
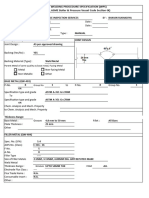
Neo Structo Construction Limited Welding Procedure Specifications (WPS) (QW-200.1, SEC IX, ASME Boiler and Pressure Vessel Code)
Neo Structo Construction Limited Welding Procedure Specifications (WPS) (QW-200.1, SEC IX, ASME Boiler and Pressure Vessel Code)
You might also like
- WPS GTAW Stainless SteelDocument2 pagesWPS GTAW Stainless SteelSrinivasan Muruganantham84% (31)
- PQR FormatDocument2 pagesPQR Formatravi0009880% (5)
- Wps For SS 304Document3 pagesWps For SS 304MuraliKrishna87% (23)
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingPutry NHy Saya0% (1)
- Qw-482 Welding Procedure Specification (WPS)Document4 pagesQw-482 Welding Procedure Specification (WPS)Aldeline SungahidNo ratings yet
- Sample Wps-Carbon Steel GTAW+SMAWDocument2 pagesSample Wps-Carbon Steel GTAW+SMAWchetan85100% (7)
- 653 WPS-PQR PDFDocument4 pages653 WPS-PQR PDFETSNo ratings yet
- WPS1Document10 pagesWPS1bhavin178No ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- Welding SOP 29 Feb 12 1Document6 pagesWelding SOP 29 Feb 12 1Trương Định100% (1)
- Kemppi Master Mastertig 1400 1500 2200 2800 3500 PDFDocument31 pagesKemppi Master Mastertig 1400 1500 2200 2800 3500 PDFAnonymous nC9gpUWPNo ratings yet
- Course: 141 Tig Welding of Stainless SteelDocument17 pagesCourse: 141 Tig Welding of Stainless Steelamir moniriNo ratings yet
- WPS002 312Document2 pagesWPS002 312proxywarNo ratings yet
- (Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Document2 pages(Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Quality LaveenaNo ratings yet
- Welding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection WorkDocument10 pagesWelding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection Workvijayshelke100% (1)
- New Microsoft Excel WorksheetDocument6 pagesNew Microsoft Excel Worksheetravi00098No ratings yet
- Final WPS - ItdcDocument2 pagesFinal WPS - ItdcsarancivilrajNo ratings yet
- WPS 204 NewDocument6 pagesWPS 204 Newarockiyathass100% (1)
- Qw-482 Welding Procedure Specification (WPS)Document4 pagesQw-482 Welding Procedure Specification (WPS)Aldeline Sungahid100% (2)
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- Automatic, Manual, Machine, or Semi-Auto.Document10 pagesAutomatic, Manual, Machine, or Semi-Auto.ChE_MattNo ratings yet
- Welding Procedure Specification: Technip KT India LimitedDocument5 pagesWelding Procedure Specification: Technip KT India LimitedDeepak100% (1)
- Document No.: RevDocument2 pagesDocument No.: RevInaamNo ratings yet
- PQR 005-50-NLG PWHT (Icas)Document2 pagesPQR 005-50-NLG PWHT (Icas)Atilio BarriosNo ratings yet
- Fcaw Wps-001a PDFDocument3 pagesFcaw Wps-001a PDFirfan bari100% (1)
- Wps p91 - BhelDocument2 pagesWps p91 - BhelAshish Gupta100% (4)
- Welding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxDocument4 pagesWelding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxLipika GayenNo ratings yet
- Wps LCC Gt6 Cs GT 001Document3 pagesWps LCC Gt6 Cs GT 001AhedNo ratings yet
- Welding Procedure SpecificationsDocument2 pagesWelding Procedure SpecificationsIOT ISPRL100% (1)
- Welding Procedure Specification Joint Venture: Azzawiya Control System Modernization ProjectDocument4 pagesWelding Procedure Specification Joint Venture: Azzawiya Control System Modernization ProjectwentropremNo ratings yet
- WPS GTAW Stainless SteelDocument4 pagesWPS GTAW Stainless SteelAnand NarayananNo ratings yet
- Mechanical Engineering M.Abdul GhoziDocument4 pagesMechanical Engineering M.Abdul GhoziRizaldy PhoenksNo ratings yet
- Welding Procedure Specification-1Document8 pagesWelding Procedure Specification-1Suresh Rathod100% (2)
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
- Wps For Akbtpl E-6013 - ModifiedDocument13 pagesWps For Akbtpl E-6013 - ModifiedvinayNo ratings yet
- WPSDocument2 pagesWPSBalu SukumarNo ratings yet
- As Run Sheet-Pqr-051Document14 pagesAs Run Sheet-Pqr-051Anonymous rYZyQQot550% (1)
- Essar Constructions Ltd. Hazira.: List of FormatsDocument68 pagesEssar Constructions Ltd. Hazira.: List of Formatsravi00098No ratings yet
- 2005-05 - WPS & PQR C5Document6 pages2005-05 - WPS & PQR C5misthahNo ratings yet
- Qw-482 - Welding Procedure Specification: (Ref. Specification: Asme Section Ix)Document48 pagesQw-482 - Welding Procedure Specification: (Ref. Specification: Asme Section Ix)kamalakarsastry13530% (1)
- Mailam India Limited Qw-482: Welding Procedure Specification (WPS)Document2 pagesMailam India Limited Qw-482: Welding Procedure Specification (WPS)Asad Bin Ala QatariNo ratings yet
- WPS&PQR For PipeDocument5 pagesWPS&PQR For PipeKAMALNo ratings yet
- TopCorbelco - WPS FCAW Sa 516 GR 70Document6 pagesTopCorbelco - WPS FCAW Sa 516 GR 70miltonangulomorrisNo ratings yet
- Welding Procedure Specification: Page 1 of 1Document2 pagesWelding Procedure Specification: Page 1 of 1Harshad100% (1)
- Welding Book Revised 2012 07 14Document15 pagesWelding Book Revised 2012 07 14surya1960No ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- Procedure Qualification Records (PQR) : in Accordance With ASME SECTION IX For Power PippingDocument6 pagesProcedure Qualification Records (PQR) : in Accordance With ASME SECTION IX For Power PippingNovita Dwi IsnaeniNo ratings yet
- Wps LCC Gt6 Cs GTSM 002Document3 pagesWps LCC Gt6 Cs GTSM 002AhedNo ratings yet
- WPS-PQR Gr. CF8MDocument9 pagesWPS-PQR Gr. CF8Mansarmulla711No ratings yet
- WPS-PQR Gr. WCBDocument9 pagesWPS-PQR Gr. WCBansarmulla711No ratings yet
- FCAW Overlay WPSDocument2 pagesFCAW Overlay WPSAsad Bin Ala Qatari100% (1)
- Groove DesignDocument4 pagesGroove DesignElizabeth SpenceNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Advanced Electric Drives: Analysis, Control, and Modeling Using MATLAB / SimulinkFrom EverandAdvanced Electric Drives: Analysis, Control, and Modeling Using MATLAB / SimulinkNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- ASMI CoCrDocument5 pagesASMI CoCrprimaNo ratings yet
- Stainless SteelsDocument4 pagesStainless SteelsElMacheteDelHuesoNo ratings yet
- 26feb05 Wps PQR OpenDocument3 pages26feb05 Wps PQR OpenmiteshNo ratings yet
- Welding QuizDocument18 pagesWelding QuizPankaj Shrivastva100% (1)
- Echipamente de Sudare EWMDocument148 pagesEchipamente de Sudare EWMRogo CatalinNo ratings yet
- P91 Repair With NiCrDocument76 pagesP91 Repair With NiCrElias KapaNo ratings yet
- Caddy TIG 2200i AC/DCDocument2 pagesCaddy TIG 2200i AC/DCDanut RusNo ratings yet
- 312 - Welding of Domex and Docol Advanced High Strength SteelsDocument24 pages312 - Welding of Domex and Docol Advanced High Strength SteelsmustafagoresNo ratings yet
- Welder Qualification Records (WQT)Document17 pagesWelder Qualification Records (WQT)คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Guide Cast Iron WeldingDocument8 pagesGuide Cast Iron WeldingAgustine SetiawanNo ratings yet
- Plasma Arc Welding 19d41a0329 FinalDocument36 pagesPlasma Arc Welding 19d41a0329 Final20-119 KATRAVATH HARINo ratings yet
- Zelda Welder Brochure Eqip SoldaDocument24 pagesZelda Welder Brochure Eqip SoldaoficialcureNo ratings yet
- Buddyarc400i Usuario En-UsDocument16 pagesBuddyarc400i Usuario En-UsShivam SinghNo ratings yet
- Structural Bearing Solution: Service - Quality - EconomyDocument32 pagesStructural Bearing Solution: Service - Quality - EconomyJENPARK0No ratings yet
- Caddy Professional 250: Instruction ManualDocument12 pagesCaddy Professional 250: Instruction Manualaah123276No ratings yet
- Apv Delta Sv1Document20 pagesApv Delta Sv1VLASTARNo ratings yet
- Pipeline Stalk Fabrication Plan For Wp2: Etame Expansion Project Offshore Installation 12022Document25 pagesPipeline Stalk Fabrication Plan For Wp2: Etame Expansion Project Offshore Installation 12022William O OkolotuNo ratings yet
- Computer-Based Selection of Joining Processes Methods, Software and Case StudiesDocument10 pagesComputer-Based Selection of Joining Processes Methods, Software and Case StudiesGabriel LópezNo ratings yet
- Procedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaDocument2 pagesProcedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaMulPXNo ratings yet
- Resume of Petespete123Document2 pagesResume of Petespete123api-23500328No ratings yet
- Technology and Livelihood Education 8 Basic Welding (SMAW) : Repair Maintenance O O O O 12Document2 pagesTechnology and Livelihood Education 8 Basic Welding (SMAW) : Repair Maintenance O O O O 12gggNo ratings yet
- 49 Dstu en So 14343 2019 Zvaryuvaln Mater AliDocument23 pages49 Dstu en So 14343 2019 Zvaryuvaln Mater AliUDDOM CHHENGNo ratings yet
- AGA Fume Gases Facts About UKDocument20 pagesAGA Fume Gases Facts About UKPeter's KitchenNo ratings yet
- Welder NIMI Q 2Document30 pagesWelder NIMI Q 2Mahesh SonarNo ratings yet
- The Problem and Its SettingDocument50 pagesThe Problem and Its SettingSherren Marie Nala100% (1)
- Procedure Qualification Record PQRDocument3 pagesProcedure Qualification Record PQRNMBaihakiAR100% (1)
- Arclog X Manual 1.19Document55 pagesArclog X Manual 1.19davmac79No ratings yet





























































































Download as xls, pdf, or txt
You might also like
- WPS GTAW Stainless SteelDocument2 pagesWPS GTAW Stainless SteelSrinivasan Muruganantham84% (31)
- PQR FormatDocument2 pagesPQR Formatravi0009880% (5)
- Wps For SS 304Document3 pagesWps For SS 304MuraliKrishna87% (23)
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingPutry NHy Saya0% (1)
- Qw-482 Welding Procedure Specification (WPS)Document4 pagesQw-482 Welding Procedure Specification (WPS)Aldeline SungahidNo ratings yet
- Sample Wps-Carbon Steel GTAW+SMAWDocument2 pagesSample Wps-Carbon Steel GTAW+SMAWchetan85100% (7)
- 653 WPS-PQR PDFDocument4 pages653 WPS-PQR PDFETSNo ratings yet
- WPS1Document10 pagesWPS1bhavin178No ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- Welding SOP 29 Feb 12 1Document6 pagesWelding SOP 29 Feb 12 1Trương Định100% (1)
- Kemppi Master Mastertig 1400 1500 2200 2800 3500 PDFDocument31 pagesKemppi Master Mastertig 1400 1500 2200 2800 3500 PDFAnonymous nC9gpUWPNo ratings yet
- Course: 141 Tig Welding of Stainless SteelDocument17 pagesCourse: 141 Tig Welding of Stainless Steelamir moniriNo ratings yet
- WPS002 312Document2 pagesWPS002 312proxywarNo ratings yet
- (Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Document2 pages(Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Quality LaveenaNo ratings yet
- Welding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection WorkDocument10 pagesWelding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection Workvijayshelke100% (1)
- New Microsoft Excel WorksheetDocument6 pagesNew Microsoft Excel Worksheetravi00098No ratings yet
- Final WPS - ItdcDocument2 pagesFinal WPS - ItdcsarancivilrajNo ratings yet
- WPS 204 NewDocument6 pagesWPS 204 Newarockiyathass100% (1)
- Qw-482 Welding Procedure Specification (WPS)Document4 pagesQw-482 Welding Procedure Specification (WPS)Aldeline Sungahid100% (2)
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- Automatic, Manual, Machine, or Semi-Auto.Document10 pagesAutomatic, Manual, Machine, or Semi-Auto.ChE_MattNo ratings yet
- Welding Procedure Specification: Technip KT India LimitedDocument5 pagesWelding Procedure Specification: Technip KT India LimitedDeepak100% (1)
- Document No.: RevDocument2 pagesDocument No.: RevInaamNo ratings yet
- PQR 005-50-NLG PWHT (Icas)Document2 pagesPQR 005-50-NLG PWHT (Icas)Atilio BarriosNo ratings yet
- Fcaw Wps-001a PDFDocument3 pagesFcaw Wps-001a PDFirfan bari100% (1)
- Wps p91 - BhelDocument2 pagesWps p91 - BhelAshish Gupta100% (4)
- Welding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxDocument4 pagesWelding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxLipika GayenNo ratings yet
- Wps LCC Gt6 Cs GT 001Document3 pagesWps LCC Gt6 Cs GT 001AhedNo ratings yet
- Welding Procedure SpecificationsDocument2 pagesWelding Procedure SpecificationsIOT ISPRL100% (1)
- Welding Procedure Specification Joint Venture: Azzawiya Control System Modernization ProjectDocument4 pagesWelding Procedure Specification Joint Venture: Azzawiya Control System Modernization ProjectwentropremNo ratings yet
- WPS GTAW Stainless SteelDocument4 pagesWPS GTAW Stainless SteelAnand NarayananNo ratings yet
- Mechanical Engineering M.Abdul GhoziDocument4 pagesMechanical Engineering M.Abdul GhoziRizaldy PhoenksNo ratings yet
- Welding Procedure Specification-1Document8 pagesWelding Procedure Specification-1Suresh Rathod100% (2)
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
- Wps For Akbtpl E-6013 - ModifiedDocument13 pagesWps For Akbtpl E-6013 - ModifiedvinayNo ratings yet
- WPSDocument2 pagesWPSBalu SukumarNo ratings yet
- As Run Sheet-Pqr-051Document14 pagesAs Run Sheet-Pqr-051Anonymous rYZyQQot550% (1)
- Essar Constructions Ltd. Hazira.: List of FormatsDocument68 pagesEssar Constructions Ltd. Hazira.: List of Formatsravi00098No ratings yet
- 2005-05 - WPS & PQR C5Document6 pages2005-05 - WPS & PQR C5misthahNo ratings yet
- Qw-482 - Welding Procedure Specification: (Ref. Specification: Asme Section Ix)Document48 pagesQw-482 - Welding Procedure Specification: (Ref. Specification: Asme Section Ix)kamalakarsastry13530% (1)
- Mailam India Limited Qw-482: Welding Procedure Specification (WPS)Document2 pagesMailam India Limited Qw-482: Welding Procedure Specification (WPS)Asad Bin Ala QatariNo ratings yet
- WPS&PQR For PipeDocument5 pagesWPS&PQR For PipeKAMALNo ratings yet
- TopCorbelco - WPS FCAW Sa 516 GR 70Document6 pagesTopCorbelco - WPS FCAW Sa 516 GR 70miltonangulomorrisNo ratings yet
- Welding Procedure Specification: Page 1 of 1Document2 pagesWelding Procedure Specification: Page 1 of 1Harshad100% (1)
- Welding Book Revised 2012 07 14Document15 pagesWelding Book Revised 2012 07 14surya1960No ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- Procedure Qualification Records (PQR) : in Accordance With ASME SECTION IX For Power PippingDocument6 pagesProcedure Qualification Records (PQR) : in Accordance With ASME SECTION IX For Power PippingNovita Dwi IsnaeniNo ratings yet
- Wps LCC Gt6 Cs GTSM 002Document3 pagesWps LCC Gt6 Cs GTSM 002AhedNo ratings yet
- WPS-PQR Gr. CF8MDocument9 pagesWPS-PQR Gr. CF8Mansarmulla711No ratings yet
- WPS-PQR Gr. WCBDocument9 pagesWPS-PQR Gr. WCBansarmulla711No ratings yet
- FCAW Overlay WPSDocument2 pagesFCAW Overlay WPSAsad Bin Ala Qatari100% (1)
- Groove DesignDocument4 pagesGroove DesignElizabeth SpenceNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Advanced Electric Drives: Analysis, Control, and Modeling Using MATLAB / SimulinkFrom EverandAdvanced Electric Drives: Analysis, Control, and Modeling Using MATLAB / SimulinkNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- ASMI CoCrDocument5 pagesASMI CoCrprimaNo ratings yet
- Stainless SteelsDocument4 pagesStainless SteelsElMacheteDelHuesoNo ratings yet
- 26feb05 Wps PQR OpenDocument3 pages26feb05 Wps PQR OpenmiteshNo ratings yet
- Welding QuizDocument18 pagesWelding QuizPankaj Shrivastva100% (1)
- Echipamente de Sudare EWMDocument148 pagesEchipamente de Sudare EWMRogo CatalinNo ratings yet
- P91 Repair With NiCrDocument76 pagesP91 Repair With NiCrElias KapaNo ratings yet
- Caddy TIG 2200i AC/DCDocument2 pagesCaddy TIG 2200i AC/DCDanut RusNo ratings yet
- 312 - Welding of Domex and Docol Advanced High Strength SteelsDocument24 pages312 - Welding of Domex and Docol Advanced High Strength SteelsmustafagoresNo ratings yet
- Welder Qualification Records (WQT)Document17 pagesWelder Qualification Records (WQT)คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Guide Cast Iron WeldingDocument8 pagesGuide Cast Iron WeldingAgustine SetiawanNo ratings yet
- Plasma Arc Welding 19d41a0329 FinalDocument36 pagesPlasma Arc Welding 19d41a0329 Final20-119 KATRAVATH HARINo ratings yet
- Zelda Welder Brochure Eqip SoldaDocument24 pagesZelda Welder Brochure Eqip SoldaoficialcureNo ratings yet
- Buddyarc400i Usuario En-UsDocument16 pagesBuddyarc400i Usuario En-UsShivam SinghNo ratings yet
- Structural Bearing Solution: Service - Quality - EconomyDocument32 pagesStructural Bearing Solution: Service - Quality - EconomyJENPARK0No ratings yet
- Caddy Professional 250: Instruction ManualDocument12 pagesCaddy Professional 250: Instruction Manualaah123276No ratings yet
- Apv Delta Sv1Document20 pagesApv Delta Sv1VLASTARNo ratings yet
- Pipeline Stalk Fabrication Plan For Wp2: Etame Expansion Project Offshore Installation 12022Document25 pagesPipeline Stalk Fabrication Plan For Wp2: Etame Expansion Project Offshore Installation 12022William O OkolotuNo ratings yet
- Computer-Based Selection of Joining Processes Methods, Software and Case StudiesDocument10 pagesComputer-Based Selection of Joining Processes Methods, Software and Case StudiesGabriel LópezNo ratings yet
- Procedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaDocument2 pagesProcedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaMulPXNo ratings yet
- Resume of Petespete123Document2 pagesResume of Petespete123api-23500328No ratings yet
- Technology and Livelihood Education 8 Basic Welding (SMAW) : Repair Maintenance O O O O 12Document2 pagesTechnology and Livelihood Education 8 Basic Welding (SMAW) : Repair Maintenance O O O O 12gggNo ratings yet
- 49 Dstu en So 14343 2019 Zvaryuvaln Mater AliDocument23 pages49 Dstu en So 14343 2019 Zvaryuvaln Mater AliUDDOM CHHENGNo ratings yet
- AGA Fume Gases Facts About UKDocument20 pagesAGA Fume Gases Facts About UKPeter's KitchenNo ratings yet
- Welder NIMI Q 2Document30 pagesWelder NIMI Q 2Mahesh SonarNo ratings yet
- The Problem and Its SettingDocument50 pagesThe Problem and Its SettingSherren Marie Nala100% (1)
- Procedure Qualification Record PQRDocument3 pagesProcedure Qualification Record PQRNMBaihakiAR100% (1)
- Arclog X Manual 1.19Document55 pagesArclog X Manual 1.19davmac79No ratings yet