
Takt Time Shared Machines
Takt Time Shared Machines
You might also like
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- Class 15 - Aggregate Planning 2Document17 pagesClass 15 - Aggregate Planning 2lhaterus100% (1)
- Production Scheduling Practice ProblemsDocument4 pagesProduction Scheduling Practice ProblemsMuhammadNo ratings yet
- Apriso WhitePaper How Next Gen MOM Can DriveDocument10 pagesApriso WhitePaper How Next Gen MOM Can DriveHarish AdityaNo ratings yet
- Chapter 3: Process and Capacity AnalysisDocument15 pagesChapter 3: Process and Capacity AnalysisAnugragha SundarNo ratings yet
- 14 Lect18 - Theory of Constraint (TOC) SchedulingDocument17 pages14 Lect18 - Theory of Constraint (TOC) Schedulingpkj009No ratings yet
- Theory of Constraints: Drum Buffer RopeDocument29 pagesTheory of Constraints: Drum Buffer RopeMohit SrivastavaNo ratings yet
- Enterprise Dynamics TutorialDocument66 pagesEnterprise Dynamics TutorialBaracNo ratings yet
- Assembly Line Balance OKDocument42 pagesAssembly Line Balance OKLuis ValensNo ratings yet
- New 7 Management Tools: M.kaviarasu, A/P-MechDocument50 pagesNew 7 Management Tools: M.kaviarasu, A/P-MechKaviArasuNo ratings yet
- ADL Digital Lean ManagementDocument4 pagesADL Digital Lean ManagementDuarte CRosaNo ratings yet
- 00 - Service Operations Management OutlineDocument6 pages00 - Service Operations Management OutlineSagar BadnakheNo ratings yet
- Lean Case StudyDocument22 pagesLean Case Studyfcleong69No ratings yet
- A Method For TPT ReductionDocument114 pagesA Method For TPT ReductionEbrahim HanashNo ratings yet
- SCHEDULINGDocument29 pagesSCHEDULINGkishoreNo ratings yet
- 01 - Materials Management Slide 01 To 13 PDFDocument428 pages01 - Materials Management Slide 01 To 13 PDFSanjay ShrivastavaNo ratings yet
- Aggregate Planning 2Document49 pagesAggregate Planning 2Raj KumarNo ratings yet
- Using Work Factor Method With The MOST System For Accurate Disassembly Time EvaluationDocument6 pagesUsing Work Factor Method With The MOST System For Accurate Disassembly Time EvaluationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- ProModel User GuideDocument646 pagesProModel User GuideRandy Mantilla CárdenasNo ratings yet
- ZaraDocument24 pagesZaraJulio Mojica HerazoNo ratings yet
- Takt TimeDocument4 pagesTakt Timemj123No ratings yet
- Cycle Time Calculation-Unit - 12 - Automated - Manufacturing - Systems PDFDocument34 pagesCycle Time Calculation-Unit - 12 - Automated - Manufacturing - Systems PDFzainikamal1975No ratings yet
- Scheduling and Controllig 2Document41 pagesScheduling and Controllig 2wubiedNo ratings yet
- Value Stream Mapping Examples For Different IndustriesDocument19 pagesValue Stream Mapping Examples For Different IndustriesShane Mc GillycuddyNo ratings yet
- Project Planning: CIS 375 Bruce R. Maxim UM-DearbornDocument17 pagesProject Planning: CIS 375 Bruce R. Maxim UM-DearbornSolomon W. DemissieNo ratings yet
- MM-Production Planning UpdatedDocument48 pagesMM-Production Planning Updatedrizcst9759No ratings yet
- Pillar 7 Office TPMDocument9 pagesPillar 7 Office TPMapumu sexbombyaNo ratings yet
- Improving 3D Printing Laboratory Operations: A Case Study of Lean Six Sigma ImplementationDocument10 pagesImproving 3D Printing Laboratory Operations: A Case Study of Lean Six Sigma ImplementationBOHR International Journal of Operations Management Research and Practices (BIJOMRP)No ratings yet
- Zuma Part1 Solutions+Document12 pagesZuma Part1 Solutions+worldontopNo ratings yet
- Ch15 IndirectStandDocument10 pagesCh15 IndirectStanddaNo ratings yet
- Value Stream Mapping: Dr. Syed Amir IqbalDocument41 pagesValue Stream Mapping: Dr. Syed Amir IqbalNOSHEEN MEHFOOZ100% (1)
- Define Material Requirements Planning (MRP)Document2 pagesDefine Material Requirements Planning (MRP)Raghavendra MvNo ratings yet
- Tompkin's Facilites Planning Chapter 1Document14 pagesTompkin's Facilites Planning Chapter 1Adhitya Sulis HandonoNo ratings yet
- Implementation of OEE - Issues and Challenges: Keywords: Multiple-Case Study, Overall Equipment Effectiveness, LeanDocument10 pagesImplementation of OEE - Issues and Challenges: Keywords: Multiple-Case Study, Overall Equipment Effectiveness, LeanAbdullah ButtNo ratings yet
- Mathematical Modeling With Sem - PLS in Elimination of Six Big Losses To Reduce Production Cost of Steel FactoriesDocument6 pagesMathematical Modeling With Sem - PLS in Elimination of Six Big Losses To Reduce Production Cost of Steel FactoriesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- I. Aligning The Resources With The Strategic Plan (37%)Document17 pagesI. Aligning The Resources With The Strategic Plan (37%)Javed ChowdharyNo ratings yet
- Chap016.ppt Materials Requirements PlanningDocument25 pagesChap016.ppt Materials Requirements PlanningSaad Khadur EilyesNo ratings yet
- SliverDocument14 pagesSliverBinod Kumar PadhiNo ratings yet
- Theory of Constraints: Superfactory Excellence Program™Document84 pagesTheory of Constraints: Superfactory Excellence Program™nihaalNo ratings yet
- Chapter 14 Products and ProcessesDocument7 pagesChapter 14 Products and ProcessesKamble AbhijitNo ratings yet
- Qcfi Durgapur Chapter: Question & Answers BankDocument13 pagesQcfi Durgapur Chapter: Question & Answers Bankdeepakhishikar24No ratings yet
- Takt Time: Takt Time Is The Pace of Production Needed To Meet Customer DemandDocument1 pageTakt Time: Takt Time Is The Pace of Production Needed To Meet Customer DemandDevendra PataniNo ratings yet
- RT 3 PDFDocument31 pagesRT 3 PDFudayNo ratings yet
- Pull System, JITDocument12 pagesPull System, JIThendmeNo ratings yet
- DFMA MaterialsDocument19 pagesDFMA MaterialsdharmeshNo ratings yet
- 53B Intro To TPM Six Big LossesDocument32 pages53B Intro To TPM Six Big Lossesechsan dwi nugrohoNo ratings yet
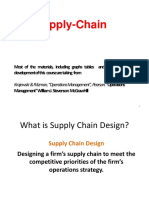
- Supply-ChainDocument61 pagesSupply-ChainJackson TeohNo ratings yet
- FlexSim DatasheetDocument3 pagesFlexSim Datasheetams2390595No ratings yet
- Capacitor MKPDocument29 pagesCapacitor MKPMartina KNo ratings yet
- Value Stream Mapping: Management Is EssentialDocument26 pagesValue Stream Mapping: Management Is Essentialjohn2307No ratings yet
- Case Analysis Form - Fletcher ElectronicsDocument2 pagesCase Analysis Form - Fletcher ElectronicsAmir YousafNo ratings yet
- Cellular LayoutDocument18 pagesCellular LayoutShreeshaila P VijayapurNo ratings yet
- Guided By: Prof P.K.Muley Presented By: Amit Chawla (Roll No: 17) Zankhana Chowhan (Roll No:18) Unnat Churi (Roll No:19) Vikas Dhende (Roll No:20)Document26 pagesGuided By: Prof P.K.Muley Presented By: Amit Chawla (Roll No: 17) Zankhana Chowhan (Roll No:18) Unnat Churi (Roll No:19) Vikas Dhende (Roll No:20)Unnat ChuriNo ratings yet
- Welcome To The Course: Work StudyDocument81 pagesWelcome To The Course: Work StudyAnantbhushan NavelkarNo ratings yet
- Plant LayoutDocument4 pagesPlant LayoutSaul VillarrealNo ratings yet
- APICS Certified in Production and Inventory Management (CPIMDocument29 pagesAPICS Certified in Production and Inventory Management (CPIMPulokesh GhoshNo ratings yet
- Agile - Manufacturing (1) Power Point - ppt222Document18 pagesAgile - Manufacturing (1) Power Point - ppt222Ikndukwe NdukweNo ratings yet
- Just in TimeDocument21 pagesJust in TimeAlessandraNo ratings yet


























































Download as pdf or txt
You might also like
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- Class 15 - Aggregate Planning 2Document17 pagesClass 15 - Aggregate Planning 2lhaterus100% (1)
- Production Scheduling Practice ProblemsDocument4 pagesProduction Scheduling Practice ProblemsMuhammadNo ratings yet
- Apriso WhitePaper How Next Gen MOM Can DriveDocument10 pagesApriso WhitePaper How Next Gen MOM Can DriveHarish AdityaNo ratings yet
- Chapter 3: Process and Capacity AnalysisDocument15 pagesChapter 3: Process and Capacity AnalysisAnugragha SundarNo ratings yet
- 14 Lect18 - Theory of Constraint (TOC) SchedulingDocument17 pages14 Lect18 - Theory of Constraint (TOC) Schedulingpkj009No ratings yet
- Theory of Constraints: Drum Buffer RopeDocument29 pagesTheory of Constraints: Drum Buffer RopeMohit SrivastavaNo ratings yet
- Enterprise Dynamics TutorialDocument66 pagesEnterprise Dynamics TutorialBaracNo ratings yet
- Assembly Line Balance OKDocument42 pagesAssembly Line Balance OKLuis ValensNo ratings yet
- New 7 Management Tools: M.kaviarasu, A/P-MechDocument50 pagesNew 7 Management Tools: M.kaviarasu, A/P-MechKaviArasuNo ratings yet
- ADL Digital Lean ManagementDocument4 pagesADL Digital Lean ManagementDuarte CRosaNo ratings yet
- 00 - Service Operations Management OutlineDocument6 pages00 - Service Operations Management OutlineSagar BadnakheNo ratings yet
- Lean Case StudyDocument22 pagesLean Case Studyfcleong69No ratings yet
- A Method For TPT ReductionDocument114 pagesA Method For TPT ReductionEbrahim HanashNo ratings yet
- SCHEDULINGDocument29 pagesSCHEDULINGkishoreNo ratings yet
- 01 - Materials Management Slide 01 To 13 PDFDocument428 pages01 - Materials Management Slide 01 To 13 PDFSanjay ShrivastavaNo ratings yet
- Aggregate Planning 2Document49 pagesAggregate Planning 2Raj KumarNo ratings yet
- Using Work Factor Method With The MOST System For Accurate Disassembly Time EvaluationDocument6 pagesUsing Work Factor Method With The MOST System For Accurate Disassembly Time EvaluationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- ProModel User GuideDocument646 pagesProModel User GuideRandy Mantilla CárdenasNo ratings yet
- ZaraDocument24 pagesZaraJulio Mojica HerazoNo ratings yet
- Takt TimeDocument4 pagesTakt Timemj123No ratings yet
- Cycle Time Calculation-Unit - 12 - Automated - Manufacturing - Systems PDFDocument34 pagesCycle Time Calculation-Unit - 12 - Automated - Manufacturing - Systems PDFzainikamal1975No ratings yet
- Scheduling and Controllig 2Document41 pagesScheduling and Controllig 2wubiedNo ratings yet
- Value Stream Mapping Examples For Different IndustriesDocument19 pagesValue Stream Mapping Examples For Different IndustriesShane Mc GillycuddyNo ratings yet
- Project Planning: CIS 375 Bruce R. Maxim UM-DearbornDocument17 pagesProject Planning: CIS 375 Bruce R. Maxim UM-DearbornSolomon W. DemissieNo ratings yet
- MM-Production Planning UpdatedDocument48 pagesMM-Production Planning Updatedrizcst9759No ratings yet
- Pillar 7 Office TPMDocument9 pagesPillar 7 Office TPMapumu sexbombyaNo ratings yet
- Improving 3D Printing Laboratory Operations: A Case Study of Lean Six Sigma ImplementationDocument10 pagesImproving 3D Printing Laboratory Operations: A Case Study of Lean Six Sigma ImplementationBOHR International Journal of Operations Management Research and Practices (BIJOMRP)No ratings yet
- Zuma Part1 Solutions+Document12 pagesZuma Part1 Solutions+worldontopNo ratings yet
- Ch15 IndirectStandDocument10 pagesCh15 IndirectStanddaNo ratings yet
- Value Stream Mapping: Dr. Syed Amir IqbalDocument41 pagesValue Stream Mapping: Dr. Syed Amir IqbalNOSHEEN MEHFOOZ100% (1)
- Define Material Requirements Planning (MRP)Document2 pagesDefine Material Requirements Planning (MRP)Raghavendra MvNo ratings yet
- Tompkin's Facilites Planning Chapter 1Document14 pagesTompkin's Facilites Planning Chapter 1Adhitya Sulis HandonoNo ratings yet
- Implementation of OEE - Issues and Challenges: Keywords: Multiple-Case Study, Overall Equipment Effectiveness, LeanDocument10 pagesImplementation of OEE - Issues and Challenges: Keywords: Multiple-Case Study, Overall Equipment Effectiveness, LeanAbdullah ButtNo ratings yet
- Mathematical Modeling With Sem - PLS in Elimination of Six Big Losses To Reduce Production Cost of Steel FactoriesDocument6 pagesMathematical Modeling With Sem - PLS in Elimination of Six Big Losses To Reduce Production Cost of Steel FactoriesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- I. Aligning The Resources With The Strategic Plan (37%)Document17 pagesI. Aligning The Resources With The Strategic Plan (37%)Javed ChowdharyNo ratings yet
- Chap016.ppt Materials Requirements PlanningDocument25 pagesChap016.ppt Materials Requirements PlanningSaad Khadur EilyesNo ratings yet
- SliverDocument14 pagesSliverBinod Kumar PadhiNo ratings yet
- Theory of Constraints: Superfactory Excellence Program™Document84 pagesTheory of Constraints: Superfactory Excellence Program™nihaalNo ratings yet
- Chapter 14 Products and ProcessesDocument7 pagesChapter 14 Products and ProcessesKamble AbhijitNo ratings yet
- Qcfi Durgapur Chapter: Question & Answers BankDocument13 pagesQcfi Durgapur Chapter: Question & Answers Bankdeepakhishikar24No ratings yet
- Takt Time: Takt Time Is The Pace of Production Needed To Meet Customer DemandDocument1 pageTakt Time: Takt Time Is The Pace of Production Needed To Meet Customer DemandDevendra PataniNo ratings yet
- RT 3 PDFDocument31 pagesRT 3 PDFudayNo ratings yet
- Pull System, JITDocument12 pagesPull System, JIThendmeNo ratings yet
- DFMA MaterialsDocument19 pagesDFMA MaterialsdharmeshNo ratings yet
- 53B Intro To TPM Six Big LossesDocument32 pages53B Intro To TPM Six Big Lossesechsan dwi nugrohoNo ratings yet
- Supply-ChainDocument61 pagesSupply-ChainJackson TeohNo ratings yet
- FlexSim DatasheetDocument3 pagesFlexSim Datasheetams2390595No ratings yet
- Capacitor MKPDocument29 pagesCapacitor MKPMartina KNo ratings yet
- Value Stream Mapping: Management Is EssentialDocument26 pagesValue Stream Mapping: Management Is Essentialjohn2307No ratings yet
- Case Analysis Form - Fletcher ElectronicsDocument2 pagesCase Analysis Form - Fletcher ElectronicsAmir YousafNo ratings yet
- Cellular LayoutDocument18 pagesCellular LayoutShreeshaila P VijayapurNo ratings yet
- Guided By: Prof P.K.Muley Presented By: Amit Chawla (Roll No: 17) Zankhana Chowhan (Roll No:18) Unnat Churi (Roll No:19) Vikas Dhende (Roll No:20)Document26 pagesGuided By: Prof P.K.Muley Presented By: Amit Chawla (Roll No: 17) Zankhana Chowhan (Roll No:18) Unnat Churi (Roll No:19) Vikas Dhende (Roll No:20)Unnat ChuriNo ratings yet
- Welcome To The Course: Work StudyDocument81 pagesWelcome To The Course: Work StudyAnantbhushan NavelkarNo ratings yet
- Plant LayoutDocument4 pagesPlant LayoutSaul VillarrealNo ratings yet
- APICS Certified in Production and Inventory Management (CPIMDocument29 pagesAPICS Certified in Production and Inventory Management (CPIMPulokesh GhoshNo ratings yet
- Agile - Manufacturing (1) Power Point - ppt222Document18 pagesAgile - Manufacturing (1) Power Point - ppt222Ikndukwe NdukweNo ratings yet
- Just in TimeDocument21 pagesJust in TimeAlessandraNo ratings yet