
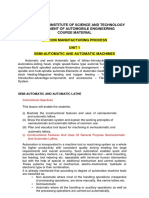
17 Kinematic Systems and Operations of Lathes
17 Kinematic Systems and Operations of Lathes
You might also like
- Interchangeability and Selective AssemblyDocument20 pagesInterchangeability and Selective Assemblyaneesh19in100% (1)
- Design and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050Document8 pagesDesign and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050The ash Designe GalaryNo ratings yet
- Manual Part ProgrammingDocument38 pagesManual Part ProgrammingHot Shot100% (1)
- An Introduction To CNC MachinesDocument20 pagesAn Introduction To CNC Machinesbulon09100% (1)
- Indexing in MillingDocument32 pagesIndexing in MillingDevarakonda Kondayya50% (2)
- 14 Design of Bolted JointsDocument13 pages14 Design of Bolted JointsPRASAD32675% (4)
- 13 Principles of Wiccan BeliefDocument7 pages13 Principles of Wiccan BeliefWayne100% (1)
- 19 Kinematic System and Operations of Milling Machines.Document23 pages19 Kinematic System and Operations of Milling Machines.PRASAD326100% (5)
- Cotter Joint - Design Procedure, Problems & Question AnswerDocument15 pagesCotter Joint - Design Procedure, Problems & Question AnswernkchandruNo ratings yet
- Introduction To Mechanical Micro Machining Assignment-Week 8Document7 pagesIntroduction To Mechanical Micro Machining Assignment-Week 8PranjalGuptaNo ratings yet
- Workshop Practice IIDocument50 pagesWorkshop Practice IIFikremariam Ermias100% (3)
- UNIT-3 - Manufacturing Technolgy II-1Document48 pagesUNIT-3 - Manufacturing Technolgy II-1sirajudeen I67% (3)
- Lab Report OnshaperDocument10 pagesLab Report OnshaperSanatan Choudhury100% (3)
- Canned CycleDocument20 pagesCanned CycleNuradilah Afifa100% (1)
- Kom PPTDocument100 pagesKom PPTEmmanuel NicholasNo ratings yet
- Lecture 3 Introduction To Machine Tool Drives and MechanismsDocument59 pagesLecture 3 Introduction To Machine Tool Drives and Mechanismskhalil alhatab100% (1)
- CNC TURNING MachineDocument14 pagesCNC TURNING MachineFaiz AhmedNo ratings yet
- Economics of Machining 1Document12 pagesEconomics of Machining 1rudrayadav030101No ratings yet
- Kinematics of Shaper MachineDocument30 pagesKinematics of Shaper Machinemanas mohanty100% (1)
- Experiment-1: Study of Bench Grinding and It's OperationsDocument10 pagesExperiment-1: Study of Bench Grinding and It's OperationsMohammed RakibNo ratings yet
- Design of Speed and Feed Gear BoxesDocument67 pagesDesign of Speed and Feed Gear BoxesBhotka BhutkiNo ratings yet
- Unit 3 CNC Machine Tools: StructureDocument17 pagesUnit 3 CNC Machine Tools: StructureRohit GhulanavarNo ratings yet
- 1.1the Concept of Machine Tools (Topic 1.1)Document30 pages1.1the Concept of Machine Tools (Topic 1.1)Shabani Fadhili100% (1)
- Anna University Exam Paper Theory of Metal Cutting: Production EngineeringDocument3 pagesAnna University Exam Paper Theory of Metal Cutting: Production EngineeringAkash Kumar DevNo ratings yet
- Chapter 3 METROLOGY - IntroductionDocument14 pagesChapter 3 METROLOGY - IntroductionMadhu pspkNo ratings yet
- Machining Time and Power EstimationDocument50 pagesMachining Time and Power EstimationGnanakumar GanesanNo ratings yet
- 1.machine Tool Design Assignment 2017Document6 pages1.machine Tool Design Assignment 2017Charles OndiekiNo ratings yet
- Kinematics of Machine ToolsDocument28 pagesKinematics of Machine ToolsRohit Kaushik100% (6)
- Assigment 1 - SWIPEDocument2 pagesAssigment 1 - SWIPEMr-Mk MughalNo ratings yet
- MT3493 Question Bank - MechDocument34 pagesMT3493 Question Bank - Mechmohan kumarNo ratings yet
- ME 2252 MANUFACTURING TECHNOLOGY - II-Unit-IV. (B)Document87 pagesME 2252 MANUFACTURING TECHNOLOGY - II-Unit-IV. (B)Tariq Aziz100% (2)
- Unit Iii Visual RealismDocument59 pagesUnit Iii Visual RealismJabin JoeNo ratings yet
- Unit 1 - Gear Manufacturing ProcessDocument54 pagesUnit 1 - Gear Manufacturing ProcessAkash DivateNo ratings yet
- Orthogonal & Oblique CuttingDocument2 pagesOrthogonal & Oblique CuttingShivanshu shekhar100% (3)
- AIP Lab Manual - 012110050524 - 1Document11 pagesAIP Lab Manual - 012110050524 - 1Martin De Boras PragashNo ratings yet
- CATIA - Lab ManualDocument22 pagesCATIA - Lab Manualarun kumarNo ratings yet
- Important Questions MetrologyDocument5 pagesImportant Questions Metrologyswathi_ipe100% (1)
- CAD CAM Unit - 3 PPT-ilovepdf-compressedDocument66 pagesCAD CAM Unit - 3 PPT-ilovepdf-compressedTaha SakriwalaNo ratings yet
- Powder MetallurgyDocument24 pagesPowder MetallurgyNitin Gupta100% (1)
- Surface Finish MeasurementDocument45 pagesSurface Finish MeasurementMuraliNo ratings yet
- Classification of Manufacturing Processes 1Document19 pagesClassification of Manufacturing Processes 1Palaash Chaudhary86% (7)
- 2D - TransformationDocument95 pages2D - TransformationShubhamNo ratings yet
- Milling Machine LectureDocument46 pagesMilling Machine LectureAnnieMalik100% (1)
- Computer Applications in DesignDocument7 pagesComputer Applications in Designmskumar_5540% (1)
- NC & CNC MachinesDocument12 pagesNC & CNC MachinesRenjith Rajendraprasad100% (1)
- Study of Power Transmission DevicesDocument11 pagesStudy of Power Transmission Devices01parthNo ratings yet
- CAD-CAM Power Point PresentationDocument102 pagesCAD-CAM Power Point PresentationArgAshishGargNo ratings yet
- GEARDocument13 pagesGEARpatel ketan89% (9)
- Automats and Tool LayoutsDocument20 pagesAutomats and Tool LayoutsAyesha IshuNo ratings yet
- 1 Design of Machine Tool DrivesDocument23 pages1 Design of Machine Tool DrivesFurkan AhmadNo ratings yet
- Dom Unit II Imp QuestionsDocument2 pagesDom Unit II Imp QuestionsSree MurthyNo ratings yet
- CNC Turning CentreDocument10 pagesCNC Turning CentreArun100% (1)
- Acceptance Tests and Maintenance of Machine ToolsDocument17 pagesAcceptance Tests and Maintenance of Machine ToolsWarasul Hasan Chandan50% (2)
- Question Bank Introduction To CAM: Noble Group of Institutions, JunagadhDocument5 pagesQuestion Bank Introduction To CAM: Noble Group of Institutions, JunagadhjanakNo ratings yet
- Chapter 7 Numerical Control and Industrial RoboticsDocument53 pagesChapter 7 Numerical Control and Industrial RoboticsYousab CreatorNo ratings yet
- Unit Ii Centre Lathe and Special Purpose LathesDocument38 pagesUnit Ii Centre Lathe and Special Purpose Lathesrkscad11No ratings yet
- General Purpose Machine Tools: Version 2 ME, IIT KharagpurDocument7 pagesGeneral Purpose Machine Tools: Version 2 ME, IIT KharagpurRohith ChakkingalNo ratings yet
- 23 Semiautomatic and Automatic LathesDocument24 pages23 Semiautomatic and Automatic LathesPRASAD326100% (4)
- Machine Tools PDFDocument57 pagesMachine Tools PDFnikhil tiwariNo ratings yet
- Session 3 Classification of Lathes Kinematics System of Centre Lathe Working Principle of Lathe MachineDocument30 pagesSession 3 Classification of Lathes Kinematics System of Centre Lathe Working Principle of Lathe MachineMuhammad Asif ZamanNo ratings yet
- Note 1519450816Document36 pagesNote 1519450816Siva GaneshNo ratings yet
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- Block Diagram of Intel 8086Document5 pagesBlock Diagram of Intel 8086Ritesh SinghNo ratings yet
- 17 Power Screw Drives and Their EfficiencyDocument15 pages17 Power Screw Drives and Their EfficiencyPRASAD326100% (2)
- 32 Design of Eccentrically Loaded Bolted or Riveted JointsDocument10 pages32 Design of Eccentrically Loaded Bolted or Riveted JointsPRASAD326100% (3)
- 34 Design of Joints With Variable LoadingDocument8 pages34 Design of Joints With Variable LoadingPRASAD326100% (1)
- 41 Rolling Contact BearingsDocument11 pages41 Rolling Contact BearingsPRASAD326100% (3)
- Bearing-Study Material Mechanical Engg-1Document14 pagesBearing-Study Material Mechanical Engg-1anishiitdNo ratings yet
- 39 Design of V - Belt DrivesDocument10 pages39 Design of V - Belt DrivesPRASAD326100% (6)
- 35 Design of Shoe BrakesDocument10 pages35 Design of Shoe BrakesPRASAD326100% (1)
- 38 Design of Flat Belt DrivesDocument9 pages38 Design of Flat Belt DrivesPRASAD326100% (1)
- 36 Design of Band and Disc BrakesDocument10 pages36 Design of Band and Disc BrakesPRASAD326100% (2)
- 37 Introduction To Belt DrivesDocument12 pages37 Introduction To Belt DrivesPRASAD326100% (11)
- 28 Design of Riveted JointsDocument9 pages28 Design of Riveted JointsPRASAD326100% (1)
- 30 Design of Welded JointsDocument8 pages30 Design of Welded JointsPRASAD326No ratings yet
- 29 Welded Joints Types and UsesDocument10 pages29 Welded Joints Types and UsesPRASAD326100% (1)
- 33 Design of Eccentrically Loaded Welded JointsDocument10 pages33 Design of Eccentrically Loaded Welded JointsPRASAD326No ratings yet
- 27 Riveted Joints Types and UsesDocument11 pages27 Riveted Joints Types and UsesPRASAD326100% (1)
- Thin CylinderDocument10 pagesThin Cylinderarunnical100% (3)
- 23 Shaft and Its Design Based On StrengthDocument9 pages23 Shaft and Its Design Based On StrengthPRASAD326No ratings yet
- 20 Design of Helical Springs For Variable LoadDocument16 pages20 Design of Helical Springs For Variable LoadPRASAD326No ratings yet
- 25 Thick Cylinders Stresses Due To Internal and External PressuresDocument14 pages25 Thick Cylinders Stresses Due To Internal and External PressuresPRASAD326100% (4)
- 22 Shaft and Its Design Based On StrengthDocument11 pages22 Shaft and Its Design Based On StrengthPRASAD326100% (4)
- 21 Design of Leaf SpringsDocument10 pages21 Design of Leaf SpringsPRASAD326100% (1)
- 19 Introduction To Design of Helical SpringsDocument12 pages19 Introduction To Design of Helical SpringsPRASAD326100% (3)
- 11 Types of Fasteners Pins and KeysDocument12 pages11 Types of Fasteners Pins and KeysPRASAD326100% (2)
- 18 Design of Power ScrewsDocument14 pages18 Design of Power ScrewsPRASAD326100% (2)
- 12 Cotter and Knuckle JointDocument16 pages12 Cotter and Knuckle JointPRASAD326100% (3)
- Pin Bush Coupling DesignDocument15 pagesPin Bush Coupling Designyogwani79No ratings yet
- 10 Low and High Cycle FatigueDocument14 pages10 Low and High Cycle FatiguePRASAD326100% (1)
- 8 Stress ConcentrationDocument15 pages8 Stress ConcentrationPRASAD326100% (3)
- ID26Document21 pagesID26Ashish BaidyanathanNo ratings yet
- MAR 20 2Q15:: Department of Public Works and HighwaysDocument6 pagesMAR 20 2Q15:: Department of Public Works and HighwaysFaustino AbadNo ratings yet
- 2º Taller de Química Inorgánica IIDocument2 pages2º Taller de Química Inorgánica IIEMMANUEL ALEJANDRO FERNANDEZ GAVIRIANo ratings yet
- The Structure of Interest Rates (Note)Document18 pagesThe Structure of Interest Rates (Note)Hoi Mun100% (1)
- R16 EDC ECE SyllabusDocument2 pagesR16 EDC ECE SyllabusjaganmohanrsNo ratings yet
- Bernal Et Al. - 2011 - Advanced Analysis of NutraceuticalsDocument17 pagesBernal Et Al. - 2011 - Advanced Analysis of NutraceuticalsAaron Quispe ChambiNo ratings yet
- Presostato Danfoss KP 15Document10 pagesPresostato Danfoss KP 15RolandoNo ratings yet
- PipeWeldingHandbook PDFDocument32 pagesPipeWeldingHandbook PDFSid BouhaNo ratings yet
- Passage 1: Mukesh AmbaniDocument4 pagesPassage 1: Mukesh AmbaniThảo VyNo ratings yet
- GD Gdpmds Draft1Document24 pagesGD Gdpmds Draft1Syaiful NazwanNo ratings yet
- International Journal of Pharmacy: Concepts For Alzheimer's Disease Drug DevelopmentDocument4 pagesInternational Journal of Pharmacy: Concepts For Alzheimer's Disease Drug DevelopmentIndra HedarNo ratings yet
- Linear Differential EquationDocument35 pagesLinear Differential EquationRahul SinghNo ratings yet
- Color 1 Color 2 Color 3 Color 4 Color 5: DegradadoDocument4 pagesColor 1 Color 2 Color 3 Color 4 Color 5: DegradadoVentura ArgotaNo ratings yet
- Amedee by Eugene IonescoDocument9 pagesAmedee by Eugene Ionescozaid aliNo ratings yet
- Smoke Photography - Tips and Techniques.?Document6 pagesSmoke Photography - Tips and Techniques.?Mahi Sanjay PanchalNo ratings yet
- 2100P Portable Turbidimeter Instrument & Procedure ManualDocument78 pages2100P Portable Turbidimeter Instrument & Procedure Manualkeiji01No ratings yet
- Narrative Letter Additional AdditionalDocument3 pagesNarrative Letter Additional AdditionalIUSECAPSLOCKNo ratings yet
- Soal Bahasa Inggris Paket C 1 FixDocument13 pagesSoal Bahasa Inggris Paket C 1 FixDC TubeNo ratings yet
- EN - SKF Nautilus Advanced Bearing ArrangementsDocument8 pagesEN - SKF Nautilus Advanced Bearing ArrangementsAlvaro MunozNo ratings yet
- BCH 201Document6 pagesBCH 201Ayomiposi OloyedeNo ratings yet
- A Brief History of The Corinth CanalDocument2 pagesA Brief History of The Corinth Canalangeliki1992No ratings yet
- Statement of The ProblemDocument2 pagesStatement of The ProblemLara Cacal100% (1)
- Unit 1 To 2Document169 pagesUnit 1 To 2tbijleNo ratings yet
- Concrete Road Surface With The Use of Cement Concrete - Selected ResultsDocument8 pagesConcrete Road Surface With The Use of Cement Concrete - Selected ResultsElber Cuya PillacaNo ratings yet
- Douglas SBD DauntlessDocument27 pagesDouglas SBD Dauntlessseafire47100% (3)
- Iteration Question'sDocument17 pagesIteration Question'sAyra MujibNo ratings yet
- ICD DiabetesDocument4 pagesICD DiabetesfadhilahNo ratings yet
- Phytoestrogen and Ellagic Acid Sherlyn GeveroDocument19 pagesPhytoestrogen and Ellagic Acid Sherlyn GeveroAllysa Mae LavarnezNo ratings yet
- Optimasi Daya Dan Torsi Pada Motor 4 Tak Dengan MoDocument9 pagesOptimasi Daya Dan Torsi Pada Motor 4 Tak Dengan MoDanaNo ratings yet






















































































































Download as pdf or txt
You might also like
- Interchangeability and Selective AssemblyDocument20 pagesInterchangeability and Selective Assemblyaneesh19in100% (1)
- Design and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050Document8 pagesDesign and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050The ash Designe GalaryNo ratings yet
- Manual Part ProgrammingDocument38 pagesManual Part ProgrammingHot Shot100% (1)
- An Introduction To CNC MachinesDocument20 pagesAn Introduction To CNC Machinesbulon09100% (1)
- Indexing in MillingDocument32 pagesIndexing in MillingDevarakonda Kondayya50% (2)
- 14 Design of Bolted JointsDocument13 pages14 Design of Bolted JointsPRASAD32675% (4)
- 13 Principles of Wiccan BeliefDocument7 pages13 Principles of Wiccan BeliefWayne100% (1)
- 19 Kinematic System and Operations of Milling Machines.Document23 pages19 Kinematic System and Operations of Milling Machines.PRASAD326100% (5)
- Cotter Joint - Design Procedure, Problems & Question AnswerDocument15 pagesCotter Joint - Design Procedure, Problems & Question AnswernkchandruNo ratings yet
- Introduction To Mechanical Micro Machining Assignment-Week 8Document7 pagesIntroduction To Mechanical Micro Machining Assignment-Week 8PranjalGuptaNo ratings yet
- Workshop Practice IIDocument50 pagesWorkshop Practice IIFikremariam Ermias100% (3)
- UNIT-3 - Manufacturing Technolgy II-1Document48 pagesUNIT-3 - Manufacturing Technolgy II-1sirajudeen I67% (3)
- Lab Report OnshaperDocument10 pagesLab Report OnshaperSanatan Choudhury100% (3)
- Canned CycleDocument20 pagesCanned CycleNuradilah Afifa100% (1)
- Kom PPTDocument100 pagesKom PPTEmmanuel NicholasNo ratings yet
- Lecture 3 Introduction To Machine Tool Drives and MechanismsDocument59 pagesLecture 3 Introduction To Machine Tool Drives and Mechanismskhalil alhatab100% (1)
- CNC TURNING MachineDocument14 pagesCNC TURNING MachineFaiz AhmedNo ratings yet
- Economics of Machining 1Document12 pagesEconomics of Machining 1rudrayadav030101No ratings yet
- Kinematics of Shaper MachineDocument30 pagesKinematics of Shaper Machinemanas mohanty100% (1)
- Experiment-1: Study of Bench Grinding and It's OperationsDocument10 pagesExperiment-1: Study of Bench Grinding and It's OperationsMohammed RakibNo ratings yet
- Design of Speed and Feed Gear BoxesDocument67 pagesDesign of Speed and Feed Gear BoxesBhotka BhutkiNo ratings yet
- Unit 3 CNC Machine Tools: StructureDocument17 pagesUnit 3 CNC Machine Tools: StructureRohit GhulanavarNo ratings yet
- 1.1the Concept of Machine Tools (Topic 1.1)Document30 pages1.1the Concept of Machine Tools (Topic 1.1)Shabani Fadhili100% (1)
- Anna University Exam Paper Theory of Metal Cutting: Production EngineeringDocument3 pagesAnna University Exam Paper Theory of Metal Cutting: Production EngineeringAkash Kumar DevNo ratings yet
- Chapter 3 METROLOGY - IntroductionDocument14 pagesChapter 3 METROLOGY - IntroductionMadhu pspkNo ratings yet
- Machining Time and Power EstimationDocument50 pagesMachining Time and Power EstimationGnanakumar GanesanNo ratings yet
- 1.machine Tool Design Assignment 2017Document6 pages1.machine Tool Design Assignment 2017Charles OndiekiNo ratings yet
- Kinematics of Machine ToolsDocument28 pagesKinematics of Machine ToolsRohit Kaushik100% (6)
- Assigment 1 - SWIPEDocument2 pagesAssigment 1 - SWIPEMr-Mk MughalNo ratings yet
- MT3493 Question Bank - MechDocument34 pagesMT3493 Question Bank - Mechmohan kumarNo ratings yet
- ME 2252 MANUFACTURING TECHNOLOGY - II-Unit-IV. (B)Document87 pagesME 2252 MANUFACTURING TECHNOLOGY - II-Unit-IV. (B)Tariq Aziz100% (2)
- Unit Iii Visual RealismDocument59 pagesUnit Iii Visual RealismJabin JoeNo ratings yet
- Unit 1 - Gear Manufacturing ProcessDocument54 pagesUnit 1 - Gear Manufacturing ProcessAkash DivateNo ratings yet
- Orthogonal & Oblique CuttingDocument2 pagesOrthogonal & Oblique CuttingShivanshu shekhar100% (3)
- AIP Lab Manual - 012110050524 - 1Document11 pagesAIP Lab Manual - 012110050524 - 1Martin De Boras PragashNo ratings yet
- CATIA - Lab ManualDocument22 pagesCATIA - Lab Manualarun kumarNo ratings yet
- Important Questions MetrologyDocument5 pagesImportant Questions Metrologyswathi_ipe100% (1)
- CAD CAM Unit - 3 PPT-ilovepdf-compressedDocument66 pagesCAD CAM Unit - 3 PPT-ilovepdf-compressedTaha SakriwalaNo ratings yet
- Powder MetallurgyDocument24 pagesPowder MetallurgyNitin Gupta100% (1)
- Surface Finish MeasurementDocument45 pagesSurface Finish MeasurementMuraliNo ratings yet
- Classification of Manufacturing Processes 1Document19 pagesClassification of Manufacturing Processes 1Palaash Chaudhary86% (7)
- 2D - TransformationDocument95 pages2D - TransformationShubhamNo ratings yet
- Milling Machine LectureDocument46 pagesMilling Machine LectureAnnieMalik100% (1)
- Computer Applications in DesignDocument7 pagesComputer Applications in Designmskumar_5540% (1)
- NC & CNC MachinesDocument12 pagesNC & CNC MachinesRenjith Rajendraprasad100% (1)
- Study of Power Transmission DevicesDocument11 pagesStudy of Power Transmission Devices01parthNo ratings yet
- CAD-CAM Power Point PresentationDocument102 pagesCAD-CAM Power Point PresentationArgAshishGargNo ratings yet
- GEARDocument13 pagesGEARpatel ketan89% (9)
- Automats and Tool LayoutsDocument20 pagesAutomats and Tool LayoutsAyesha IshuNo ratings yet
- 1 Design of Machine Tool DrivesDocument23 pages1 Design of Machine Tool DrivesFurkan AhmadNo ratings yet
- Dom Unit II Imp QuestionsDocument2 pagesDom Unit II Imp QuestionsSree MurthyNo ratings yet
- CNC Turning CentreDocument10 pagesCNC Turning CentreArun100% (1)
- Acceptance Tests and Maintenance of Machine ToolsDocument17 pagesAcceptance Tests and Maintenance of Machine ToolsWarasul Hasan Chandan50% (2)
- Question Bank Introduction To CAM: Noble Group of Institutions, JunagadhDocument5 pagesQuestion Bank Introduction To CAM: Noble Group of Institutions, JunagadhjanakNo ratings yet
- Chapter 7 Numerical Control and Industrial RoboticsDocument53 pagesChapter 7 Numerical Control and Industrial RoboticsYousab CreatorNo ratings yet
- Unit Ii Centre Lathe and Special Purpose LathesDocument38 pagesUnit Ii Centre Lathe and Special Purpose Lathesrkscad11No ratings yet
- General Purpose Machine Tools: Version 2 ME, IIT KharagpurDocument7 pagesGeneral Purpose Machine Tools: Version 2 ME, IIT KharagpurRohith ChakkingalNo ratings yet
- 23 Semiautomatic and Automatic LathesDocument24 pages23 Semiautomatic and Automatic LathesPRASAD326100% (4)
- Machine Tools PDFDocument57 pagesMachine Tools PDFnikhil tiwariNo ratings yet
- Session 3 Classification of Lathes Kinematics System of Centre Lathe Working Principle of Lathe MachineDocument30 pagesSession 3 Classification of Lathes Kinematics System of Centre Lathe Working Principle of Lathe MachineMuhammad Asif ZamanNo ratings yet
- Note 1519450816Document36 pagesNote 1519450816Siva GaneshNo ratings yet
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- Block Diagram of Intel 8086Document5 pagesBlock Diagram of Intel 8086Ritesh SinghNo ratings yet
- 17 Power Screw Drives and Their EfficiencyDocument15 pages17 Power Screw Drives and Their EfficiencyPRASAD326100% (2)
- 32 Design of Eccentrically Loaded Bolted or Riveted JointsDocument10 pages32 Design of Eccentrically Loaded Bolted or Riveted JointsPRASAD326100% (3)
- 34 Design of Joints With Variable LoadingDocument8 pages34 Design of Joints With Variable LoadingPRASAD326100% (1)
- 41 Rolling Contact BearingsDocument11 pages41 Rolling Contact BearingsPRASAD326100% (3)
- Bearing-Study Material Mechanical Engg-1Document14 pagesBearing-Study Material Mechanical Engg-1anishiitdNo ratings yet
- 39 Design of V - Belt DrivesDocument10 pages39 Design of V - Belt DrivesPRASAD326100% (6)
- 35 Design of Shoe BrakesDocument10 pages35 Design of Shoe BrakesPRASAD326100% (1)
- 38 Design of Flat Belt DrivesDocument9 pages38 Design of Flat Belt DrivesPRASAD326100% (1)
- 36 Design of Band and Disc BrakesDocument10 pages36 Design of Band and Disc BrakesPRASAD326100% (2)
- 37 Introduction To Belt DrivesDocument12 pages37 Introduction To Belt DrivesPRASAD326100% (11)
- 28 Design of Riveted JointsDocument9 pages28 Design of Riveted JointsPRASAD326100% (1)
- 30 Design of Welded JointsDocument8 pages30 Design of Welded JointsPRASAD326No ratings yet
- 29 Welded Joints Types and UsesDocument10 pages29 Welded Joints Types and UsesPRASAD326100% (1)
- 33 Design of Eccentrically Loaded Welded JointsDocument10 pages33 Design of Eccentrically Loaded Welded JointsPRASAD326No ratings yet
- 27 Riveted Joints Types and UsesDocument11 pages27 Riveted Joints Types and UsesPRASAD326100% (1)
- Thin CylinderDocument10 pagesThin Cylinderarunnical100% (3)
- 23 Shaft and Its Design Based On StrengthDocument9 pages23 Shaft and Its Design Based On StrengthPRASAD326No ratings yet
- 20 Design of Helical Springs For Variable LoadDocument16 pages20 Design of Helical Springs For Variable LoadPRASAD326No ratings yet
- 25 Thick Cylinders Stresses Due To Internal and External PressuresDocument14 pages25 Thick Cylinders Stresses Due To Internal and External PressuresPRASAD326100% (4)
- 22 Shaft and Its Design Based On StrengthDocument11 pages22 Shaft and Its Design Based On StrengthPRASAD326100% (4)
- 21 Design of Leaf SpringsDocument10 pages21 Design of Leaf SpringsPRASAD326100% (1)
- 19 Introduction To Design of Helical SpringsDocument12 pages19 Introduction To Design of Helical SpringsPRASAD326100% (3)
- 11 Types of Fasteners Pins and KeysDocument12 pages11 Types of Fasteners Pins and KeysPRASAD326100% (2)
- 18 Design of Power ScrewsDocument14 pages18 Design of Power ScrewsPRASAD326100% (2)
- 12 Cotter and Knuckle JointDocument16 pages12 Cotter and Knuckle JointPRASAD326100% (3)
- Pin Bush Coupling DesignDocument15 pagesPin Bush Coupling Designyogwani79No ratings yet
- 10 Low and High Cycle FatigueDocument14 pages10 Low and High Cycle FatiguePRASAD326100% (1)
- 8 Stress ConcentrationDocument15 pages8 Stress ConcentrationPRASAD326100% (3)
- ID26Document21 pagesID26Ashish BaidyanathanNo ratings yet
- MAR 20 2Q15:: Department of Public Works and HighwaysDocument6 pagesMAR 20 2Q15:: Department of Public Works and HighwaysFaustino AbadNo ratings yet
- 2º Taller de Química Inorgánica IIDocument2 pages2º Taller de Química Inorgánica IIEMMANUEL ALEJANDRO FERNANDEZ GAVIRIANo ratings yet
- The Structure of Interest Rates (Note)Document18 pagesThe Structure of Interest Rates (Note)Hoi Mun100% (1)
- R16 EDC ECE SyllabusDocument2 pagesR16 EDC ECE SyllabusjaganmohanrsNo ratings yet
- Bernal Et Al. - 2011 - Advanced Analysis of NutraceuticalsDocument17 pagesBernal Et Al. - 2011 - Advanced Analysis of NutraceuticalsAaron Quispe ChambiNo ratings yet
- Presostato Danfoss KP 15Document10 pagesPresostato Danfoss KP 15RolandoNo ratings yet
- PipeWeldingHandbook PDFDocument32 pagesPipeWeldingHandbook PDFSid BouhaNo ratings yet
- Passage 1: Mukesh AmbaniDocument4 pagesPassage 1: Mukesh AmbaniThảo VyNo ratings yet
- GD Gdpmds Draft1Document24 pagesGD Gdpmds Draft1Syaiful NazwanNo ratings yet
- International Journal of Pharmacy: Concepts For Alzheimer's Disease Drug DevelopmentDocument4 pagesInternational Journal of Pharmacy: Concepts For Alzheimer's Disease Drug DevelopmentIndra HedarNo ratings yet
- Linear Differential EquationDocument35 pagesLinear Differential EquationRahul SinghNo ratings yet
- Color 1 Color 2 Color 3 Color 4 Color 5: DegradadoDocument4 pagesColor 1 Color 2 Color 3 Color 4 Color 5: DegradadoVentura ArgotaNo ratings yet
- Amedee by Eugene IonescoDocument9 pagesAmedee by Eugene Ionescozaid aliNo ratings yet
- Smoke Photography - Tips and Techniques.?Document6 pagesSmoke Photography - Tips and Techniques.?Mahi Sanjay PanchalNo ratings yet
- 2100P Portable Turbidimeter Instrument & Procedure ManualDocument78 pages2100P Portable Turbidimeter Instrument & Procedure Manualkeiji01No ratings yet
- Narrative Letter Additional AdditionalDocument3 pagesNarrative Letter Additional AdditionalIUSECAPSLOCKNo ratings yet
- Soal Bahasa Inggris Paket C 1 FixDocument13 pagesSoal Bahasa Inggris Paket C 1 FixDC TubeNo ratings yet
- EN - SKF Nautilus Advanced Bearing ArrangementsDocument8 pagesEN - SKF Nautilus Advanced Bearing ArrangementsAlvaro MunozNo ratings yet
- BCH 201Document6 pagesBCH 201Ayomiposi OloyedeNo ratings yet
- A Brief History of The Corinth CanalDocument2 pagesA Brief History of The Corinth Canalangeliki1992No ratings yet
- Statement of The ProblemDocument2 pagesStatement of The ProblemLara Cacal100% (1)
- Unit 1 To 2Document169 pagesUnit 1 To 2tbijleNo ratings yet
- Concrete Road Surface With The Use of Cement Concrete - Selected ResultsDocument8 pagesConcrete Road Surface With The Use of Cement Concrete - Selected ResultsElber Cuya PillacaNo ratings yet
- Douglas SBD DauntlessDocument27 pagesDouglas SBD Dauntlessseafire47100% (3)
- Iteration Question'sDocument17 pagesIteration Question'sAyra MujibNo ratings yet
- ICD DiabetesDocument4 pagesICD DiabetesfadhilahNo ratings yet
- Phytoestrogen and Ellagic Acid Sherlyn GeveroDocument19 pagesPhytoestrogen and Ellagic Acid Sherlyn GeveroAllysa Mae LavarnezNo ratings yet
- Optimasi Daya Dan Torsi Pada Motor 4 Tak Dengan MoDocument9 pagesOptimasi Daya Dan Torsi Pada Motor 4 Tak Dengan MoDanaNo ratings yet