Download as pdf or txt
You might also like
- C955 09Document4 pagesC955 09jacr27No ratings yet
- Sheet MetalDocument8 pagesSheet MetalPrabir Kumar Pati100% (1)
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Design Guide For Bent Sheet Metal: Prepared by Gerald Davis D.S.M. Manufacturing CompanyDocument5 pagesDesign Guide For Bent Sheet Metal: Prepared by Gerald Davis D.S.M. Manufacturing CompanypuneethudupiNo ratings yet
- Stamping Design GuidelineDocument13 pagesStamping Design GuidelineVikram Borkhediya100% (1)
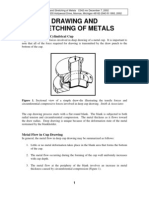
- Drawing and Stretching of MetalsDocument16 pagesDrawing and Stretching of MetalsNavdeep Singh DhakaNo ratings yet
- Die Design PresentationDocument24 pagesDie Design PresentationIsrar Equbal100% (1)
- Burnishing Is A Process by Which A Smooth Hard Tool (UsingDocument9 pagesBurnishing Is A Process by Which A Smooth Hard Tool (UsingΒασίλης ΜπουντιούκοςNo ratings yet
- Steel Casting Handbook - Supplement 2Document58 pagesSteel Casting Handbook - Supplement 2RicardoNo ratings yet
- Spiral Wound Gaskets PDFDocument4 pagesSpiral Wound Gaskets PDFSumit ChaurasiaNo ratings yet
- Cssbi B13-19Document81 pagesCssbi B13-19Jose L MexiaNo ratings yet
- Arcfix Arc StudDocument21 pagesArcfix Arc StudKiran Kumar KondapalliNo ratings yet
- Steel Castings HandbookDocument58 pagesSteel Castings Handbookgalici2002100% (3)
- Assignment No 6 Shearing Process in Sheet MetalDocument5 pagesAssignment No 6 Shearing Process in Sheet MetalSameer Ahmed 20 - MCE - 60No ratings yet
- Introduction of ForgingDocument5 pagesIntroduction of ForgingAnish DungeonNo ratings yet
- Steel Casting Handbook PDFDocument58 pagesSteel Casting Handbook PDFDenis Yasmin AlineNo ratings yet
- ForgingDocument12 pagesForgingDheeraj KashyapNo ratings yet
- Forging PDFDocument16 pagesForging PDFloveguru2512No ratings yet
- CH03. Sheet Metal ProcessesDocument73 pagesCH03. Sheet Metal Processeshizanorhuda100% (1)
- Bending of Hollow Structural Sections - 03.12.18Document6 pagesBending of Hollow Structural Sections - 03.12.18David ArndtNo ratings yet
- Galvanized Steel Inspection GuideDocument20 pagesGalvanized Steel Inspection GuidePham Ngoc Khan100% (2)
- TSN PrimeWall Catalog May09Document22 pagesTSN PrimeWall Catalog May09Anonymous PjmE9RJcghNo ratings yet
- Understanding Metal Stamping - Design To Prototyping To ProductionDocument11 pagesUnderstanding Metal Stamping - Design To Prototyping To ProductionRAKHEE RICHHARIA100% (2)
- Sheet Metal Design - GuideDocument7 pagesSheet Metal Design - GuidechoonhooiNo ratings yet
- Guardrail DesignDocument8 pagesGuardrail Designundf25No ratings yet
- Glulam SupplementDocument24 pagesGlulam SupplementLee Ager100% (1)
- PEM Self Locking Fasteners Nylon InsertDocument6 pagesPEM Self Locking Fasteners Nylon InsertAce Industrial SuppliesNo ratings yet
- Strainer Information PDFDocument6 pagesStrainer Information PDFmahdiNo ratings yet
- Sheet Metal: Navigation SearchDocument10 pagesSheet Metal: Navigation SearchAnonymous rYZyQQot55No ratings yet
- Arc Studwelding SystemsDocument24 pagesArc Studwelding SystemsTan Chee DingNo ratings yet
- InPlant Training at Bharat Forge Limited, Pune.: by Pritam Shahu PawarDocument34 pagesInPlant Training at Bharat Forge Limited, Pune.: by Pritam Shahu PawarpritamspawarNo ratings yet
- Casting, Forming, and ForgingDocument10 pagesCasting, Forming, and ForgingShe DilNo ratings yet
- Shearing and Slitting Steel Sheet and StreepDocument8 pagesShearing and Slitting Steel Sheet and StreepgrtunaNo ratings yet
- UNit 3 Part A RevisedDocument76 pagesUNit 3 Part A Revisedraymon sharmaNo ratings yet
- CSPI - Handbook of Steel Drainage Highway Construction Products (215 320)Document106 pagesCSPI - Handbook of Steel Drainage Highway Construction Products (215 320)Ashly Bedregal GuevaraNo ratings yet
- Expanded Metal: Carbon Steel Grating-Astm A1011Document3 pagesExpanded Metal: Carbon Steel Grating-Astm A1011liamcsNo ratings yet
- Pages From B36.10M 2000Document2 pagesPages From B36.10M 2000Anuj VermaNo ratings yet
- Cold FormingDocument6 pagesCold FormingMOHAMMED AMEEN MOHAMMED QAIDNo ratings yet
- Design Part 2 - TWIDocument9 pagesDesign Part 2 - TWIFreddie KooNo ratings yet
- Extruded Heat Sink DesignDocument3 pagesExtruded Heat Sink DesignSiveshwar BongulaNo ratings yet
- Weld SchedulesDocument7 pagesWeld SchedulesadamzlametNo ratings yet
- Impression Die Forging Cold Forging Open Die Forging Seamless Rolled Ring ForgingDocument6 pagesImpression Die Forging Cold Forging Open Die Forging Seamless Rolled Ring Forgingakashdruva892No ratings yet
- Detailing of Reinforcement in Concrete Structures Volume 1Document244 pagesDetailing of Reinforcement in Concrete Structures Volume 1Ahmed Refaey100% (4)
- Spot WeldingDocument8 pagesSpot Weldingtoyota952No ratings yet
- Welding Domex SteelsDocument16 pagesWelding Domex Steelspozolab100% (1)
- Sheet Metal Design1Document57 pagesSheet Metal Design1Mohamed ZeinNo ratings yet
- Plate GirdersDocument34 pagesPlate GirdersSUDHAKAR KUMARNo ratings yet
- Semitub DesignDocument2 pagesSemitub DesignWero579No ratings yet
- Sheetmetal Design ConsiderationDocument16 pagesSheetmetal Design ConsiderationVikram Borkhediya100% (2)
- Gasket Fabricators Association Technical HandbookDocument19 pagesGasket Fabricators Association Technical HandbookTHETHINHNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Farm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalFrom EverandFarm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalRating: 4.5 out of 5 stars4.5/5 (3)
- 218 ECAB4 D 01Document114 pages218 ECAB4 D 01Vikram BorkhediyaNo ratings yet
- Hero PleasureDocument4 pagesHero PleasureVikram BorkhediyaNo ratings yet
- Patwari 2017 CutoffDocument66 pagesPatwari 2017 CutoffVikram BorkhediyaNo ratings yet
- Owners Manual Activa 5G EnglishDocument83 pagesOwners Manual Activa 5G EnglishVikram Borkhediya50% (2)
- Desub Mandual TbeltDocument141 pagesDesub Mandual TbeltVikram BorkhediyaNo ratings yet
- Guide To Buying A HouseDocument57 pagesGuide To Buying A HouseVikram BorkhediyaNo ratings yet
- Dr. A. Aziz Bazoune: Mechanical Engineering DepartmentDocument36 pagesDr. A. Aziz Bazoune: Mechanical Engineering DepartmentVikram BorkhediyaNo ratings yet
- Sheetmetal Design GuidelinesDocument5 pagesSheetmetal Design GuidelinesVikram Borkhediya0% (1)
- Fundamentals of CastingDocument18 pagesFundamentals of CastingKasinathan JeevaNo ratings yet
- Stamping Design GuidelineDocument13 pagesStamping Design GuidelineVikram Borkhediya100% (1)
- Dr. A. Aziz Bazoune: King Fahd University of Petroleum & MineralsDocument37 pagesDr. A. Aziz Bazoune: King Fahd University of Petroleum & MineralsVikram BorkhediyaNo ratings yet
- 2 - Design BasicsDocument26 pages2 - Design BasicsVikas TiwariNo ratings yet
- 16 Suspension 3Document37 pages16 Suspension 3Sunilkumar ReddyNo ratings yet
- Guided Linear Motion Components & SystemsDocument44 pagesGuided Linear Motion Components & SystemsVikram BorkhediyaNo ratings yet
- Mechanical Engineering SyllabusDocument3 pagesMechanical Engineering SyllabusVikram BorkhediyaNo ratings yet
- Automobile Body BuildingDocument4 pagesAutomobile Body BuildingVikram BorkhediyaNo ratings yet
- OMRON Home SensorDocument4 pagesOMRON Home SensorVikram BorkhediyaNo ratings yet