Download as pdf or txt
You might also like
- Polycom Process-CalculationDocument42 pagesPolycom Process-Calculationdarkcorsair100% (5)
- HPGR Versus Sag Mill Selection For The Los BroncesDocument7 pagesHPGR Versus Sag Mill Selection For The Los BroncesRuben AltamiranoNo ratings yet
- A Multi-Input-single-output Smith Predictor For Feeders Control in SAG Grinding PlantsDocument7 pagesA Multi-Input-single-output Smith Predictor For Feeders Control in SAG Grinding PlantsElena ReinosoNo ratings yet
- Soilmec - SR30Document8 pagesSoilmec - SR30MarianPanaitNo ratings yet
- Optimization of The Sag Mill Circuit at Kinross Paracatu BrazilDocument12 pagesOptimization of The Sag Mill Circuit at Kinross Paracatu BrazilJohn YaoNo ratings yet
- (2004) Design and Operation of Vertimill For Secondary GrindingDocument12 pages(2004) Design and Operation of Vertimill For Secondary GrindingLuis Miguel La TorreNo ratings yet
- Paper # 074 - SAG MILL OPERATIONS IN SOSSEGO MINE PDFDocument9 pagesPaper # 074 - SAG MILL OPERATIONS IN SOSSEGO MINE PDFcarloscjunoNo ratings yet
- Mine To Mill OptimizationDocument18 pagesMine To Mill Optimizationa7meNo ratings yet
- INFERENTIAL MEASUREMENT OF SAG MILL PARAMETERS 5 MPC Simulation PDFDocument18 pagesINFERENTIAL MEASUREMENT OF SAG MILL PARAMETERS 5 MPC Simulation PDFNaurizbek NaukaNo ratings yet
- Cement Chapter 6Document17 pagesCement Chapter 6shani5573No ratings yet
- StockpilesizereductionDocument14 pagesStockpilesizereductionJUAN DIEGO FALCON CHURANo ratings yet
- Sag Ball TCNM RandolDocument6 pagesSag Ball TCNM RandolAgie FernandezNo ratings yet
- Comminution Handbook 076 100Document25 pagesComminution Handbook 076 100lucar.bazan.jose.antonioNo ratings yet
- Sag Moly CopDocument29 pagesSag Moly CopVolney Quispe Ayala100% (3)
- 000-900-012-572 SAG ModelDocument20 pages000-900-012-572 SAG ModelSamuel Quispe Onofre100% (2)
- Ore Characterisation MethodsDocument26 pagesOre Characterisation MethodsEric JacksonNo ratings yet
- Using The SMC TestDocument15 pagesUsing The SMC TestRAVI1972No ratings yet
- Batching PlantDocument12 pagesBatching PlantPratik LikharNo ratings yet
- 3 Presentacion Kanta Roy - Acotec - Tega IndustriesDocument44 pages3 Presentacion Kanta Roy - Acotec - Tega IndustriesAlberto SaulNo ratings yet
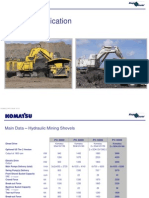
- 11 - PC8000 - 6 ApplDocument37 pages11 - PC8000 - 6 Appljhon jairo trujillo100% (1)
- Mix Design ProgramDocument32 pagesMix Design ProgramBilal Ahmed Barbhuiya67% (3)
- Kroondal - 1 - Comminution - Circuit - Diagnosis - Study Dec 01 2014 PDFDocument32 pagesKroondal - 1 - Comminution - Circuit - Diagnosis - Study Dec 01 2014 PDFPortia ShilengeNo ratings yet
- Gas Turbine PerformanceDocument15 pagesGas Turbine PerformanceKevin J. Mills0% (2)
- Durability Adjusted Fcs CostDocument6 pagesDurability Adjusted Fcs CostibrahimutkuNo ratings yet
- Loiseau 2012Document10 pagesLoiseau 2012zenishaNo ratings yet
- M2M Toromocho Site SAG Conference 2023 1699484174Document22 pagesM2M Toromocho Site SAG Conference 2023 1699484174vladimirNo ratings yet
- Guincho Didatico CWG-30375,30565,30750,31500,34000 OkDocument20 pagesGuincho Didatico CWG-30375,30565,30750,31500,34000 OkthiricycNo ratings yet
- GE Energy: Gas Turbine (50Hz)Document2 pagesGE Energy: Gas Turbine (50Hz)Rolando Antonio Cuenca PironaNo ratings yet
- GE Energy: Gas Turbine (60Hz)Document2 pagesGE Energy: Gas Turbine (60Hz)Rolando Antonio Cuenca PironaNo ratings yet
- 銫137照射儀Document44 pages銫137照射儀thuyyb22792No ratings yet
- Cooling BedDocument47 pagesCooling BedSubrata ChakrabortyNo ratings yet
- High Torque Geared Motors: From 70.000 Up To 1.200.000 NM Output Torque (From 52.000 Up To 885.000 LBF - FT)Document4 pagesHigh Torque Geared Motors: From 70.000 Up To 1.200.000 NM Output Torque (From 52.000 Up To 885.000 LBF - FT)Eng-Mohammed SalemNo ratings yet
- Celdas Autoaspirantes OutotecDocument25 pagesCeldas Autoaspirantes OutotecfbaxterNo ratings yet
- MAV Comminution TestsDocument16 pagesMAV Comminution TestsNilson Ariel Gálvez OlguinNo ratings yet
- Paper # 153 - The Appropriateness of The Transfer Size in Ag and Sag Mill Circuit DesignDocument13 pagesPaper # 153 - The Appropriateness of The Transfer Size in Ag and Sag Mill Circuit DesignJUAN DIEGO FALCON CHURANo ratings yet
- Lab Report 1 & 2Document10 pagesLab Report 1 & 219MME-S1-323 Usman Ul Hassan PirzadaNo ratings yet
- Technical Data Sheet: Marv Property Test Method English MetricDocument2 pagesTechnical Data Sheet: Marv Property Test Method English MetricSusana BarriosNo ratings yet
- Equipment SimulationDocument166 pagesEquipment SimulationJoseph AbrahamNo ratings yet
- Brassengineeringinternational 151112220903 Lva1 App6891Document92 pagesBrassengineeringinternational 151112220903 Lva1 App6891cbt_71No ratings yet
- 1984 - Van Breda - Dewatering of Cane DiffuserDocument3 pages1984 - Van Breda - Dewatering of Cane DiffuserBayu S PribadiNo ratings yet
- Advanced Simulation For Semi-Autogenous Mill Systems: A Simplified Models ApproachDocument12 pagesAdvanced Simulation For Semi-Autogenous Mill Systems: A Simplified Models ApproachПавел КузнецовNo ratings yet
- Analysis of Performance and Reliability of BPPT 3MW Condensing Type Geothermal Power Plant - Kamojang During 3x24 Hours Continuous Synchronous TestingDocument7 pagesAnalysis of Performance and Reliability of BPPT 3MW Condensing Type Geothermal Power Plant - Kamojang During 3x24 Hours Continuous Synchronous TestingDony DamaraNo ratings yet
- Pocket Formula GuideDocument68 pagesPocket Formula GuideMike StevensonNo ratings yet
- predictingCrusherHPGRenergyCoarseFeeds Morrell 2010Document3 pagespredictingCrusherHPGRenergyCoarseFeeds Morrell 2010adrianHindeNo ratings yet
- Belt ConveyorsDocument34 pagesBelt ConveyorswikisosyNo ratings yet
- Production RatesDocument4 pagesProduction RatesAmanda LongNo ratings yet
- Paper # 153 - The Appropriateness of The Transfer Size in Ag and Sag Mill Circuit DesignDocument13 pagesPaper # 153 - The Appropriateness of The Transfer Size in Ag and Sag Mill Circuit Designcuberbill1980No ratings yet
- Gas Turbine PerformancexlsDocument15 pagesGas Turbine PerformancexlsMahmood ElnagarNo ratings yet
- JLRB-JKMRC SC 20 Simulation JksimetDocument16 pagesJLRB-JKMRC SC 20 Simulation JksimetTeobaldo Roque HuamanNo ratings yet
- Kato 22 Load Chart 30058Document17 pagesKato 22 Load Chart 30058nikosbbw100% (4)
- Lecture 6 Cost Based DesignDocument27 pagesLecture 6 Cost Based DesignWajid RaheemNo ratings yet
- Diesel Engines 16V 4000 M63R/M63/M63L: For Vessels With Unrestricted Continuous Operation (1A)Document2 pagesDiesel Engines 16V 4000 M63R/M63/M63L: For Vessels With Unrestricted Continuous Operation (1A)bbssNo ratings yet
- Application of The Minnovex Sag Power Index at Five Canadian PlantsDocument12 pagesApplication of The Minnovex Sag Power Index at Five Canadian PlantsAlexis Guzmán MéndezNo ratings yet
- Mechanical Behavior of Organic Matrix Composites: Effect of Thermo-oxidative AgeingFrom EverandMechanical Behavior of Organic Matrix Composites: Effect of Thermo-oxidative AgeingNo ratings yet
- Classical Approach to Constrained and Unconstrained Molecular DynamicsFrom EverandClassical Approach to Constrained and Unconstrained Molecular DynamicsNo ratings yet
- Enhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsFrom EverandEnhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsRating: 5 out of 5 stars5/5 (1)
- GARCH Models: Structure, Statistical Inference and Financial ApplicationsFrom EverandGARCH Models: Structure, Statistical Inference and Financial ApplicationsRating: 5 out of 5 stars5/5 (1)
- Flygt Slurry HandbookDocument48 pagesFlygt Slurry Handbookrodolfocv92359100% (2)
- Pump Handbook 3rd Edition PDFDocument8 pagesPump Handbook 3rd Edition PDFavca65No ratings yet
- Construction of A Cut-Off Wall Through Warm Permafrost, Red Dog Mine, AlaskaDocument37 pagesConstruction of A Cut-Off Wall Through Warm Permafrost, Red Dog Mine, Alaskaavca65No ratings yet
- Using QAQC Results in Resource Classification in A Spatial ContextDocument13 pagesUsing QAQC Results in Resource Classification in A Spatial Contextavca65No ratings yet
- Rilmar OjedaDocument17 pagesRilmar Ojedaavca65No ratings yet
- Incorporation of A Fractal Breakage Mode Into The Broken Rock ModelDocument15 pagesIncorporation of A Fractal Breakage Mode Into The Broken Rock Modelavca65No ratings yet
- Choosing The Right Motors For Your Mills: Alex Doll and Derek BarrattDocument16 pagesChoosing The Right Motors For Your Mills: Alex Doll and Derek Barrattavca65No ratings yet
- Rebecca FlemingDocument19 pagesRebecca Flemingavca65No ratings yet
- Juan YianatosDocument22 pagesJuan Yianatosavca65No ratings yet
- Magin TorresDocument12 pagesMagin Torresavca65No ratings yet
- Dusty JacobsonDocument15 pagesDusty Jacobsonavca65No ratings yet
- Michael NeesDocument18 pagesMichael Neesavca65No ratings yet