost of subcontracting $30/unit
DEMAND Table 8.1 (5.1)
Supply Chain Engineering MN 799 111#
Aggregate Planning (Define Objective Function)
Monthly
= = =
= = =
= =
6
1
6
1
6
1
6
1
6
1
6
1
6
1
6
1
30 10 5
2 6 500
300 640
t
t
t
t
t
t
t
t
t
t
t
t
t
t
t
t
C P S
I O L
H W
Min
Supply Chain Engineering MN 799 112#
Aggregate Planning (Define Constraints Linking
Variables)
Workforce size for each month is based on hiring and
layoffs
. 80 , 6 ,..., 1
0
,
0
1
1
= =
= +
+ =
W where t for
L H W W
or
L H W W
t t t t
t t t t
Supply Chain Engineering MN 799 113#
Aggregate Planning (Constraints)
Production for each month cannot exceed capacity
. 6 ,..., 1
, 0 4 40
, 4 40
=
> +
+ s
t for
P O W
O W P
t t t
t t t
Supply Chain Engineering MN 799 114#
Aggregate Planning (Constraints)
Inventory balance for each month
. 500 , 0
, 000 , 1 , 6 ,..., 1
, 0
,
6 0
0
1 1
1 1
> =
= =
= + + +
+ + = + +
I
and
S
I
where t for
S I S D C P I
S I S D C P I
t t t t t t t
t t t t t t t
Supply Chain Engineering MN 799 115#
Aggregate Planning (Constraints)
Over time for each month
. 6 ,..., 1
, 0 10
, 10
=
>
s
t for
O W
W O
t t
t t
Supply Chain Engineering MN 799 116#
SOLVING PROBLEM USING EXCEL
STEP 1 BUILD DECISION VARIABLE TABLE (fig8.1)
ALL CELLS 0, EXCEPT PERIOD 0 FOR WORKFORCE AND INVENTORY
ENTER DEMAND (TABLE 8.4)
STEP 2 CONSTRUCT CONSTRAINT TABLE (fig8.2)
STEP 3 CREATE a CELL HAVING THE OBJECTIVE FUNCTION
(Formula 8.1) Optimizing TOTAL COSTS (Fig 8.3)
STEP 4 USE TOOLS SOLVER (Fig 8.4)
REPEAT IF OPTIMUM SOLUTION NOT OBTAINED
HOMEWORK (see homework)
Supply Chain Engineering MN 799 117#
AGGREGATE PLANNING IN PRACTICE
MAKE PLANS FLEXIBLE BECAUSE FORECASTS
ARE ALWAYS WRONG
PERFORM SENSITIVITY ANALYSIS ON THE INPUTS I.E.
LOOK AT EFFECTS OF HIGH/LOW
RERUN THE AGGREGATE PLAN AS NEW DATA
EMERGES
USE AGGREGATE PLANNING AS CAPACITY
UTILIZATION INCREASES
WHEN UTILIZATION IS HIGH, THERE IS LIKELY TO BE
CAPACITY LIMITATIONS AND ALL THE ORDERS WILL
NOT BE PRODUCED
Supply Chain Engineering MN 799 118#
Process Flow Measures
FLOW RATE (R
t
), CYCLE TIME (T
t
), & INVENTORY (I
t
)
RELATIONSHIPS
F = Flow Rate or Throughput is output of a line in pieces per time
T = Cycle time is the time taken to complete an operation
I = Inventory is the material on the line
LITTLEs LAW: Av. I = Av. R x Av. T x Variability factor Examples:
If Inventory is 100 pieces and Cycle time is 10 hours, the Throughput rate is 10 pcs
per hour
If Cycle time is halved; Throughput is doubled
If Inventory is halved; cycle time is halved
See Equation 8.6 How do we get Av Inv of 895 and Flow time of 0.34 months
on page 227/216
Supply Chain Engineering MN 799 119#
Homework
Ex. Work out Inventory, Rate and cycle time for values in
Tables 8.4,8.5
Supply Chain Engineering MN 799 120#
Supply Chain Network Basics Lesson 4
Guest Lecture go to Poly Blackboard
Supply Chain Engineering MN 799 121#
MANAGING SUPPLY AND DEMAND
PREDICTABLE VARIABILITY (LESSON 6)
Predictable Variability Change in Demand that can be forecast or guided
MANAGING DEMAND Short time price discounts, trade promotions
MANAGING SUPPLY Capacity, Inventory, Subcontracting & Backlog, Purchased product
MANAGING CAPACITY
TIME FLEXIBILITY FROM WORKFORCE (OVERTIME)
USE OF SEASONAL WORKFORCE
USE OF SUBCONTRACTING
USE OF DUAL FACILITIES DEDICATED AND FLEXIBLE
DESIGN PRODUCT FLEXIBILITY INTO PRODUCTION
USE OF MULTI-PURPOSE MACHINES (CNC MACHINE CENTERS)
MANAGING INVENTORY
USING COMMON COMPONENTS ACROSS MULTIPLE PRODUCTS
BUILD INVENTORY OF HIGH DEMAND OR PREDICTABLE DEMAND PRODUCTS
Supply Chain Engineering MN 799 122#
MANAGING DEMAND (Predictable Variability)
Manage demand with pricing
Factors influencing the timing of a promotion:
Impact on demand; product margins; cost of holding inventory; cost of
changing capacity
Demand increase (from discounting) due to:
Market growth
Stealing market share
Forward buying
Discount of $1 increases period demand by 10%
Reduce price by $1 in Jan, increases sales by 10% in first month - Tab 9.4,
9.5 effect on cost, profit, inventory
If discount is in April, highest demand month - Tab 9.6, 9.7
See the effects of various combination Tab 9-12
Summary Tab 9.12 & 9.13 Discuss
Supply Chain Engineering MN 799 123#
PREDICTABLE VARIABILITY IN PRACTICE
COORDINATE MARKETING, SALES AND OPERATIONS
SALES AND OPERATIONS PLANNING
ONE GOAL MAXIMIZING PROFIT, ONE GAME PLAN
TAKE PREDICABLE VARIABILITY INTO ACCOUNT
WHEN MAKING STRATEGIC DECISIONS
PARTNER WITH PRINCIPAL CUSTOMERS, ELIMINATE
PREDICTIONS!
PREEMPT (PROMOS ETC.), DO NOT JUST REACT TO
PREDICTABLE VARIABILITY
Supply Chain Engineering MN 799 124#
MANUFACTURING - MANAGING LEAD TIME
CRITICAL DRIVER OF ALL MANUFACTURE
LAYOUT AND WORKPLACE ORGANIZATION
CONSTRAINT MANAGEMENT
VARIABILITY AND QUEUES
LOT SIZES AND SET UP REDUCTION
WORK IN PROCESS
FLEXIBILITY
MUST BE COMPANY FOCUS
MEASURED AND MONITORED
X BUTT TO BUTT
Supply Chain Engineering MN 799 125#
MANAGING INVENTORY
The role of inventory in the supply chain
Cycle Inventory (making or purchasing inventory in large
lots) takes advantage of economies of scale to lower total cost
material cost, fixed ordering cost and holding cost.
Why hold inventory?
Economies of scale
Batch size and cycle time
Quantity discounts
Short term discounts / Trade promotions
Stochastic variability of supply and demand
Evaluating service level given safety inventory
Evaluating safety inventory given desired service level
Levers to improve performance
Supply Chain Engineering MN 799 126#
Role of Inventory in the Supply Chain
Overstocking: Amount available exceeds demand
Liquidation, Obsolescence, Holding
Understocking: Demand exceeds amount available
Lost margin and future sales
Goal: Matching supply and demand
Supply Chain Engineering MN 799 127#
ROLE OF CYCLE INVENTORY (10.1)
Q lot or batch size of an order
D Demand
When demand steady : Cycle Inven = lot size/2 = Q/2
Saw tooth diagram
Average flow time = cycle inven / demand = Q/2D
C material cost
S fixed ordering cost
H holding cost
h cost of holding $1 in inventory for one year
H = hC cost of holding one piece for one year
Supply Chain Engineering MN 799 128#
Cycle Inventory related costs in Practice
Inventory holding costs usually expressed as a % per $ per year
Cost of capital (Opportunity cost of capital)
Obsolescence or spoilage cost
Handling cost
Occupancy cost (space cost)
Miscellaneous costs (security, insurance)
Order costs (same as set up costs in a machining environment)
Buyer time
Transportation costs
Receiving costs
Other costs
Cycle Inventory exists in a supply chain because different stages
exploit economies of scale to lower total cost material cost,
fixed ordering cost and holding cost
Supply Chain Engineering MN 799 129#
Fixed costs: Optimal Lot Size and Reorder Interval
(EOQ)
C: Cost per unit ($C/unit)
h: Holding cost per year as a fraction of
product cost ($%/unit/Year)
H: Holding cost per unit per year
Q: Lot Size
D: Annual demand
S: Setup or Order Cost
Annual order cost = (D/Q)S
Annual inventory cost = (Q/2)hC
Optimum Q = \ 2DS/hC
T: Reorder interval (Q/D)
# orders/yr = D/Q = Optimal order freq
Total Annual Cost = CD+(D/Q)S+(Q/2)hC
See Fig 10-2 Showing effects of Lot Size
DH
S
T
H
DS
Q
hC H
2
2
=
=
=
Supply Chain Engineering MN 799 130#
Example 10.1
Demand, D = 12,000 computers per year
Unit cost, C = $500
Holding cost, h = 0.2
Fixed cost, S = $4,000/order
What is the order quantity Q, the flow time, the reorder
interval and Total cost?
Q = 980 computers
Cycle inventory = Q/2 = 490
Flow time = Q/2D = 0.049 month
Reorder interval, T = 0.98 month
Total Cost = 49,000 + 49,000 + 6,000,000 = $6,098,000
Supply Chain Engineering MN 799 131#
EXPLOITING ECONOMIES OF SCALE
SINGLE LOT SIZE OF SINGLE PRODUCT (EOQ) = Q
ANNUAL MATERIAL COST = CD
NO. OF ORDERS PER YEAR = D/Q
ANNUAL ORDER COST = (D/Q)*S
ANNUAL HOLDING COST = (Q/2)H = (Q/2)hC
TOTAL ANNUAL COST (TC) = CR+(D/Q)*S+(Q/2)hC
Optimal lot size Q* = \2DS/hC
Optimal ordering frequency = n* = D/Q* = \DhC/2S
Key Point: Total Ordering and Holding costs are relatively stable
around the EOQ and a convenient lot size around the EOQ is OK
(rather than a precise EOQ)
Key Point: If demand increases by a factor of k, the optimal lot
size and no of orders increases by a factor of \k. Flow time
decreases by a factor of \k
Key point: To reduce Q by a factor of k, fixed cost S must be
reduced by a factor of k
2
Supply Chain Engineering MN 799 132#
Reducing Lot Size - Aggregating
Exercise:
To reduce Q from 980 to 200, how much must order cost be reduced
Key point: To reduce Q by a factor of k, fixed cost S must be reduced
by a factor of k
2
Supply Chain Engineering MN 799 133#
LOT SIZING WITH MULTIPLE PRODUCTS & CUSTOMERS
Lot sizing with Multiple Product or Customers
Aggregating replenishment across products, retailers or suppliers in a single order,
allows for a reduction in lot sizes because fixed costs spread across multiple
products and businesses
Ordering and delivering independently (See Ex.10.3)
Each order has independent Holding, Ordering and Annual costs with independent
EOQs and Flow Times Table 10-1
Total cost = $155,140
Total cost Ordered and delivered jointly (See Ex.10.4)
Independent holding costs but combined fixed order cost Table 10-2
Total Cost = $136,528
Transportation capacity constraint aggregating multiple products from same
supplier; single delivery from multiple suppliers (Ex. 10-5)
Key Point The key to reducing cycle inventory is reducing lot size. The key
to reducing lot size without increasing costs is to reduce fixed costs associated
with each lot by reducing the fixed cost itself or aggregating lots across
multiple products, customers or suppliers. We reduce lot size to reduce cycle
time
Supply Chain Engineering MN 799 134#
Impact of product specific order cost
Total Costs Product
specific order
cost = $1000
No
Aggregation
$155,140 (10-3)
Complete
Aggregation
$136,528 (10-4)
Tailored
Aggregation
$130,767 (10-6)
Tailored aggregation Higher volume products
ordered more frequently and lower volume products
ordered less frequently (rather than ordered and
delivered jointly) 10-6
Summary
Supply Chain Engineering MN 799 135#
Delivery Options
No Aggregation: Each product ordered separately
Complete Aggregation: All products delivered on each
truck
Tailored Aggregation: Selected subsets of products on
each truck
Supply Chain Engineering MN 799 136#
Economies of Scale to exploit Quantity Discounts
Two common Lot Size based discount schemes
All unit quantity discounts
Pricing based on specific quantity break points
Marginal unit quantity discounts or multiblock tariffs
Pricing based on quantity break points, but the price is not the
average per block, but the marginal cost of a unit that
decreases at breakpoint
See example in book on these discounts pages 276-280
Supply Chain Engineering MN 799 137#
WHY QUANTITY DISCOUNTS
Improved coordination to increase total supply chain profits
Commodity Products = price set by market.
Large Manufacturers should use lot based quantity discounts, to
maximize profits (cycle inventory will increase)
The supply chain profit is lower if each stage makes pricing decisions
independently, maximizing its own profit
Coordination to maximize profit
Two part tariff or quantity discounts supplier passes on some of the
profit to the retailer, depending on volume
Extraction of surplus through price discrimination
Trade Promotions
Lead to significant forward buying by the retailer
Retailer should pass on optimal discount to customer and keep rest for
themselves
Supply Chain Engineering MN 799 138#
Quantity Discounts
Discounts improve coordination between Supplier and Retailer to
maximize Supply Chain profits.
Quantity Discounts are a form of manufacturer returning some reduced
costs (less orders) to the retailer (costs increase as more holding costs)
Supply chain profit is lower, if each stage of supply chain independently
makes its pricing decisions with the objective of maximizing its own
profit. A coordinated solution results in higher profit
For products that have market power, two-part tariffs or volume based
quantity discounts can be used to achieve coordination in the supply chain
and maximize profits
Promotions lead to significant increase in lot size and cycle inventory,
because of forward buying by the retailer. This generally reduces the
supply chain profits 280-281
Supply Chain Engineering MN 799 139#
Strategies for reducing fixed costs
Wal-Mart: 3 day replenishment cycle
Seven Eleven Japan: Multiple daily replenishment
P&G: Mixed truck loads
Efforts required in:
Transportation (Cross docking)
Information
Receiving
Aggregate across products, supply points, or delivery points
in a single order, allows reduction of lot size for
individual products Ex 10.6
Supply Chain Engineering MN 799 140#
ESTIMATING CYCLE INVENTORY COSTS
HOLDING COSTS
Cost of capital
Obsolescence or spoilage costs
Handling costs
Occupancy cost
Miscellaneous
Order Cost
Buyer time
Transportation costs
Receiving costs
Other costs
Supply Chain Engineering MN 799 141#
Lessons From Aggregation
Key to reducing cycle inventory is reducing lot size. Key
to reducing lot size without increasing costs is to reduce
the fixed cost itself by aggregation (across multiple
products, customers or suppliers)
Aggregation allows firm to lower lot size without
increasing cost
Complete aggregation is effective if product specific fixed
cost is a small fraction of joint fixed cost
Tailored aggregation is effective if product specific fixed
cost is large fraction of joint fixed cost
Supply Chain Engineering MN 799 142#
Lessons From Discounting Schemes
Lot size based discounts increase lot size and cycle
inventory in the supply chain
The supply chain profit is lower if each stage
independently makes pricing decisions with the objective
of maximizing its own profit. Coordinated solution results
in higher profit
Lot size based discounts are justified to achieve
coordination for commodity products competitive market
and price fixed by market
Volume based discounts with some fixed cost passed on to
retailer are more effective in general
Volume based discounts are better over rolling horizon
Supply Chain Engineering MN 799 143#
Levers to Reduce Lot Sizes Without Hurting
Costs
Cycle Inventory Reduction
Reduce transfer and production lot sizes
Aggregate fixed cost across multiple products, supply points, or
delivery points
Are quantity discounts consistent with manufacturing and
logistics operations?
Volume discounts on rolling horizon
Two-part tariff volume based discount in stages
Are trade promotions essential?
EDLP (Every day low pricing)
Base on sell-thru (customers) rather than sell-in (retailers)
HOMEWORK
EXERCISES 1 AND 2 Pp291/297
Supply Chain Engineering MN 799 144#
Discussions on Site Visit
Macys Distribution Center (DC)
In teams please answer the following:
What is the size of the operation
What strategy do they adopt and why
What are the key competitive practices
How do they deal with each of the Supply Chain Drivers
Measurements used for efficiency?
How can they improve their operations?
Supply Chain Engineering MN 799 145#
Mid Term
Show your calculations
Do not get stuck on any question
1. Strategy applications and implications 15
2. Demand Management 20
3. Aggregate Demand 20
4. Cycle Inventory 20
5. Supply Chain Networks 25
Supply Chain Engineering MN 799 146#
Role of Inventory in the Supply Chain (LESSON 7)
Improve Matching of Supply
and Demand
Improved Forecasting
Reduce Material Flow Time
Reduce Waiting Time
Reduce Buffer Inventory
Economies of Scale
Supply / Demand
Variability
Seasonal
Variability
Cycle Inventory Safety Inventory
Figure Error! No text of
Seasonal Inventory
Supply Chain Engineering MN 799 147#
WHY HOLD SAFETY INVENTORY? (SAFETY STOCK)
DEMAND UNCERTAINTY
SUPPLY UNCERTAINTY
TODAYS ENVIRONMENT
INTERNET MAKES SEARCH EASIER
PRODUCT VARIETY GROWN WITH CUSTOMIZATION
EASE AND VARIETY PUTS PRESSURE ON PRODUCT
AVAILABILITY
PUSH UP LEVELS OF INVENTORY / SAFETY STOCK
KEY QUESTIONS
APPROPRIATE LEVEL OF SAFETY STOCK
WHAT ACTIONS IMPROVE AVAILABILITY AND REDUCE
SAFETY STOCK?
Measures of product availability
Product fill rate (fr)
Order fill rate
Cycle service level (CSL) - THIS COURSE WILL DEAL mainly WITH CSL
Supply Chain Engineering MN 799 148#
APPROPRIATE LEVEL OF SAFETY STOCK DEPENDS ON:
UNCERTAINTY OF DEMAND OR SUPPLY
REPLENISHMENT LEAD TIME & DESIRED SERVICE LEVEL
CSL Cycle service level -CSL is the fraction of replenishment cycles
that end with all the customer demand being met. A replenishment
cycle is the interval between two successive replenishment deliveries
Time
Inventory
Cycle Inventory Q/2
Safety Stock
Demand during
Lead time
ROP
Lot Size = Q
SS = ROP - DL
Supply Chain Engineering MN 799 149#
Replenishment policies
Replenishment policies
When to reorder?
How much to reorder?
Continuous Review: Order fixed quantity when total
inventory drops below Reorder Point (ROP)
Periodic Review: Order at fixed time intervals to raise total
inventory to Order up to Level (OUL)
Factors driving safety inventory
Demand and/or Supply uncertainty
Desired level of product availability
Replenishment lead time
Demand Uncertainty Av.Demand; Stnd Devn; Lead Time
Supply Chain Engineering MN 799 150#
Continuous Review Policy: Safety Inventory and Cycle
Demand Uncertainty & Service Level
L: Lead time for replenishment
D: Average demand per unit time
o
D
:Standard deviation of demand
per period
D
L
:
Mean demand during lead time
o
L
: Standard deviation of demand
during lead time
CSL: Cycle service level
Probability of not stocking out in
replenishment cycle
SS: Safety inventory
ROP: Reorder point
Cv: Coefficient of variance
Average I nventory = Q/2 + SS
SS = ROP - RL
Supply Chain Engineering MN 799 151#
FORMULAS USED FOR CALCULATING SERVICE LEVELS
) 1 , 1 , 0 , / ( ] 1 , 1 , 0 , / ( 1 [ (
/ ) ( / 1
) 1 , , , ( ) , (
/
) , , (
,
o o o
o o
o
o o
o
L L L
L L L
L
L L
L
D L
L
ss NORMDIST ss NORMDIST ss orESC
Q ESC Q Q ESC f r
ROP NORMDIST D ROP F CSL
cv
ROP F CSL
ss ROP
L
LD
D
D
D
D
+ =
= =
= =
=
=
+ =
=
=
Supply Chain Engineering MN 799 152#
Example 11.1&2, 11.4 (Continuous Review Policy)
= 8.xx New book
11.1: R = 2,500 /week; o
R
= 500
L = 2 weeks; Q = 10,000; ROP = 6,000 CSL = 90%
SS = ROP - D
L
=
Average Inventory =
Average Flow Time =
11.2: Evaluating CSL given a replenishment policy
CSL = Prob (demand during lead time <= ROP)
Distribution of demand during lead time of 2 weeks
Cycle service level, CSL = F(R
L
+ ss, R
L
, o
L
) = F(ROP, R
L
, o
L
)
Excel: NORMDIST (ROP, R
L
, o
L
,1)
X
1
= Xbar + Z o
L
or ROP = R
L +
Z o
L
Calculate the % z represents. Calculate Safety
Stock for above
o o D L
L
L
DL
D
=
=
Z Chart
Supply Chain Engineering MN 799 153#
Examples of Safety Stock Calculations
Weekly demand for Lego at Wal Mart is normally distributed with a mean of
2500 boxes and a standard deviation of 500. The replenishment lead time is 2
weeks. Assuming a continuous replenishment policy, evaluate the safety
inventory that the store should carry to achieve a cycle service of 90 percent
Supply Chain Engineering MN 799 154#
Factors Affecting Fill Rate
Fill Rate: Proportion of customer demand that is satisfied from
Inventory. Directly related to CSL
Safety inventory: Safety inventory is increased by:
Increasing fill rate (Table 11-1)
Increasing CSL
Increasing supplier lead time by factor k SS increases by factor of SQRT k
Increasing standard deviation of demand by factor k SS increases by factor
of k
Lot size: Fill rate increases on increasing the lot size even though cycle service
level does not change.
Actions: 1. Reduce supplier Lead Time L
2. Reduce underlying uncertainty of demand o
R
Supply Chain Engineering MN 799 155#
Evaluating Safety Inventory Given Fill Rate
Fill Rate Safety Inventory
97.5% 67
98.0% 183
98.5% 321
99.0% 499
99.5% 767
Required safety stock grows rapidly with increase in the desired
Product availability
The required SS grows rapidily with increase in desired Fill Rate
The required SS increases with increase in Lead time and the of demand
Supply Chain Engineering MN 799 156#
Impact of Supply Uncertainty
Considering variation in Demand and in Replenishment
Lead time (Ex 11.6)
D: Average demand per period
o
D
: Standard deviation of demand per period
L: Average lead time for replenishment
s
L
: Standard deviation of supply lead time
s D
D
L L
L
D L
DL
2 2
2
+ =
=
o
o
Standard Deviation
of demand during lead time
Mean demand
during lead time
Supply Chain Engineering MN 799 157#
Impact of Supply Uncertainty ((See Ex. 11.6 & Table 11.2)
Ex.11.6: R = 2,500/day; o
R
= 500; L = 7 days; Q = 10,000;
CSL = 0.90 (z=1.29); s
L =
Standard Deviation of lead time=7days What is S.S?
Large potential benefits of reducing Lead time or lead time variability in
reduction of Safety stock
SS units SS (d) Stnd Dev(o
L )
Safety inventory when s
L
= 0 1,695 0.68 1,323
Safety inventory when s
L
= 1 3,625 1.45 2,828
Safety inventory when s
L
= 2 6,628 2.65 5,172
Safety inventory when s
L
= 3 9,760 3.90 7,616
Safety inventory when s
L
= 4 12,927 5.17 10,087
Safety inventory when s
L
= 5 16,109 6.44 12,750
Safety inventory when s
L
= 6 19,298 7.72 16,109
Safety inventory when s
L
= 7 is 22,491 8.99 17,550
Supply Chain Engineering MN 799 158#
Basic Quick Response Initiatives
Reduce information uncertainty in demand
Reduce replenishment lead time
Reduce supply uncertainty or replenishment lead
time uncertainty
Increase reorder frequency or go to continuous
review
Supply Chain Engineering MN 799 159#
Factors Affecting Value of Aggregation
DEMAND CORRELATION
AS CORRELATION INCREASES, THE SS BENEFIT OF AGGREGRATION
DECREASES
IF THERE IS LITTLE CORRELATION BETWEEN DEMAND, AGGREGRATION
REDUCES STND. DEVN. OF DEMAND AND HENCE SAFETY STOCK (see ex.
11.7, Table 11.3)
Coefficient Of Variation = Stnd Devn/Mean (uncertainty relative to size of demand) p=0 No
Correlation
THE HIGHER THE COEFFICIENT OF VARIATION OF AN ITEM, THE
GREATER THE REDUCTION IN SAFETY STOCK AS A RESULT OF
CENTRALIZATION (LOW COEFFICIENT OF VARIATION ALLOW
ACCURATE FORECASTING AND DECENTRALIZED STOCKING)
REDUCING SUPPLY VARIATION REDUCES SAFETY STOCK WITHOUT
REDUCING CSL
VALUE OF A PRODUCT
DIRECTLY DETERMINES THE SAFETY STOCK LEVEL
Supply Chain Engineering MN 799 160#
IMPACT OF AGGREGRATION ON SAFETY STOCK
HOW TO REDUCE SS WITHOUT REDUCING CSL?
AGGREGRATION REDUCES STANDARD DEVIATION OF DEMAND,
ONLY IF DEMAND ACROSS AREAS IS NOT CORRELATED, THAT IS
EACH AREA IS INDEPENDENT
See Table 11.4 p323
AGGREGRATION REDUCES SS BY THE SQRT OF NUMBER OF AREAS
AGGREGRATED (REDUCING NUMBER OF STOCKING LOCATIONS)
SQUARE ROOT LAW (Ex. AMAZON) See Fig 11.4
INFORMATION CENTRALIZATION ORDERS FILLED FROM
WAREHOUSE CLOSEST TO CUSTOMER
SPECIALIZATION BY LOCATION
LOW DEMAND, SLOW MOVING ITEMS: CENTRALIZED HIGH
COEFFICIENT OF VARIATION
HIGH DEMAND, FAST MOVING ITEMS: DECENTRALIZED LOW
COEFFICIENT OF VARIATION
Centralization Disadvantage:
Increase in Response time;
Increase in Transport costs
Supply Chain Engineering MN 799 161#
IMPACT OF AGGREGRATION ON SAFETY STOCK
HOW TO REDUCE SS WITHOUT REDUCING CSL?
PRODUCT SUBSTITUTION
MANUFACTURER DRIVEN AGGREGATE DEMAND & REDUCE SS;
IF PRODUCTS STRONGLY CORRELATED, LESS VALUE IN SUBSTITUTION
CUSTOMER DRIVEN TWO WAY SUBSTITUTION ALLOWS REDUCTION
IN SS WHILE MAINTAINING HIGH PRODUCT AVAILABILITY
GREATER THE VARIABILITY AND LESS THE CORRELATION OF
DEMAND, THE GREATER THE BENEFIT IN SUBSTITUTION
COMPONENT COMMONALITY (TABLE 11.5)
WITHOUT COMMONALITY, UNCERTAINTY OF DEMAND FOR
COMPONENTS SAME AS THAT FOR PRODUCT (SEE Ex. 11.9)
POSTPONMENT
DELAY DIFFERENTIATION OR CUSTOMIZATION AS CLOSE TO SALE
TIME AS POSSIBLE
COMMON COMPONENTS IN PUSH PHASE
POWERFUL CONCEPT FOR E-COMMERCE
Supply Chain Engineering MN 799 162#
Example 11.9: Value of Component Commonality
Y Axis SS Quantity; X Axis No. of common components
0
50000
100000
150000
200000
250000
300000
350000
400000
450000
1 2 3 4 5 6 7 8 9
SS
Without component commonality and postponment, product differentiation
Occurs early in the Supply Chain and inventories are disaggregate
Supply Chain Engineering MN 799 163#
ESTIMATING AND MANAGING SS IN PRACTICE
ACCOUNT FOR LUMPY SUPPLY CHAIN DEMAND
CAUSED BY LARGE LOT SIZES & ADDS TO VARIABILITY
EMPIRICALLY RAISING SS BY HALF LOT SIZE
ADJUST INVENTORY POLICY IF DEMAND SEASONAL
CHANGE BOTH MEAN AND STND DEVN
USE SIMULATION TO TEST INVENTORY POLICIES
EXCEL
START WITH A PILOT
MONITOR SERVICE LEVELS
FOCUS ON REDUCING SAFETY STOCK
PERIODIC REVIEW REPLENISHMENT REQUIRES MORE SAFETY STOCK
THAN CONTINUOUS REVIEW POLICIES
Supply Chain Engineering MN 799 164#
Mass Customization I: Customize Services Around
Standardized Products
DEVELOPMENT PRODUCTION MARKETING
DELIVERY
Deliver customized services as
well as standardized products
and services
Market customized services with standardized
products or services
Continue producing standardized products or services
Continue developing standardized products or services
Source: B. Joseph Pine
Supply Chain Engineering MN 799 165#
Mass Customization II: Create Customizable
Products and Services
DEVELOPMENT PRODUCTION MARKETING
DELIVERY
Deliver standard (but
customizable) products
or services
Market customizable products or services
Produce standard (but customizable) products or services
Develop customizable products or services
Supply Chain Engineering MN 799 166#
Mass Customization III: Provide Quick Response
Throughout Value Chain
DEVELOPMENT PRODUCTION MARKETING
DELIVERY
Reduce Delivery Cycle Times
Reduce selection and order processing cycle
times
Reduce Production cycle time
Reduce development cycle time
Supply Chain Engineering MN 799 167#
Mass Customization IV: Provide Point of Delivery
Customization
DEVELOPMENT PRODUCTION MARKETING
DELIVERY
Deliver standardize portion
Market customized products or services
Produce standardized portion centrally
Develop products where point of delivery customization is feasible
Point of delivery
customization
Mens Warehouse and Restaurants
Supply Chain Engineering MN 799 168#
Mass Customization V: Modularize Components to
Customize End Products
DEVELOPMENT PRODUCTION MARKETING
DELIVERY
Deliver customized product
Market customized products or services
Produce modularized components
Develop modularized products
Autos
Supply Chain Engineering MN 799 169#
Types of Modularity for Mass Customization
Component Sharing Modularity
Cut-to-Fit Modularity
Bus Modularity
Mix Modularity
Sectional Modularity
Supply Chain Engineering MN 799 170#
Example of Point of Service Replenishment
Safety Stock and Re-order point management in Toyota
Another advantage of Toyotas new system is that safety stock criteria can be adjusted
according to seasonal requirements. Previously, the company had no ability to recognize
the seasonality of items such as wiper blades. It worked from one forecast model a
simple moving average that didnt allow for fine-tuning or sudden shifts in consumer
taste. Reorder points were recalculated just once a month.
To support the new system, Toyota implemented Exam Inventory, a solution made by
Entity Software in Epson, U.K. Exam is an inventory management program that runs on
a PC and is fed raw data directly from a computer. As a result, Toyota (GB) was able to
fully customize the package to its needs with minimal impact on the companys larger
computers. The software allows for more sophisticated forecasting and more accurate
calculation of reorder points (ROPs), while keeping safety stocks low.
Toyota now has moved to weekly ROP calculations and hopes eventually to carry out
that function on a daily basis when the technology permits, Results of the program so far
include an improvement in Toyotas service level from 94 percent to 96 percent,
reduction in the number of manual order changes from 3,000 a day to 50, and reduction
in run times from 12 to 3.5 hours.
Supply Chain Engineering MN 799 171#
Cautions in Implementing Postponement and
Modularity
End products must look suitably different to the consumer
Design and production costs can only be justified over a
family of products
Performance and cost of a product can be optimized by
eliminating modularity. Do a small set of products provide
most of the sales?
Supply Chain Engineering MN 799 172#
Summary of Learning Objectives
Reduce Buffer Inventory
Economies of Scale
Supply / Demand
Variability
Seasonal
Variability
Cycle Inventory Safety Inventory
Seasonal Inventory
Match Supply & Demand
Reduce fixed cost
Aggregate across
products
Volume discounts
EDLP
Promotion on Sell
thru
Quick Response measures
Reduce Info Uncertainty
Reduce lead time
Reduce supply uncertaint
Accurate Response measures
Aggregation
Component commonalit
and postponement
Supply Chain Engineering MN 799 173#
HOMEWORK
Page 336 Q4 and Q5
Provide actual examples of the five types of customization
Supply Chain Engineering MN 799 174#
OPTIMUM LEVEL OF PRODUCT AVAILABILITY
Exercise: Swimsuit Production Lesson 8
Fashion items have short life cycles, high variety of competitors
SnowTime Sporting Goods
New designs are completed
One production opportunity
Based on past sales, knowledge of the industry, and economic conditions,
the marketing department has a probabilistic forecast
The forecast averages about 13,000, but there is a chance that demand will
be greater or less than this
Production cost per unit (C): $80
Selling price per unit (S): $125
Salvage value per unit (V): $20
Fixed production cost (F): $100,000
Q is production quantity, D demand
Profit = Revenue - Variable Cost - Fixed Cost + Salvage
Supply Chain Engineering MN 799 175#
Demand Distribution
Demand Scenarios
0%
5%
10%
15%
20%
25%
30%
8
0
0
0
1
0
0
0
0
1
2
0
0
0
1
4
0
0
0
1
6
0
0
0
1
8
0
0
0
Sales
P
r
o
b
a
b
i
l
i
t
y
11 11
28
22
18
10
Supply Chain Engineering MN 799 176#
Exercise
Scenario One:
Suppose you make 12,000 jackets and demand ends up being 13,000
jackets.
Profit = 125(12,000) - 80(12,000) - 100,000 = $440,000
Scenario Two:
Suppose you make 12,000 jackets and demand ends up being 11,000
jackets.
Profit = 125(11,000) - 80(12,000) - 100,000 + 20(1000) = $ 335,000
Find order quantity that maximizes weighted average profit.
Average demand is 13,100 (work out p.D)
Question: Will this quantity be less than, equal to, or greater than
average demand?
Look at marginal cost Vs. marginal profit
if extra jacket sold, profit is 125-80 = 45
if not sold, cost is 80-20 = 60
So we will make less than average
Supply Chain Engineering MN 799 177#
Profitability Calculations
Expected Profit
$0
$100,000
$200,000
$300,000
$400,000
8000 12000 16000 20000
Order Quantity
P
r
o
f
i
t
Supply Chain Engineering MN 799 178#
Profitability scenarios
0%
20%
40%
60%
80%
100%
-
3
0
0
0
0
0
-
1
0
0
0
0
0
1
0
0
0
0
0
3
0
0
0
0
0
5
0
0
0
0
0
Cost
P
r
o
b
a
b
i
l
i
t
y
Q=9000
Q=16000
Supply Chain Engineering MN 799 179#
OPTIMAL LEVEL OF PRODUCT AVAILABILITY
FACTORS AFFECTING OPTIMAL PRODUCT
AVAILABILITY
COST OF OVERSTOCKING Co
PROFIT FROM SALES
INVENTORY HOLDING COSTS
OBSELESCENCE SALVAGE COSTS
COST OF UNDERSTOCKING Cu
LOST SALES
LOST CUSTOMERS
EXAMPLE OF L.L.BEAN (Table 12.1)
For all references New Book 12.xx
Supply Chain Engineering MN 799 180#
Parkas at L.L. Bean
Cost per parka = $45
Sale price per parka = $100
Discount price per parka = $50
Holding and transportation cost = $10
Profit from selling parka = $100-$45 = $55
Cost of overstocking = $45+$10-$50 = $5
Expected demand = =1026, ordered 1000 parkas CSL51%
Expected profit from ordering 1000 parkas = $49,900
See formula on page 224
Expected profit =
) ( 1000 )
10
4
1 ( )] )( 1000 ( ) ( [ c p i i i i
i
P p s c D c p D
=
+
i i p D
Supply Chain Engineering MN 799 181#
Summary
Tradeoff between ordering enough to meet demand and ordering too much
Several quantities have the same average profit
Average profit does not tell the whole story
Question: 9000 and 16000 units lead to about the same average
profit, so which do we prefer? Work out probabilities of profit and loss
The optimal order quantity is not necessarily equal to average forecast demand
(13,100)
The optimal quantity depends on the relationship between marginal profit and
marginal cost
As order quantity increases, average profit first increases and then decreases
As production quantity increases, risk increases. In other words, the
probability of large gains and of large losses increases
Supply Chain Engineering MN 799 182#
How much to order? Parkas at L.L. Bean (Table 12.1)
Demand
(00s)
Probabability Cumulative Probability of
demand being this size or less
Probability of demand
greater than this size
4 .01 .01 .99
5 .02 .03 .97
6 .04 .07 .93
7 .08 .15 .85
8 .09 .24 .76
9 .11 .35 .65
10 .16 .51 .49
11 .20 .71 .29
12 .11 .82 .18
13 .10 .92 .08
14 .04 .96 .04
15 .02 .98 .02
16 .01 .99 .01
17 .01 1.00 .00
The probability that demand is greater than 1100 is 0.29 but the probability that
demand is greater than or equal to 1100 is 0.49. O.51 is the probability that the
demand is 1000 or less. Thus, 1-0.51 = 0.49 is the probability that the demand is
greater than 1000 = probability that demand is greater than or equal to 1100
Supply Chain Engineering MN 799 183#
Parkas at L.L. Bean (Table 12.2)
Expected Marginal Contribution of each 100 parkas Fig 9.1
Additional
100s
Expected
Marginal Benefit
Expected
Marginal Cost
Expected Marginal
Contribution
11
th
5500.49 = 2695 500.51 = 255
2695-255 = 2440
12
th
5500.29 = 1595 500.71 = 355
1595-355 = 1240
13
th
5500.18 = 990 500.82 = 410
990-410 = 580
14
th
5500.08 = 440 500.92 = 460
440-460 = -20
15
th
5500.04 = 220 500.96 = 480
220-480 = -260
16
th
5500.02 = 110 500.98 = 490
110-490 = -380
17
th
5500.01 = 55 500.99 = 495
55-495 = -440
Supply Chain Engineering MN 799 184#
Optimal Order Quantity
0
0.2
0.4
0.6
0.8
1
1.2
4 5 6 7 8 9 10 11 12 13 14 15 16 87
Probability
Optimal Order Quantity = 13
0.917
Prob
Supply Chain Engineering MN 799 185#
Optimal level of service (Eqn. 12.1)
p = retail sale price; s = outlet or salvage price;
c = purchase price;
C
o
= cost of overstocking by one unit, C
o
= c - s
C
u
= cost of understocking by one unit, C
u
= p - c
CSL
*
= Optimal SL. Optimal order size O
*
If O
*
+1, expected marginal benefit from increasing order size by 1 = (1-
CSL
*
)(p - c) (understocking cost x prob of understock)
If O
*
-1, Expected Marginal Cost = CSL
*
(c - s).
Thus expected marginal contribution of O
*
to O
*
+1
(1-CSL
*
)C
u
- CSL
*
C
o
(or optimally) = 0
CSL
*
=prob. (dem. =<O
* )
= C
u
/ (C
u
+ C
o
) = (p-c)
(p-s)
Supply Chain Engineering MN 799 186#
Order Quantity for a Single Order (ex 12.1)
Salvage value = $80
C
o
=Cost of overstocking
= c-s = $20
C
u
=Cost of understocking
= p c = $150
O
*
= Optimal order size
468 100 18 . 1 350 *
88 . 0
20 150
150
) ( Pr * CSL
*
= + = + =
=
+
=
+
= s =
x z O
Demand ob
C C
C
R
o u
u
o
Supply Chain Engineering MN 799 187#
MANAGERIAL LEVERS TO IMPROVE
PROFITABILITY
How to Estimate Demand Distribution?
Historical data: Time series forecasting
Dependent factors: Regression, causal forecasting
Expert opinion: Buying committee
Key: Forecast must include estimated demand and
uncertainty (standard deviation) of demand
Supply Chain Engineering MN 799 188#
Levers for Increasing Supply Chain Profitability
Increase salvage value (cost of overstock) or decrease margin lost from stockout
backup sourcing; rain checks.
As C
o
/C
u
gets smaller, optimal level of product availability (CSL) increases (see Fig
12.2). Companies with high margin have high cost of understocking and so provide
high CSL
Improved forecasting to lower demand uncertainty (table 12.3) CSL is constant.
Optimum order size decreases and Expected profit increases
Quick response Reduce replenishment lead time so as to increase number of orders
per season (table 12.4, 12.5). With two or more orders:
Possible to provide same CSL with less inventory
Average overstock at end of season is less
Profits higher with second order
If quick response allows multiple orders in the season, profits increase and overstock
quantity reduces (Fig 12.4,12.5)
Supply Chain Engineering MN 799 189#
Levers for Increasing Supply Chain Profitability
Postponement of product differentiation
Better match of supply and demand for products not positively
correlated and about the same size
Postponment may reduce overall profits, if one product contributes
to majority of demand (extra cost of later manufacturing)
Tailored postponement only uncertain part of demand, producing
predictable part at lower cost without postponement
Tailored supply sourcing focus on two sources
One source focus on cost; unable to handle uncertainty
predictable portion
One source focus on flexibility; at a higher cost unpredictable
portion
Supply Chain Engineering MN 799 190#
Tailored Sourcing: Multiple Sourcing Sites
Characteristic Primary Site Secondary Site
Manufacturing
Cost
High Low
Flexibility
(Volume/Mix)
High Low
Responsiveness High Low
Engineering
Support
High Low
Supply Chain Engineering MN 799 191#
Dual Sourcing Strategies
Strategy Primary Site Secondary Site
Volume based
dual sourcing
Fluctuation Stable demand
Product based
dual sourcing
Unpredictable
products,
Small batch
Predictable,
large batch
products
Model based
dual sourcing
Newer
products
Older stable
products
Supply Chain Engineering MN 799 192#
SUPPLY CHAIN CONTRACTS
DOUBLE MARGINALIZATION (SUBOPTIMIZATION)
BUY BACK (Ex. Mfg cost 10, retailer cost 100, selling 200 SC profit 190, retailer
profit 100, manuf profit 90). EACH TRY TO MAXIMIZE OWN PROFIT, NOT THE
SUPPLY CHAINS)
RETAILER ORDERS LESS AS THE LOSS FROM UNSOLD PRODUCT HIGH (100).
Loss to Supply Chain is 10 only
MANUFACTURER IN BUYING BACK UNSOLD PRODUCT, INCREASES
SALVAGE VALUE, AND INDUCES RETAILER TO ORDER MORE (table 9.70
TOTAL SUPPLY CHAIN PROFITS INCREASE
QUANTITY FLEXIBILITY CONTRACTS
MANUFACTURER ALLOWS RETAILER TO CHANGE CONTRACTS AFTER
CHANGING DEMAND
INCREASES PROFITABILITY OF ALL AND TOTAL SUPPLY CHAIN
VMI REPLENISHMENT BY MANUFACTURER (Ex. P&G/WALMART)
CONTROL OF REPLENISHMENT MOVES TO MANUFACTURER
CUSTOMER INFORMATION TO MANUFACTURER
Supply Chain Engineering MN 799 193#
SETTING OPTIMAL LEVELS OF PRODUCT
AVAILABILITY
USE ANALYTICAL FRAMEWORK TO INCREASE PROFITS
COMPANIES SET TARGETS WITHOUT ANALYSIS
BEWARE OF PRESET LEVELS OF AVAILABILITY
OFTEN SET WITHOUT JUSTIFICATION
WORK ANALYSIS TO MAXIMIZE PROFITS
USE APPROXIMATE COSTS AS PROFIT MAXIMIZING SOLUTIONS
ARE ROBUST
ESTIMATE A RANGE FOR STOCKING OUT
ENSURE THAT LEVELS OF PRODUCT AVAILABILITY FIT WITH
STRATEGY
HOME WORK Page 373 Ex. 1 and 3
Supply Chain Engineering MN 799 194#
CASE STUDY OPTIMIZED DEMAND PULL
HIGHLY VARIABLE, HI TECH, HIGH COST
12 MONTH ROLLING FORECAST WITH MANUFACTURING
LEAD TIME COMMITTED
CHANGE OUTSIDE LEAD TIME LIMITED TO +/- 20%
TWO YEAR FORECAST ON YEAR FORECAST
COMMITTED TO, NOT MONTHLY QUANTITIES
INCENTIVES FOR INCREASED FORECAST, DISCOUNTS
FOR REDUCED FORECASTS
REPLENISHMENT RATE DRIVEN BY MAX/MIN ON HAND
LEVELS
WEEKLY ON HAND
MONTHLY 12 MONTH ROLLING FORECAST
Supply Chain Engineering MN 799 195#
SOURCING and PROCUREMENT (CH 14) Lesson 9
SOURCING
Entire set of business processes to purchase goods and services
Includes:
Selection of supplies
Design of supplier contracts
Product design collaboration
Procurement of material
Evaluation of Supplier performance
PROCUREMENT
Process of purchasing materials, products and services
COGS 50% or more of product cost
Even higher % with outsourcing
Supply Chain Engineering MN 799 196#
EFFECTIVE SOURCING
ECONOMIES OF SCALE ORDERS AGGREGRATED
MORE EFFICIENT PROCUREMENT TRANSACTIONS
(LESS) REDUCES OVERALL COST
DESIGN COLLABORATION
IMPROVE FORECASTING
CONTRACTS FOR SHARING RISK
LOWER PURCHASING PRICE
Supply Chain Engineering MN 799 197#
IN HOUSE OR OUTSOURCE
HOW DO THIRD PARTIES INCREASE SUPPLY CHAIN SURPLUS
CAPACITY AGGREGRATION
INVENTORY AGGREGRATION
TRANSPORTATION AGGREGRATION
WAREHOUSING AGGREGRATION
PROCUREMENT AGGREGRATION
INFORMATION AGGREGRATION
RECEIVABLE AGGREGRATION
RELATIONSHIP AGGREGRATION
LOWER COSTS AND HIGHER QUALITY (Table 14.1)
Supply Chain Engineering MN 799 198#
RISKS OF USING A THIRD PARTY
THE PROCESS IS BROKEN lack control
UNDERESTIMATE COST OF COORDINATION
REDUCED SUPPLIER/CUSTOMER CONTACT
LOSS OF INTERNAL CAPABILITY AND GROWTH IN THIRD
PARTY POWER
LEAKAGE OF SENSITIVE DATA AND INFORMATION
INEFFECTIVE CONTRACTS
THIRD AND FOURTH PARTY PROVIDERS (Table 14-2)
Transportation
Warehousing
Information technology
Reverse Logistics
International
Special skills/handling
Supply Chain Engineering MN 799 199#
SUPPLIER SCORING AND ASSESSMENT
MUST BE BASED ON IMPACT ON TOTAL COST (Tab14-3)
IN ADDITION TO PRICE
REPLENISHMENT LEAD TIME;
ON TIME PERFORMANCE
SUPPLY FLEXIBILITY
DELIVERY FREQUENCY/ MINIMUM LOT SIZE
SUPPLY QUALITY
INBOUND TRANSPORTATION COSTS
INFORMATION COORDINATION CAPABILITY
DESIGN COST REDUCTION
EXCHANGE RATES, TAXES AND DUTIES
SUPPLIER VISIBILITY
RESPONSIVENESS
Supply Chain Engineering MN 799 200#
SOURCING DECISIONS
SUPPLIER PERFORMANCE BASED ON IMPACT ON TOTAL
COST (see Table 14.1)
Ex. Green Thumb gets bearings at $1.00 in lots of 2,000 with a lead time
of 2 weeks and a stnd devn of 1 week. New supplier offers $0.97 with lot
size of 8000, a lead time of 6 weeks and stnd devn of 4 weeks. Given 1000
bearings needed per week with a stnd devn of 300 and that holding costs
are 25% and CSL is 95% which supplier should be selected
Supply Chain Engineering MN 799 201#
SOURCING DECISIONS
CONTRACTS
BUYBACK OR RETURN CONTRACTS
LOWERS COST OF OVERSTOCKING
REVENUE SHARING CONTRACTS
REDUCES COST PER UNIT TO RETAILER & COST OF OVERSTOCKING
QUANTITY FLEXIBILITY CONTRACTS BEST
RETAILER CAN MODIFY ORDER CLOSER TO POINT OF SALE
CONTRACTS TO INDUCE PERFORMANCE IMPROVEMENT
SHARED SAVINGS CONTRACT
DESIGN COLLABORATION
HELPS REDUCE COST, IMPROVE QUALITY AND TIME TO MARKET
PROCUREMENT PROCESS
FOCUS ON IMPROVING DIRECT MATERIALS COORDINATION AND
VISIBILITY WITH SUPPLIER
LOOKING SEPARATELY AT DIRECT AND INDIRECT MATERIAL COSTS (14-7)
CLASSIFYING ITEMS PER COST AND CRITICALITY (FIG 14.2)
FOCUS ON IMPROVING INDIRECT MATERIALS BY DECREASING
TRANSACTION COST OF ORDER
BOTH SHOULD CONSOLIDATE ORDERS FOR ECONOMIES OF SCALE
Supply Chain Engineering MN 799 202#
SOURCING DECISIONS
SOURCING DECISIONS IN PRACTICE
USE MULTIFUNCTIONAL TEAMS
ENSURE APPROPRIATE COORDINATION ACROSS
REGIONS AND BUSINESS UNITS
ALWAYS EVALUATE TOTAL COST OF OWNERSHIP
BUILD LONG TERM RELATIONSHIP WITH KEY
SUPPLIERS
Supply Chain Engineering MN 799 203#
Make or Buy Decision
Cost
Time
Capacity Utilization
Control of Production/Quality
Design Secrecy
Supplier Reliability and Technical Expertise
Volume
Workforce Stability
Supply Chain Engineering MN 799 204#
Make-or-Buy Decision
Original Data:
Produce 10,000 units
Cost Factors
Raw material $9,000
Direct labor $12,000
Variable factory overhead $5,000
Fixed factory overhead $24,000
Total Cost to Make $50,000
Make cost per unit = $50,000/10,000 = $5.00/unit
Purchase proposal = $4.50/unit
Should the product be bought?
Factors to Consider:
1. You only avoid 80% of the variable factory overhead cost
2. And only avoid 10% of the fixed factory overhead cost
Supply Chain Engineering MN 799 205#
Cost Avoidance Analysis (Solution)
Solution
Cost avoided by purchasing
Total cost to make $50,000
Less cost avoided:
Raw material $9,000
Direct labor $12,000
Variable factory overhead ($5,000@0.80) $4,000
Fixed factory overhead ($24,000@0.10) $2,400
Total Avoided Cost $27,400
Analysis
Cost not avoided $22,600
Plus cost to purchase $45,000
Total cost to purchase $67,600
Compare to cost to make $50,000
Increase in cost to purchase $17,600
Actual cost per purchased item 67500/1000 = $6.75/unit !
Supply Chain Engineering MN 799 206#
SUPPLIER PARTNERSHIPS
QUALIFICATION AND SELECTION
RATIONALIZATION OF SUPPLIER BASE
PARTNERSHIP
WIN-WIN AND TRUST
SHARING OF RISK AND COMMITMENT
PRICE REDUCTIONS AND INCREASES BASED ON FORECAST
RATE REPLENISHMENT
MEAUREMENT AND FEEDBACK
QUALITY, DELIVERY, RESPONSIVENESS
QUARTERLY FEEDBACK
IMPLICATIONS
Supply Chain Engineering MN 799 207#
HOMEWORK
Exercises 1 & 2
Supply Chain Engineering MN 799 208#
MANAGING TRANSPORTATION IN A
SUPPLY CHAIN (Chap 13) Lesson 10
Key modes of transport and major issues
Transportation System Design
Tradeoffs in transportation design costs vs.
responsiveness
Transportation and inventory: Choice of mode
Transportation and inventory: Consolidation
Supply Chain Engineering MN 799 209#
LOGISTICAL PROCESSES
TRANSPORTATION
PALLETIZATION AND CONTAINERIZATION
FREIGHT FORWARDERS AND CUSTOMS
TRADE-OFF IN TRANSPORTATION TYPES & TRANSITONS
WAREHOUSING AND DISTRIBUTION
CENTRALIZED OR REGIONAL
REPLENISHMENT STRATEGIES
DRP
POINT OF USE
CROSS DOCKING
DELIVERY
GLOBAL SUPPLY CHAINS
Supply Chain Engineering MN 799 210#
Principle:
Leverage World-Wide Logistics
This principle is about Variability.
C 1999. William T. Walker, CFPIM, CIRM with the APICS Educational & Research Foundation. All Rights Reserved.
Supply Chain Engineering MN 799 211#
Fundamental Logistics Tradeoffs
Transit Time
Variability
Landed Cost
Supply Chain
Inventory
Units
C 1999. William T. Walker, CFPIM, CIRM with the APICS Educational & Research Foundation. All Rights Reserved.
Supply Chain Engineering MN 799 212#
Tailored Logistics
Transportation costs in 1996 - $455 billion (6% GNP). In 2005 744b 10%
GDP
E-com and home delivery of small loads makes transport more significant
Wal-Mart low inventory, frequent replenish, cross dock
Amazon centralized warehouses, package carriers and postal system
Dell centralized assembly, package carriers (Airborne)
Each Logistically Distinct Business (LDB) will have distinct requirements
in terms of
Inventory
Transportation
Facility
Information
Key: How to gain efficiencies while tailoring logistics?
Supply Chain Engineering MN 799 213#
FACTORS AFFECTING TRANSPORTATION
DECISIONS
CARRIER
VEHICLE RELATED COST cost of vehicle
FIXED OPERATING COST terminals, labor
TRIP RELATED COST fuel, labor
QUANTITY RELATED COST - weight
OVERHEAD COST planning, dispatching
SHIPPER
TRANSPORTATION COST cost per Ton mile
INVENTORY COST holding
FACILITY COST - storage
PROCESSING COST loading unloading
SERVICE LEVEL COST not making delivery
Supply Chain Engineering MN 799 214#
Transportation Modes (See Table 13.1 )
Trucks
TL
LTL
Carload
Intermodal
Rail
Air
Package Carriers
Water
Pipeline
DISCUSS USES AND ISSUES
Supply Chain Engineering MN 799 215#
AIR
Freight Revenue 777b 2002 (96.7% change from 1993)
Average revenue / ton-mile (1996) = 58.75 cents
Average haul = 1,260 miles
Average load = 10.5 tons
1998 Freight expense $22.678b
Key Issues
Location/Number of hubs
Location of fleet bases / crew bases
Schedule optimization
Fleet assignment
Crew scheduling
Yield management
Best Use
Supply Chain Engineering MN 799 216#
Truckload (TL)
Freight Revenue 6,660b (42.2% change from 1993)
Average revenue per ton mile (1996) = 9.13 cents
Average haul = 274 miles
Average Capacity = 42,000 - 50,000 lb.
1998 Freight expense $ 401.68billion
Low fixed and variable costs
Major Issues
Utilization (Idle and empty travel)
Consistent service
Backhauls
Best Use?
Supply Chain Engineering MN 799 217#
Less Than Truckload (LTL)
Average revenue per ton-mile (1996) = 25.08 cents
Average haul = 646 miles
1998 Freight expense with TL
Higher fixed costs (terminals) and low variable costs
Major Issues
Location of consolidation facilities
Utilization
Vehicle routing
Customer service (delivery time and reliability)
Best Use?
Supply Chain Engineering MN 799 218#
Rail
Freight Revenue 388b (39.2% change from 1993)
Average revenue / ton-mile (1996) = 2.5 cents
Average haul = 720 miles
Average load = 80 tons
1998 Freight expense $35.35billion
Key Issues
Scheduling to minimize delays / improve service
Off track delays (at pick up and delivery end)
Yard operations, transitions
Variability of delivery times
Best Use?
Supply Chain Engineering MN 799 219#
Other Modes
Water 0.73c per ton mil
Freight Revenue 867b (39.9% change from 1993)
average haul miles 500 internal to 1500 coast
1998 Freight expense $ 25.35b
Cheapest mode for global shipping
Issues: delays at ports, customs, management of containers
Pipe 1.40c per ton mile
Freight Revenue 285b (-8.7% change from 1993)
Average haul 400 products to 760 crude
1998 Freight expense $ 8.74b
Issues: Infrastructure
Intermodal
Freight Revenue 1,111b (67% change from 1993)
Combination most common truck/rail
Very useful in global trade
Issues: exchange of information to facilitate transfer
Supply Chain Engineering MN 799 220#
Tradeoffs in Transportation Design
Transportation, facility, and inventory cost tradeoff
Choice of transportation mode
Inventory aggregation
Transportation cost and responsiveness tradeoff
Ranking of Transportation Modes in terms of Supply
Chain performance Table 13-3
Supply Chain Engineering MN 799 221#
DESIGN OPTIONS FOR TRANSP NETWORK
DIRECT SHIP NETWORK (fig 13.2)
IF REPLENISHMENT LARGE ENOUGH FOR TL
DIRECT SHIP WITH MILKRUNS (fig 13.3)
SINGLE SUPPLIER TO MULTIPLE RETAILER OR VICE VERSA
ELIMINATE INTERMEDIATE WAREHOUSES
LOWER TRANSPORTATION COSTS
ALL SHIPMENTS VIA CDC (FIG 13.4, 13.5)
DC STORE INVENTORY OR TRANFER LOCATION
CROSS DOCKING
SHIP VIA DC WITH MILK RUN
TAILORED NETWORK (FIG 13.5)
EXERCISE: ADVANTAGES AND DISADVANTAGES OF EACH next slide
Supply Chain Engineering MN 799 222#
PROS AND CONS OF TRANP. NETWORKS (Tab 13.2)
Network Structure Pros Cons
Direct Shipping *No intermediate Whse
* Simple to coordinate
*High inventories
*Significant Receiving
expense
Direct Shipping with milk runs *Lower transp costs small lots
*Lower inventories
* More coordination
complexity
All shipments via CDC with
inventory storage
*Consolidation less inbound
transp cost
*Increased Inventory
*Increased handling
Ship via CDC with cross
docking
*Very low inventory
*Consolidation-less trans Cost
* More coordination
complexity
Shipping via DC using milk
runs
* Lower outbound trans cost for
small lots
*Further increase in
coordin complexity
Tailored network
*Match trans choice with needs
*Highest coordin
complexity
Supply Chain Engineering MN 799 223#
TRADE OFFS IN TRANSPORTATION DESIGN
TRANSPORTATION AND INVENTORY COST TRADE-OFF
Choice of Transport Mode: Eastern Electric Corp (Ex 13.1)
Annual demand = 120,000 motors Traditional lot size 3000
Cost per motor = $120 Weight 10lbs
Current order size = See Table 13.4
Safety stock carried = 50% of demand during delivery lead time
Holding cost =25%. Annual holding cost =120 x 0.25 =$30/motor
Lead times 1 day to process, transit time days - rail 5, road 3
Work out the total cost for each transport proposal See Table 13.5
Proposal Quantity over 250cwt $4/cwt to $3/cwt and shipment batch size 4000. What
should plant do
Total Costs = Inventory costs (include Cycle, Safety) + Transportation costs (depend on
weight and form of transport)
Supply Chain Engineering MN 799 224#
Eastern Electric Corporation (Table 13.5)
Alternative
(Lot size)
Transport
Cost
Cycle
Inventory
Safety
Inventory
Transit
Inventory
Inventory
Cost
Total
Cost
AM Rail
(2,000)
$78,000 1,000 986 1,644 $108,900 $186,900
Northeast
Trucking
(1,000)
$90,000 500 658 986 $64,320 $154,320
Golden
(500)
$96,000 250 658 986 $56,820 $152,820
Golden
(2,500)
$86,400 1,250 658 986 $86,820 $173,220
Golden
(3,000)
$78,000 1,500 658 986 $94,320 $172,320
Golden
(4,000)
$67,500 2,000 658 986 $109,320 $176,820
Supply Chain Engineering MN 799 225#
Inventory Aggregation at HighMed Ex 13.2 (Table 13.6)
Highval (cost $200/unit, 0.1 lbs/unit) demand in each territory
H
= 2, o
H
= 5, CSL= 0.997, Holding cost = 25%
Lowval (cost $30/unit, 0.04 lbs/unit) demand in each territory
L
= 20, o
L
= 5
UPS rate: $0.66 + 0.26x {for replenishments}
FedEx rate: $5.53 + 0.53x {for customer shipping}
where x is quantity shipped in lbs
Factory 1 week replenish, local inventory 4 wks replenish
Average customer order 1 Highval & 10 Lowval
Option A Replenish weekly instead of every 4 weeks
Option B Elimin inventory in territories, aggregate all inven in one
warehouse, replenish warehouse once a week
Supply Chain Engineering MN 799 226#
Inventory Aggregation at HighMed (13.6)
Current
Scenario
Option 1 Option 2
# Locations 24 24 1
Reorder Interval 4 weeks 1 week 1 week
Inventory Cost $54,366 $29,795 $8,474
Shipment Size(dltxlt) 8 H + 80 L 2 H + 20 L 1 H + 10 L
Transport Cost $530 $1,148 $14,464
Total Cost $54,896 $30,943 $22,938
I f shipment size to customer is 0.5H + 5L, total cost of option 2
increases to $36,729.
Supply Chain Engineering MN 799 227#
Physical Inventory Aggregation: Inventory vs.
Transportation cost
Firms can significantly reduce SS by physically aggregating
inventory in one location
As a result of physical aggregation
Inventory costs decrease
Inbound transportation cost decreases one destination DC
Outbound transportation cost increases several deliveries
Advantageous when inventory and facility costs form a large
fraction of supply chain costs
Large value to weight ratio (ex PCs)
High demand uncertainty and large value (ex designer dresses)
Large customer orders to cover economies of scale on outbound
transportation
Supply Chain Engineering MN 799 228#
Tailored Transportation (Table 13.9)
Factors affecting tailoring Optimizing response vs cost
Customer distance and density
Short distance Med distance Long distance
Hi Density Private fleet milk runs Crossdock, milk runs Crossdock, milk runs
Med Dens Third party milk runs LTL carrier LTL or package carrier
Low Dens Third party milk runs or LTL LTL or package carr Package carrier
Customer size
Large can use a TL; medium and small LTL use LTL or milk runs
Product demand and value (Table 13.10)
Product Hi value Lo value
High demand Disaggreg cycle inven Disaggreg all inven, use inexpen trans
Aggregate safety stock, for replen inven
inexpen transp for replen, cycle &
fast mode for safety inventory
Low demand Aggregate all inven. Use fast Aggregate Safety inven only. Use inexpen
trans for filling cust orders trans for replen cycle inven
Supply Chain Engineering MN 799 229#
ROUTING AND SCHEDULING IN
TRANSPORTATION Chapter 5)
Framework for Network Design Decisions (Table 5.2)
Phase I : Define a supply chain strategy
Phase II: Define regional facility configuration
Phase III: Select a set of desirable potential sites
Phase IV: Location Choices
Exercise Sun Oil Fig 5-3
Phase II Network Optimization Models: Capacitated Plant
Location Model
Decide on Network design that maximizes profits
Phase III: Gravity Location Models (Table 5-1) Work out
manually
Identify the distance matrix
Identify the savings matrix
Assign customers to vehicles or routes
Sequence customers within routes
Supply Chain Engineering MN 799 230#
RISK MANAGEMENT IN TRANSPORTATION
RISK THAT SHIPMENT IS DELAYED
RISK THAT SHIPMENT DOES NOT REACH ITS
FINAL DESTINATION, BECAUSE INTERMEDIATE
NODES DISRUPTED
RISK OF HAZARDOUS MATERIAL
Supply Chain Engineering MN 799 231#
MAKING TRANSPORTATION DECISIONS IN
PRACTICE
ALIGN TRANSPORTATION STRATEGY WITH COMPETITIVE
STRATEGY
CONSIDER BOTH IN HOUSE AND OUTSOURCED TRANSPORTATION
STRATEGIC IMPORTANCE AND PROFITABILITY
DESIGN A TRANSPORTATION NETWORK THAT CAN HANDLE E-
COMMERCE
DECREASE IN SHIPMENT SIZE & INCREASE IN HOME DELIVERY
USE TECHNOLOGY TO IMPROVE TRANSPORTATION PERFORMANCE
IDENTIFY LOCATION AND SHIPMENT IN VEHICLE
DESIGN FLEXIBILITY INTO THE TRANSPORTATION NETWORK
TAKE INTO ACCOUNT UNCERTAINTYIN DEMAND AND IN AVAILABILITY OF
TRANSPORTATION
Supply Chain Engineering MN 799 232#
HOMEWORK
EXERCISE 13.1 Coal and MRO
Ex 13.2 Work out single location and 1 week replenishment
EXAMPLE HIGHMED (Ex 13.2)
WORK OUT OPTION A & IF SHIPMENT SIZE IS 0.5H + 5.0L
WHAT ARE YOUR CONCLUSIONS?
Supply Chain Engineering MN 799 233#
FACILITY DECISIONS: Network Design Decisions
Lesson 11 (Chap 4)
FACILITY ROLE
What processes are performed
FACILITY LOCATION
Where should facilities be located
CAPACITY ALLOCATION
How much capacity should be allocated to each facility
MARKET & SUPPLY ALLOCATION
What markets should each facility serve
What supply sources should feed each facility
Supply Chain Engineering MN 799 234#
Factors Influencing Network Design Decisions
Strategic
Cost or Responsiveness focus
Technological
Fixed costs and flexibility determine consolidation
Macroeconomic
Tariffs and Tax incentives. Stability of currency
Political stability - clear commerce & legal rules
Infrastructure
sites, labor, transportation, highways, congestion, utilities
Competition
Logistics and facility costs
Supply Chain Engineering MN 799 235#
The Cost-Response Time Frontier
Local FG
Mix
Regional FG
Local WIP
Central FG
Central WIP
Central Raw Material and Custom production
Custom production with raw material at suppliers
Cost
Response Time
Hi (LONG) Low (QUI CK)
Low
Hi
Supply Chain Engineering MN 799 236#
LOGISTICS AND FACILITIES COSTS
INVENTORY COSTS
TRANSPORTATION COSTS
INBOUND AND OUTBOUND
FACILITY (SETUP AND OPERATING) COSTS
TOTAL LOGISTICS COSTS
SEE SUCCEEDING CHARTS
Supply Chain Engineering MN 799 237#
Service and Number of Facilities
Number of Facilities
Response
Time
Costs
Costs
Response
Time
AS THE NUMBER OF FACILITIES INCREASE,
RESPONSE TIME REDUCES, AND COST INCREASES
Supply Chain Engineering MN 799 238#
Costs and Number of Facilities
Costs
Number of facilities
Inventory
Transportation
Facility costs
Frequent inbound trans
Supply Chain Engineering MN 799 239#
Percent Service
Level Within
Promised Time
Transportation
Cost Build-up as a function of facilities
C
o
s
t
o
f
O
p
e
r
a
t
i
o
n
s
Number of Facilities
Inventory
Facilities
Total Costs
Labor
Supply Chain Engineering MN 799 240#
FRAMEWORK FOR NETWORK DESIGN DECISIONS
DEFINE A SUPPLY CHAIN STRATEGY
COMPETITIVE STATEGY, COMPETITION, SWOT
DEFINE A REGIONAL FACILITY STRATEGY
LOCATION, ROLES AND CAPACITY
SELECT DESIRABLE SITES
HARD INFRASTURCTURE TRANSPORT, UTILITIES,
SUPPLIERS, WAREHOUSES
SOFT INFRASTRUCTURE SKILLED WORKFORCE,
COMMUNITY
CHOOSE LOCATION
PRICE LOCATION AND CAPACITY ALLOCATION
SEE FRAMEWORK NEXT
Supply Chain Engineering MN 799 241#
A Framework for Global Site Location (107)
PHASE I
Supply Chain
Strategy
PHASE II
Regional Facility
Configuration
PHASE III
Desirable Sites
PHASE IV
Location Choices
Competitive STRATEGY
INTERNAL CONSTRAINTS
Capital, growth strategy,
existing network
PRODUCTION TECHNOLOGIES
Cost, Scale/Scope impact, support
required, flexibility
COMPETITIVE
ENVIRONMENT
PRODUCTION METHODS
Skill needs, response time
FACTOR COSTS
Labor, materials, site specific
GLOBAL COMPETITION
TARIFFS AND TAX
INCENTIVES
REGIONAL DEMAND
Size, growth, homogeneity,
local specifications
POLITICAL, EXCHANGE
RATE AND DEMAND RISK
AVAILABLE
INFRASTRUCTURE
LOGISTICS COSTS
Transport, inventory, coordination
Supply Chain Engineering MN 799 242#
Tailored Network: Multi - Echelon Finished Goods
Network
Regional
Finished
Goods DC
Regional
Finished
Goods DC
Customer 1
DC
Store 1
National
Finished
Goods DC
Local DC
Cross-Dock
Local DC
Cross-Dock
Local DC
Cross-Dock
Customer 2
DC
Store 1
Store 2
Store 2
Store 3
Store 3
Supply Chain Engineering MN 799 243#
Network Optimization Models
Allocating demand to production facilities
Locating facilities and allocating capacity
Speculative Strategy
Single sourcing
Hedging Strategy
Match revenue and cost exposure
Flexible Strategy
Excess total capacity in multiple plants
Flexible technologies
Which plants to establish? How to configure the network?
Key Costs:
Fixed facility cost
Transportation cost
Production cost
Inventory cost
Coordination cost
Supply Chain Engineering MN 799 244#
Gravity Methods for Location Min. cost of transportn 316,116)
ASSUMPTION: TRANSPORT COSTS GROW LINEARLY WITH SHIPMENTS
Ton Mile-Center Solution
(Table 11.29, 5.1)
x,y: Warehouse Coordinates
x
n
, y
n
: Coordinates of delivery location n
d
n
: Distance to delivery location n
F
n
: Cost per ton mile to delivery location n
D
n
Quantity to be shipped
F
i
= D
n
F
n
=
=
=
=
=
=
+ =
n
i i
i
n
i
i
i
i
n
i i
i
n
i
i
i i
n
d
F
d
F
y
d
F
d
F x
y y
x
x
d
y
x
n
n
1
1
1
1
2
2
) (
) (
Min
+
) (
) (
2
2
y y x
x F
i
i i
Total Cost TC=
=
k
n 1
D
n
d
n
F
n
Reiterate x,y calculation till x,y values close
Supply Chain Engineering MN 799 245#
Demand Allocation Model (pp319) (Table 5.2)
Which market is served by which plant?
Which supply sources are used by a plant?
x
ij
= Quantity shipped from plant site i to
customer j
C
ij
= cost to produce & ship one unit from
factory i to market j
n = no. of factory locations
m = no. of markets
D
j
= Annual demand from market j
K
i
= Annual capacity of factory i
0
.
1
1
1 1
>
s
=
=
=
= =
x
K x
D x
x c
ij
i
m
j
ij
j
n
i
ij
n
i
m
j
ij ij
st
Min
All mkt demand satisfied
No factory capacity exceed
Supply Chain Engineering MN 799 246#
NETWORK DESIGN DECISIONS IN PRACTICE
DO NOT UNDERESTIMATE THE LIFE SPAN
LONG LIFE HENCE LONG TERM CONSEQUENCES
ANTICIPATE EFFECT FUTURE DEMANDS, COSTS AND TECHNOLOGY
CHANGE
STORAGE FACILITIES EASIER TO CHANCE THAN PRODUCTION
FACILITIES
DO NOT GLOSS OVER CULTURAL IMPLICATIONS
LOCATION URBAN, RURAL, PROXIMITY TO OTHERS
DO NOT IGNORE QUALITY OF LIFE ISSUES
WORKFORCE AVAILABILITY AND MORALE
FOCUS ON TARIFFS& TAX INCENTIVES WHEN LOCATING
FACILITIES
PARTICULARLY IN INTERNATIONAL LOCATIONS
Supply Chain Engineering MN 799 247#
HOMEWORK
Page 330 Exercise 2
Supply Chain Engineering MN 799 248#
BEER GAME Lesson 12
Beer Game
HOMEWORK
WRITE UP A SUMMARY OF THE LESSONS FROM
THE BEER GAME
GIVE AN EXAMPLE OF THIS PHENOMENA IN REAL
LIFE
WHAT WOULD YOU DO TO CORRECT IT
Supply Chain Engineering MN 799 249#
DISCUSSION OF BEER GAME
GET INTO SAME TEAMS
FORMULATE TWO OR LEARNINGS WHAT IS THE
EFFECT; WHY IS IT CAUSED; HOW CAN IT BE
REDUCED?
FROM THE GAME
FROM YOUR INTUITION
FROM YOUR KNOWLEDGE OR INDUSTRY
PRESENT THEM TO CLASS FOR DISCUSSION
Supply Chain Engineering MN 799 250#
SUPPLY CHAIN COORDINATION (Chap 16) Lesson 13
The role of Information Technology
What is coordination? Take action to increase total SC profits
Obstacles to coordination:
The Bull-Whip Effect every trading partner must understand effect of its
actions on other trading partners
Effect of lack of coordination
Increased costs Manufacturing, Inventory, Transportation, labor
Increased Replenishment lead time
Lower level of Product availability
Countermeasures to achieve coordination
The role of information technology in a supply chain
Supply Chain Engineering MN 799 251#
Supplier
Manufacturer
Retailer
Customer
Distributor
As Information Moves Thru A Supply Chain
Demand uncertainty
becomes more
AND MORE
C 1999. William T. Walker, CFPIM, CIRM with the APICS Educational & Research Foundation. All Rights Reserved.
Supply Chain Engineering MN 799 252#
Bullwhip Effect
Time
Retailers Orders
Time
Wholesalers Orders
Time
Manufacturers Orders
The magnification of variability in orders in the supply-chain.
A lot of retailers
each with little
variability in their
orders.
can lead to
greater variability for
a fewer number of
wholesalers, and
can lead to even
greater variability
for a single
manufacturer.
Supply Chain Engineering MN 799 253#
Information Coordination: The Bullwhip Effect
Consumer Sales at Retailer
0
100
200
300
400
500
600
700
800
900
1000
1
3
5
7
9
1
1
1
3
1
5
1
7
1
9
2
1
2
3
2
5
2
7
2
9
3
1
3
3
3
5
3
7
3
9
4
1
C
o
n
s
u
m
e
r
d
e
m
a
n
d
Retailer's Orders to Wholesaler
0
100
200
300
400
500
600
700
800
900
1000
1
3
5
7
9
1
1
1
3
1
5
1
7
1
9
2
1
2
3
2
5
2
7
2
9
3
1
3
3
3
5
3
7
3
9
4
1
R
e
t
a
i
l
e
r
O
r
d
e
r
Wholesaler's Orders to Manufacturer
0
100
200
300
400
500
600
700
800
900
1000
1
3
5
7
9
1
1
1
3
1
5
1
7
1
9
2
1
2
3
2
5
2
7
2
9
3
1
3
3
3
5
3
7
3
9
4
1
W
h
o
l
e
s
a
l
e
r
O
r
d
e
r
Manufacturer's Orders with Supplier
0
100
200
300
400
500
600
700
800
900
1000
1
4
7
1
0
1
3
1
6
1
9
2
2
2
5
2
8
3
1
3
4
3
7
4
0
M
a
n
u
f
a
c
t
u
r
e
r
O
r
d
e
r
Supply Chain Engineering MN 799 254#
Impact of the Bullwhip Effect
Performance Measure I mpact on Performance
Manufacturing Cost
Inventories
Lead Time
Transport Cost
Shipping & Receiving Cost
Customer Service Level
Profitability
Supply Chain Engineering MN 799 255#
Bull Whip Effect - Incentive Obstacles
Contributing factors
Incentives based on sell-in leading to forward buy
Localized optimization Ex Transportation Mgr linked to lowest transport cost
even if inventory cost increased
Sales Force incentives quantity sold to next stage, not final customer
Buying policies based on max profits at one stage of supply chain
Counter Measures
Align goals and incentives across functions
Price for coordination -
Focus sales force on increasing sell-thru to customer
Incentives based on rolling horizon
Sales force do not compete with each other but with the competition
Supply Chain Engineering MN 799 256#
The Bullwhip Effect: Information Processing Obstacles
Contributing factors
No visibility of end demand
Multiple forecasts, based on orders received not customer demand (magnifies incr/decr)
Long lead-time
Lack of information sharing
Counter Measures
Collaborative forecasting and planning (CFAR, CPFR)
Access sell-thru or POS data. Sharing POS data
Direct sales (natural on web)
Single control of replenishment continuous replenishment and VMI
Leadtime reduction
State of Practice
Sell-thru data in contracts (e.g., HP, Apple, IBM)
CFAR, CPFR, CRP, VMI (P&G and Walmart)
Quick Response Mfg. Strategy
Dell direct supply to customer
Supply Chain Engineering MN 799 257#
Bull Whip Effect - Operational Obstacles (Batching)
Contributing factors
High Order Cost Ordering large lots
Large replenishment times
Full TL economies
Random or correlated ordering
Counter Measures
Reduce replenishment lead time EDI, manuf techniques, Advanced Shipping
notices (ASN), & Computer Assisted Ordering (CAO)
Reduce Lot sizes reduce fixed costs to (order, manuf, transport, receive)
Discounted on Assorted Truckload, consolidated by 3rd party logistics
Regular delivery appointment, milk runs, mixing deliveries
Volume and not lot size discounts
State of Practice
McKesson, Nabisco, ...
3rd party logistics in Europe, emerging in the U.S.
P & G
Supply Chain Engineering MN 799 258#
Bull Whip Effect - Operational Obstacles (Rationing
Game)
Contributing factors
Rationing and Shortage gaming (inflating order rewarded)
Proportional rationing scheme
Ignorance of supply conditions
Unrestricted orders & free return policy
Counter Measures
Allocation based on past sales.
Shared Capacity and Supply Information
Flexibility Limited over time, capacity reservation
State of Practice
Saturn, HP
Schedule Sharing (HP with TI and Motorola)
HP, Sun, Seagate
Supply Chain Engineering MN 799 259#
Bull Whip Effect - Pricing Obstacles
Contributing factors
Lot size based quantity discounts
High-Low Pricing leading to forward buy
Delivery and Purchase not synchronized
Counter Measures
Lot size based to Volume based quantity discounts
EDLP (Every day low pricing)
Limited purchase quantities
Scan based promotions
State of Practice
P&G (resisted by some retailers)
Scan based promotion
Supply Chain Engineering MN 799 260#
Managerial Implications of the Bull Whip Effect -
Behavioral Factors
Contributing factors
Lack of trust
Local reaction to current local condition
Each stage sub optimizes
Each stage blames each other for fluctuations
Counter Measures
Building trust and partnership
Aligning incentives and objectives co-identification
Sharing information sales and production
Eliminating duplication (Inspection)
State of Practice
Wal-Mart and P&G with CFAR
Supply Chain Engineering MN 799 261#
How Should A Middle Link Behave?
IF: The Middle Link makes an independent decision to increase production
THEN: Finished goods inventory increases for the Middle Link
THEN: Return On Assets are reduced for the Enterprise, and
there is no improvement in end-to-end throughput!
IF: The Middle Link makes an independent decision to decrease production
THEN: The system constraint moves to the Middle Link
THEN: There is no reduction in operational costs for the Enterprise, and
profit margins are lowered for every trading partner!
THEREFORE: The Middle Link should stay synchronized to the
demand signal from the system constraint
C 1999. William T. Walker, CFPIM, CIRM with the APICS Educational & Research Foundation. All Rights Reserved.
Supply Chain Engineering MN 799 262#
ACHIEVING COORDINATION IN PRACTICE
QUANTIFY THE BULLWHIP EFFECT
GET TOP MANAGEMENT COMMITMENT
DEVOTE RESOURCES FOR COORDINATION - DEDICATED
FOCUS ON COMMUNICATION WITH OTHER STAGES
TRY TO ACHIEVE COORDINATION IN THE ENTIRE SUPPLY CHAIN
NETWORK
USE TECHNOLOGY TO IMPROVE CONNECTIVITY IN THE SUPPLY SIDE -
INCREASING VISIBILITY&COMMUNICATION
REDUCE TIME TO ORDER, MAKE, TRANSPORT, REPLENISH
SHARE BENEFITS OF COORDINATION EQUITABLY
Supply Chain Engineering MN 799 263#
Principle:
Synchronize Supply With Demand
This principle is about Vocalization.
C 1999. William T. Walker, CFPIM, CIRM with the APICS Educational & Research Foundation. All Rights Reserved.
Supply Chain Engineering MN 799 264#
ROLE OF INFORMATION IN SUPPLY CHAIN SUCCESS
Information is the glue that binds the other three drivers, to create an
integrated, coordinated supply chain. Provides facts to give visibility of
whole supply chain and make sound decisions to improve performance
* TYPES Supplier, Manufacturing, Distribution & Retailing, and
Demand
* CHARACTERISTICS Accurate, Timely, Accessible, Appropriate
* OPTIMIZING Inventory, Transportation, Facilities
I nformation Global
Scope
Coordinated
Decisions
Supply Chain
Success
Global scope enables decisions to maximize the total supply chain profit
Supply Chain Engineering MN 799 265#
USE OF INFORMATION
INVENTORY
SETTING OPTIMUM INVENTORY POLICIES
DEMAND PATTERNS, CARRYING COSTS, STOCK OUT COSTS,
ORDERING COSTS, SERVICE LEVEL, LEAD TIMES ETC
TRANSPORTATION
DECIDING NETWORKS, ROUTINGS, MODES, SHIPMENTS AND
VENDORS
COSTS, CUSTOMER LOCATIONS, SHIP COSTS & LOCATIONS
FACILITY
DETERMINING LOCATION, CAPACITY AND SCHEDULE
TRADE OFFS EFFICIENCY VS FLEXIBILITY; DEMAND, EXCHANGE
RATES, TAXES ETC
Supply Chain Engineering MN 799 266#
Information Technology in a Supply Chain: Legacy Systems
THERE ARE IT SYSTEMS ACROSS ENTIRE SUPPLY CHAIN
Supplier Customer Retailer Distributor Manufacturer
Strategic
Planning
Operational
STRATEGIC HIGH ORGANIZATIONAL LEVEL, LONG TIME FRAME,
LITTLE LOW LEVEL DETAIL, HIGHLY ANALYTICAL, TOP MANAGERS
LEGACY ONE FUNCTION OR ONE STAGE OF SUPPLY CHAIN,
TRANSACTIONAL ABILITY, DIFFICULT TO MODIFY, NO ANALYTICAL
Supply Chain Engineering MN 799 267#
Information Technology in a Supply Chain: ERP Systems
Supplier Customer Retailer Distributor Manufacturer
Strategic
Planning
Operational
ERP
Potential
ERP
Potential
ERP
ERP SYSTEMS BROAD INFORMATION AVAILABILITY, REAL TIME,
CAN USE ENABLING TECHNOLOGY LIKE INTERNET WEAK ANALYTICAL
Supply Chain Engineering MN 799 268#
Information Technology in a Supply Chain:
Analytical Applications
Supplier Customer Retailer Distributor Manufacturer
Strategic
Planning
Operational
Supplier
Apps
SCM
MES
Dem Plan
Transport execution &
WMS
APS
Transport & Inventory
Planning
CRM/SFA
Supply Chain Engineering MN 799 269#
The Least Common Denominator Of
Information Technology
Supply Chain Trading Partners
C
u
s
t
o
m
e
r
R
e
t
a
i
l
W
h
o
l
e
s
a
l
e
F
a
c
t
o
r
y
S
u
p
p
l
i
e
r
Advanced Planning & Scheduling
Enterprise Resource Planning
Data Warehousing
DRP Legacy System
MRP II Legacy System
Electronic Data Interchange
Internet Browser
Electronic Mail
Voicemail
For orders, replenishment, payment, returns loops...
LCD
C 1999. William T. Walker, CFPIM, CIRM with the APICS Educational & Research Foundation. All Rights Reserved.
Supply Chain Engineering MN 799 270#
Information Technology in a Supply Chain: Future
Trends and Issues
Best of breed versus single integrator
Shifts in Platform Technology
Client server
Browser based internet
Application service providers (ASP) owns and hosts software and
charges for third party use of software
The role of the Internet and B2B exchanges
Exchanges create efficient market
AUCTIONS, REVERSE AUCTIONS, FIXED PRICE, BID/ASK
Collaboration between buyer and seller essential
Convergence between B2B and Supply Chain
What do you see? Teams come up with three major trends - present
Supply Chain Engineering MN 799 271#
SUPPLY CHAIN INFORMATION
TECHNOLOGY IN PRACTICE
SELECT AN IT SYSTEM THAT ADDRESSES THE
COMPANYS KEY SUCCESS FACTORS
COMPUTERS INVENTORY LEVEL,
OIL REFINERY - UTILIZATION
ALIGN LEVEL OF SOPHISTICATION WITH NEED
FOR SOPHISTICATION - KISS
USE IT SYSTEMS TO SUPPORT DECISION MAKING,
NOT TO MAKE DECISIONS
THINK ABOUT THE FUTURE
WEB-BASED APPLICATIONS
FLEXIBILITY OF SYSTEMS TO ACCOMMODATE CHANGE
Supply Chain Engineering MN 799 272#
Which E-Business is Right for Your Supply Chain?
What is different about e-commerce?
What are some potential opportunities in a supply chain?
Implications of e-business in different industries
Supply Chain Engineering MN 799 273#
Applying the Framework to e-commerce:What is e-commerce?
Commerce transacted over the Internet
Is product information displayed on the Internet?
Is negotiation over the Internet? EBay
Is the order placed over the Internet? Amazon
Is the order tracked over the Internet?
Is the order fulfilled over the Internet?
Is payment transacted over the Internet?
Information publicly available, no dedicated connection
required
B to C and B to B
Expected to reduce prices, increase productivity, lower
labor costs
Supply Chain Engineering MN 799 274#
Existing Channels for Business
Product information
Physical stores, EDI, catalogs, face to face,
Negotiation
Face to face, phone, fax, sealed bids,
Order placement
Physical store, EDI, phone, fax, face to face,
Order tracking
EDI, phone, fax,
Order fulfillment
Customer pick up, physical delivery
Supply Chain Engineering MN 799 275#
Potential Revenue Opportunities from E-Business
Direct sales to customers
24 hour access for order placement
Accessibility to all customers
Information aggregation
Personalization and Customization of Information
Information sharing in supply chain
Flexibility on pricing and promotion
Price and service discrimination
Faster time to market
Efficient funds transfer - reduce working capital
Disadvantage: Takes longer to deliver, transport costs and shipping time
Supply Chain Engineering MN 799 276#
Potential Cost Opportunities from E-Business
Direct customer contact for manufacturers (no handoffs)
Coordination in the supply chain
Customer participation
Postpone product differentiation to after order is placed
Downloadable product
Reduce product handling with shorter supply chain
Reduce facility and processing costs
Geographical centralization and resulting reduction in inventories
Improving supply chain coordination thru information sharing
Supply Chain Engineering MN 799 277#
POTENTIAL COST DISADVANTAGES
INCREASED TRANSPORTATION COSTS
INVENTORY AGGREGRATION
SMALLER, MORE FREQUENT ORDERS
INCREASED HANDLING COSTS
COMPANY HAS TO PICK, PACK AND SHIP
LARGE INITIAL INVESTMENT in INFORMATION
INFRASTRUCTURE
PROGRAMMING
WEB SERVERS
SECURITY ?? CASH AND PRODUCT
Supply Chain Engineering MN 799 278#
Basic evaluation framework
How does going on line impact revenues?
How does going on line impact costs?
Facility (site + personnel)
Inventory
Transportation
Information
Should the e-commerce channel position itself for
efficiency or responsiveness?
Who in the supply chain can extract most value?
Is the value to existing players or new entrants?
Supply Chain Engineering MN 799 279#
The Computer Industry: Dell on-line
Customer Order and
Manufacturing Cycle
Procurement Cycle
Dell Supply Chain Cycles
Procurement cycle
Customer Order and
Manufacturing Cycle
Customer
Order Arrives
PUSH PROCESSES PULL PROCESSES
Supply Chain Engineering MN 799 280#
Potential opportunities exploited by Dell
Revenue opportunities
24 hour access for order placement
Direct sales
Providing customization and large selection information
Flexibility on pricing and promotion
Faster time to market
Efficient funds transfer Negative working capital
Revenue negatives
Longer response time than store and no help with selection
Supply Chain Engineering MN 799 281#
Potential opportunities exploited by Dell
Cost opportunities
Geographical Centralization and reduced inventories (aggregated)
Reduce facility costs no physical distribution or retail
Direct sales eliminating intermediary
Customer participation: Call center & catalog costs
Information sharing in supply chain
Postpone product differentiation to after order is placed using
product platforms and common components
Outbound transportation costs increase
Supply Chain Engineering MN 799 282#
Opportunities
Significant, but must be combined with component
commonality, and build to order. Must move product
customization to pull phase of supply chain and hold
inventories as common components during the push phase
Opportunity most significant for new, hard to forecast
products
Complements strength of existing retail channels
Supply Chain Engineering MN 799 283#
Retailing: Amazon.com
Publisher
Distributor
Amazon
Customer
Amazon Supply Chain
Publisher
Warehouse (?)
Retail Store
Customer
Bookstore Supply Chain
Pull
Pull
Supply Chain Engineering MN 799 284#
Potential opportunities exploited by Amazon
Revenue opportunities
24 hour access for order placement
Providing large selection and other information
Attract customers who do not want to go to store
Flexibility on pricing
Efficient funds transfer
Revenue negatives
Intermediary (distributor) reduces margin
Longer response time than bookstore
Cannot browse
Supply Chain Engineering MN 799 285#
Potential opportunities exploited by Amazon
Cost opportunities
Geographical centralization and reduced inventories: Most
effective for low volume, hard to forecast books, least effective for
high volume best sellers
Reduce facility costs
Cost increases
Outbound transportation costs increase
Handling cost increase
Supply Chain Engineering MN 799 286#
Opportunities
Going on-line, by itself, offers lower cost advantages (may
be some disadvantages) than in Dell model given current
form of books
Cost and availability advantages are more significant for
low volume books
On-line channel has significant cost benefit if books are
downloadable
Supply Chain Engineering MN 799 287#
How should bookstore chains react?
An on line channel allows it to match Amazons revenue
advantages
Use a hybrid approach in stocking and pricing
High volume books for local storage
Low volume books for browsing and purchase on line
Pricing varies by delivery and pick up option
Supply Chain Engineering MN 799 288#
Grocery on-line
Manufacturer
Online Grocer
Customer
On-Line Supply Chain
Ex. Fresh Direct (NY)
Suppliers
Warehouse (?)
Supermarket
Customer
Supermarket Supply Chain
Supply Chain Engineering MN 799 289#
Key Messages
Some supply chains are better suited to exploit the cost
benefits of going on-line
Ability to increase processes in pull phase
Ability to delay product differentiation
Big inventory benefit from geographical centralization
Significant facility cost reduction on centralization
Transport to customer is a small fraction of product cost
All are achieved if product is downloadable
Supply Chain Engineering MN 799 290#
B2B: Free Markets
The worldwide market for direct materials procurement is
approximately $5 trillion, with the U.S. segment at approximately $1
trillion
Morgan Stanley Dean Witter Internet Industry Research
FreeMarkets is a B2B Internet company that creates online
auctions for procurers of direct materials
MSDW Claim: FreeMarkets clients typically achieve
savings of 2% to 25%
Supply Chain Engineering MN 799 291#
B2B: Matching Base Demand and Capacity
Potential opportunities
Ability to reach more bidders and get lower unit price
E Bay and Price Line (price set by customer)
Key questions
What does it do to total cost of material?
How many bidders do you need to achieve this?
How does this impact cooperative relationships within supply
chain?
Does intermediary provide any value?
Supply Chain Engineering MN 799 292#
B2B: Matching Demand Shortage and Surplus
Capacity
Potential opportunities
Ability to aggregate and display all available surplus capacity
Better match of surplus capacity and unmet demand
Best provided by an intermediary
Key issue
Total cost (product + transportation + ) must be accounted for in
the auction
Supply Chain Engineering MN 799 293#
Key Messages
Significant B2B opportunity to use Internet to reduce cost
and improve efficiency of existing processes
Significant B2B opportunity to improve collaboration
within existing supply chains
Auction opportunity for B2B is primarily for matching
demand shortage with surplus capacity, not for base load
Supply Chain Engineering MN 799 294#
USING E-BUSINESS TO CREATE MARKETS
INTERNET EXCHANGES, MARKETPLACES or PORTALS
ELECTRONIC MARKETPLACES AND COMMUNITIES OF INTEREST,
WHERE COMPANIES/INDIVIDUALS CAN OBTAIN INFORMATION
AND BUY AND SELL PRODUCTS. CAN AGGREGRATE DEMAND AND
SUPPLY
BUYERS CAN USE EXCHANGES BY:
USING THIRD PARTY TO FACILITATE TRANSACTIONS
CONDUCTING AUCTIONS BETWEEN MANY BUYERS AND SELLERS
ADVANTAGES FOR BUYERS:
REDUCE TRANSACTION COSTS, IMPROVE PERFORMANCE AND
COLLOBORATIVE PLANNING WITHIN THE SUPPLY CHAIN
OFFER BUYERs ABILITY TO SEARCH ACROSS MULTIPLE SUPPLIERS
DOWNWARD PRESSURE ON SELLING PRICES
ADVANTAGES FOR SELLERS:
REDUCE REPLENISHMENT LEAD TIME AND BETTER SUPPLY DEMAND
MATCH THROUGH IMPROVED COORDINATION
USEFUL IN SELLING SURPLUS INVENTOY & CAPACITY
Supply Chain Engineering MN 799 295#
SETTING UP E-BUSINESS IN PRACTICE
INTEGRATE THE INTERNET WITH THE EXISTING PHYSICAL NETWORK
CLICKS AND MORTAR
SUCCESS CLOSELY LINKED TO DISTRIBUTION CAPABILITIES OF EXISTING
SUPPLY CHAIN NETWORK
DEVISE SHIPPING STRATEGIES THAT REFLECT COSTS
MUST INCLUDE SIZE AND WEIGHT CONSIDERATIONS
OPTIMIZE E-BUSINESS LOGISTICS TO HANDLE PACKAGES NOT PALLETS
NEED TO CONSOLIDATE OR BUNDLE, WITH OTHER SUPPLIERS
DESIGN THE E-BUSINESS SUPPLY CHAIN TO HANDLE RETURNS
EFFICIENTLY
LIKELY TO BE INCREASED RETURNS IDEALLY TO ONE LOCATION
KEEP CUSTOMERS INFORMED THROUGHOUT THE ORDER FULFILLMENT
CYCLE
STATUS ON LINE
END
Supply Chain Engineering MN 799 296#
FINAL EXAM
Supply Chain Engineering MN 799 297#
Factory Cash-To-Cash Cycle Time
1. Arrange the trading partner
nodes from supplier to customer.
2. Start with a negative number to
represent the time a factory
has to pay a suppliers invoice.
3. Work in a complete, closed loop.
4. Add the incremental time(s) to
send the factory invoice down the
chain to the next paying trading partner.
5. Add the incremental time(s) for
each node to send the payment back
up the chain to the factory.
6. Sum the negative time of step #2 with
the positive loop time of step #4, #5.
CUSTOMER
RETAIL
WHOLESALE
FACTORY
SUPPLIER
C 1999. William T. Walker, CFPIM, CIRM with the APICS Educational & Research Foundation. All Rights Reserved.
Supply Chain Engineering MN 799 298#
Continuously Stocked Items: Optimal Safety
Inventory Levels (Eq 11.6)
For each order cycle
Benefit of increasing safety stock by one unit =
(1-CSL)C
u
Cost of increasing safety stock by one unit = HQ
*
/R
where
CSL = probability of not stocking out in a cycle with current
level of safety stock = Cycle Service Level
H = cost of holding one unit for one year
R = Annual demand
Q
*
= Economic order quantity
Supply Chain Engineering MN 799 299#
Optimal Safety Inventory Levels (Ex 9.3)
CSL = 1-(HQ
*
/C
u
R)
R = 100 gallons/week; o
R
= 20; H = $0.6/gal./year
L = 2 weeks; Q = 400; ROP = 300.
What is the imputed cost of stocking out?
Supply Chain Engineering MN 799 300#
Postponement Adds Value Within Logistics
By Trading Information For Inventory
Without Postponement:
With Postponement:
Trading
Partner
Postponement
FGI Orders
None
FGI Orders
None
Design for generic production Postpone to an actual order
Postponement is delaying product differentiation until the customer demand
is known. Corey Billington, Hewlett-Packard Strategic Planning and Modeling
Trading
Partner
Trading
Partner
Trading
Partner
Trading
Partner
C 1999. William T. Walker, CFPIM, CIRM with the APICS Educational & Research Foundation. All Rights Reserved.
Supply Chain Engineering MN 799 301#
1. Arrange the trading partner nodes
from customer to supplier.
2. Work in a complete, closed loop.
3. Add the incremental time(s) to send
the order from the customer to the
first node with product inventory.
4. Add the incremental time to pick
the product from inventory.
5. Add the incremental time(s) to
transport the product to the customer.
Customer Order-To-Delivery Cycle Time
CUSTOMER
RETAIL
WHOLESALE
FACTORY
SUPPLIER
Customer Order-To-Delivery
Cycle Time
C 1999. William T. Walker, CFPIM, CIRM with the APICS Educational & Research Foundation. All Rights Reserved.
Supply Chain Engineering MN 799 302#
Amazon vs Barnes and Noble
The effect of Barnes and noble Responsive supply chain strategies today, the
company is enhancing its original system by transitioning the back-end
services fulfillment systems to an on-line, real-time, Microsoft BackOffice-
based shipping, order management, and financial reporting system called
PRISMor Pod Receiving and Integrated Shipping Management System.
PRISM allows Barnes and Noble to ship products much faster and deliver
higher service levels to customers
Amazon is going to become a market leader because of its early start in Web
enabled low-cost access to an infinite number of customers. Treating every
customer the same, with limited choice of access, is an unwise Barnes and
Noble approach. Amazon has several advantages over Barnes and Noble,
which could provide significant competitive leverage, such as:
Real-time customer information and transaction data,
Direct customer "dialog" opportunities, and
Low-cost channel operations
Supply Chain Engineering MN 799 303#
Amazon vs Barnes and Noble
Both have some unpredictable demand and some predictable demand. Yes
basically Amazon is efficient and B&N responsive (to a point). Both try and
influence demand by suggesting (and discounting) what they have stock in and
want purchased. Amazon stocks what it presumes or knows will be best sellers
I see the future bringing down the price of books further (particularly text
books) by even more outsourcing. I also see inventory in supply chain
reducing by print on demand, especially for books not commonly popular.
There will also be a lot more on line books, and condensed books, that one can
read or review
The key question is how will Amazon compete with a Chinese or Indian on
line supplier with similar products. I do not think it can compete. I see
Amazon partnering with a major Chinese and/or Indian company.
As for Barnes and Noble, they have to also move more to print on demand and
outsource more (they are already doing a lot of that). They provide a social
function that they are emphasizing, so there will be some need for them, but
not as a major book supplier
Supply Chain Engineering MN 799 304#
Amazon
The companys management has started to expand the business geographically, as well
as into new product areas. Amazon now has a U.K. subsidiary, headquartered in Slough,
west of London, employing around 500 people Amazon.co.uk as well as a slightly
smaller German one, Amazon.de, headquartered in Regensburg, Germany. It resoled in
increasing the overall sales of the company. Amazon is currently achieving a run rate of
$280m a year.
Amazon.co.uk started offering same-day delivery, at least within London... So, provided
that customers order within a given time window, they are offered the option of same
day delivery as a free upgrade. It resulted in better and efficient customer service than
any other online stores.
Identifying desirable global locations for new distribution centers is one use Amazon
will make of new supply-chain software from Manugistics of Rockville, Md. It would
install Manugistics NetWORKS solutions to support its global expansion and
operational improvement initiatives. It will use NetWORKS Strategy to model fixed and
variable network costs, taking into consideration such factors as varying transportation
and supplier lead times, and global constraints such as tariffs and taxes. The model will
then be used to design an optimal global network
You might also like
- Case Study SYSCODocument23 pagesCase Study SYSCOAman Kaushal80% (5)
- Supply Chain Management PresentationDocument71 pagesSupply Chain Management Presentationabir1986100% (1)
- Introductiontoscm 160121051219Document34 pagesIntroductiontoscm 160121051219Rahul ThakranNo ratings yet
- Supply Chain 4.0: From Stocking Shelves to Running the World Fuelled by Industry 4.0From EverandSupply Chain 4.0: From Stocking Shelves to Running the World Fuelled by Industry 4.0Rating: 3 out of 5 stars3/5 (1)
- Supply Chain ManagementDocument39 pagesSupply Chain Managementshweta_46664100% (2)
- Supply Chain ManagementDocument38 pagesSupply Chain ManagementWaseem AkramNo ratings yet
- Introduction To Supply Chain ManagementDocument19 pagesIntroduction To Supply Chain ManagementSneha Karpe100% (1)
- 17.supply Chain ManagementDocument22 pages17.supply Chain ManagementNivedita Misra100% (1)
- Supply Chain Optimization - Jose PintoDocument199 pagesSupply Chain Optimization - Jose Pintomanujosephv8752No ratings yet
- Logistics Supply Chain ManagementDocument62 pagesLogistics Supply Chain ManagementSyed Tauseef ChowdhuryNo ratings yet
- Basics of Supply Chain ManagementDocument43 pagesBasics of Supply Chain ManagementsriramNo ratings yet
- Introduction SCMDocument55 pagesIntroduction SCMUsama Jahangir BabarNo ratings yet
- Supply Chain ManagementDocument38 pagesSupply Chain ManagementAmit Abhijit DasNo ratings yet
- 1.0 Introduction To Supply Chain Management (SCM)Document69 pages1.0 Introduction To Supply Chain Management (SCM)Anchal BaggaNo ratings yet
- Understanding The Supply ChainDocument32 pagesUnderstanding The Supply Chainrio boseNo ratings yet
- Introduction To Supply Chain Management: E CommerceDocument25 pagesIntroduction To Supply Chain Management: E CommerceAnonymous K0ZhcHT2iu100% (1)
- Supply Chain Management - An Overview - RGDocument71 pagesSupply Chain Management - An Overview - RGprakashinaibs100% (2)
- SCM - Chapter 01Document68 pagesSCM - Chapter 01Talha6775No ratings yet
- Combined PPT 1-6 (+3)Document208 pagesCombined PPT 1-6 (+3)Neha SmritiNo ratings yet
- 0 SCM CombinedPPTs PDFDocument267 pages0 SCM CombinedPPTs PDFNeha SmritiNo ratings yet
- Basics of Supply Chain ManagementDocument34 pagesBasics of Supply Chain ManagementBhuvanes KumarNo ratings yet
- Supply Chain ManagementDocument34 pagesSupply Chain Managementsara24391No ratings yet
- Supply Chain Management PPT 2Document65 pagesSupply Chain Management PPT 2Harris LodhiNo ratings yet
- Chapter 1 - Understanding The Supply Chain-StDocument31 pagesChapter 1 - Understanding The Supply Chain-StXuân TrườngNo ratings yet
- Supply Chain Management: Noman JafriDocument32 pagesSupply Chain Management: Noman Jafrisukhpreet singhNo ratings yet
- 15.760: Cisco/MRP/ERP: 1. Admin: Peapod, Questions/FeedbackDocument11 pages15.760: Cisco/MRP/ERP: 1. Admin: Peapod, Questions/FeedbackAbhishek PuriNo ratings yet
- Amity School of Engineering & Technology: B. Tech. (CS & IT), VI Semester E-Commerce & ERP Sunil VyasDocument10 pagesAmity School of Engineering & Technology: B. Tech. (CS & IT), VI Semester E-Commerce & ERP Sunil VyasJayant BhardwajNo ratings yet
- SCM - Chaps 1 and 2Document69 pagesSCM - Chaps 1 and 2Aneek MandalNo ratings yet
- Manimay Ghosh SCM PPTs CombinedDocument537 pagesManimay Ghosh SCM PPTs Combinedsidhartha mohapatraNo ratings yet
- SCM Paf Lecture 1 & 2Document29 pagesSCM Paf Lecture 1 & 2phool khanNo ratings yet
- Ancient Times 1904 1960-1975: Push PullDocument43 pagesAncient Times 1904 1960-1975: Push PullAshley ClarkNo ratings yet
- Supply Chain Management Mba (MM) Iii SemDocument43 pagesSupply Chain Management Mba (MM) Iii SemAbhijeet SinghNo ratings yet
- History & Evolution of Supply Chain ManagemantDocument41 pagesHistory & Evolution of Supply Chain ManagemantGreeshma100% (7)
- Demand Chain ManagementDocument134 pagesDemand Chain ManagementVivek Sarmal100% (3)
- Operations MGMTDocument77 pagesOperations MGMTDinesh SharmaNo ratings yet
- Place - Availability of Products/ServiceDocument20 pagesPlace - Availability of Products/Serviceneerajgulati86No ratings yet
- PPT -Unit-4 Supply Chain NetworkDocument67 pagesPPT -Unit-4 Supply Chain NetworkAibel XaviourNo ratings yet
- Chapter 1 - Understanding The Supply Chain-StDocument29 pagesChapter 1 - Understanding The Supply Chain-StQuynh Chau TranNo ratings yet
- Introduction To Supply Chain ManagementDocument42 pagesIntroduction To Supply Chain Managementsoumyarm942No ratings yet
- Supply Chain Management: Topic - 2Document34 pagesSupply Chain Management: Topic - 2mayankdwivediNo ratings yet
- Sampath SCM Unit 1 MBADocument43 pagesSampath SCM Unit 1 MBAd Vaishnavi OsmaniaUniversityNo ratings yet
- Strategic Supply Chain ManagemnetDocument17 pagesStrategic Supply Chain ManagemnetmuhammadvaqasNo ratings yet
- Chapter 1: Introduction To Supply Chain ManagementDocument415 pagesChapter 1: Introduction To Supply Chain ManagementTeam 4 Nguyễn Thị Hoài MinhNo ratings yet
- Strategic Supply Chain ManagementDocument25 pagesStrategic Supply Chain Managementanuragmishra2112No ratings yet
- OM - M16 - Supply Chain ManagementDocument40 pagesOM - M16 - Supply Chain ManagementGreesu GreesuNo ratings yet
- Supply Chain Management: by Ajit Kumar Seth Una Chittaranjan Syed Md. KarimDocument25 pagesSupply Chain Management: by Ajit Kumar Seth Una Chittaranjan Syed Md. Karimajitseth10No ratings yet
- CMM - DR - Milind JagtapDocument133 pagesCMM - DR - Milind JagtapMohammed AlfayadNo ratings yet
- Introduction To Supply Chain Management - Intake 44 - Day1Document72 pagesIntroduction To Supply Chain Management - Intake 44 - Day1rebuilderNo ratings yet
- What Is A Supply Chain: Chopra & Peter MeindlDocument8 pagesWhat Is A Supply Chain: Chopra & Peter MeindlSenoj JonesNo ratings yet
- Understanding Supply Chain ManagementDocument58 pagesUnderstanding Supply Chain Managementrl magsinoNo ratings yet
- Emailing SCM PPTs - CompressedDocument458 pagesEmailing SCM PPTs - CompressedRahul PandeyNo ratings yet
- Supply Chain MGTDocument42 pagesSupply Chain MGTYash RoxsNo ratings yet
- Lecture 1 - 3 HoursDocument26 pagesLecture 1 - 3 HoursRAJEEV KUMARNo ratings yet
- Engineering Management: Presented byDocument30 pagesEngineering Management: Presented byfatimaNo ratings yet
- Supply Chain Management: Prof.G.Purandaran M.Tech (I.I.T-Madras) PGDM (I.I.M-Bangalore)Document63 pagesSupply Chain Management: Prof.G.Purandaran M.Tech (I.I.T-Madras) PGDM (I.I.M-Bangalore)pura_malliNo ratings yet
- OMT 8604 Logistics in Supply Chain Management: Master of Business AdministrationDocument37 pagesOMT 8604 Logistics in Supply Chain Management: Master of Business AdministrationMr. JahirNo ratings yet
- Supply Chain Excellence: The AIM and DRIVE Process for Achieving Extraordinary ResultsFrom EverandSupply Chain Excellence: The AIM and DRIVE Process for Achieving Extraordinary ResultsNo ratings yet
- Punam N. Bhatia: Project ManagerDocument4 pagesPunam N. Bhatia: Project ManagerAsherNo ratings yet
- CSCP Module 3Document10 pagesCSCP Module 3Asher50% (2)
- Amosweek 4Document7 pagesAmosweek 4AsherNo ratings yet
- Very Important Course Outline of CSCPDocument11 pagesVery Important Course Outline of CSCPAsherNo ratings yet
- Certification Maintenance Bulletin: Apics CSCPDocument15 pagesCertification Maintenance Bulletin: Apics CSCPAsherNo ratings yet