Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- SABP Q 004 HX Hor VesselsDocument55 pagesSABP Q 004 HX Hor Vesselsaseptman1No ratings yet
- IBT Sample Questions: ScienceDocument2 pagesIBT Sample Questions: Scienceshrutiverma_1100% (1)
- 2014SRWQTS014 Hubro Engineering SDN BHDDocument2 pages2014SRWQTS014 Hubro Engineering SDN BHDjohnnyquest_86No ratings yet
- Harum Bidang Testing GuidelineDocument2 pagesHarum Bidang Testing Guidelinejohnnyquest_86No ratings yet
- CIDB Enquiry Form - Final - Sept 2013Document3 pagesCIDB Enquiry Form - Final - Sept 2013johnnyquest_86No ratings yet
- Brochure Sarawak SIRIM QASDocument2 pagesBrochure Sarawak SIRIM QASjohnnyquest_86No ratings yet
- Cidb Quality Control 2013-IronsteelDocument6 pagesCidb Quality Control 2013-Ironsteeljohnnyquest_86No ratings yet
- PVC Chain Link Fabric Class 2b Fused and Adhered1Document2 pagesPVC Chain Link Fabric Class 2b Fused and Adhered1johnnyquest_86100% (1)
- Jis E1103-1993Document5 pagesJis E1103-1993johnnyquest_86No ratings yet
- JIS Standards Conv2Document26 pagesJIS Standards Conv2johnnyquest_86No ratings yet
- Jis G3141Document0 pagesJis G3141johnnyquest_86No ratings yet
- Injection Molding - Definition, Process, Parts, Types, & Defects (With PDFDocument24 pagesInjection Molding - Definition, Process, Parts, Types, & Defects (With PDFSolikinSolehNo ratings yet
- Instalay 30 Technical SpecificationDocument2 pagesInstalay 30 Technical SpecificationshanNo ratings yet
- DesignDocument9 pagesDesignSai PalaniNo ratings yet
- Ishrae PDFDocument39 pagesIshrae PDFShivraj SawantNo ratings yet
- CF8M ValvesDocument4 pagesCF8M ValvesPranav PrashantNo ratings yet
- Support CalculationDocument16 pagesSupport Calculationhosny1987No ratings yet
- Astm A255Document26 pagesAstm A255amit gajbhiye100% (1)
- Footings and FoundationsDocument13 pagesFootings and Foundationsg4goharNo ratings yet
- 03 - NFAF - AcousticDocument4 pages03 - NFAF - AcousticRAMI HAMADNo ratings yet
- HDPE LINER SpecificationDocument17 pagesHDPE LINER SpecificationAmmar JassimNo ratings yet
- Lecture 2Document7 pagesLecture 2AsalinaNo ratings yet
- Principles of Air Conditioning SystemDocument9 pagesPrinciples of Air Conditioning SystemMasudur RahmanNo ratings yet
- Acceptance CriteriaDocument10 pagesAcceptance CriteriaRavindra S. Jivani100% (2)
- 31-36 Empire State Building FinalDocument30 pages31-36 Empire State Building FinalSagar GheewalaNo ratings yet
- The World of Two-Dimensional Carbides and Nitrides (MXenes)Document16 pagesThe World of Two-Dimensional Carbides and Nitrides (MXenes)Arkan AzaniNo ratings yet
- Sa283c Stress-Strain CurveDocument7 pagesSa283c Stress-Strain CurveAnonymous AtAGVssJNo ratings yet
- Column Design To EurocodesDocument77 pagesColumn Design To EurocodesYAHAMPATH ARACHCHIGE PASAN MADURA YahampathNo ratings yet
- Vortex Induced Vibrations: Flow Separation and Pressure DragDocument7 pagesVortex Induced Vibrations: Flow Separation and Pressure DragDanial KhanNo ratings yet
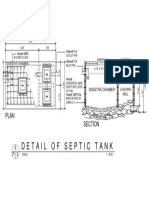
- Detail of Septic Tank: Plan SectionDocument1 pageDetail of Septic Tank: Plan Sectionar. berna quiambaoNo ratings yet
- Sprinkler Victaulic UprightDocument34 pagesSprinkler Victaulic UprightJhonatan AZNo ratings yet
- Types of Pipes and Their UsesDocument8 pagesTypes of Pipes and Their UsesMENDOZA Marie GenielleNo ratings yet
- Material (Arch) Pro-Kitchen - 26-08-2015 - 03Document166 pagesMaterial (Arch) Pro-Kitchen - 26-08-2015 - 03NADEEMNo ratings yet
- Silkolene Comp4 4TDocument2 pagesSilkolene Comp4 4TAlex SimõesNo ratings yet
- Civil Engineering: Sr. No. Core Areas PercentageDocument9 pagesCivil Engineering: Sr. No. Core Areas PercentageIzo SeremNo ratings yet
- Thermal Management of Power ElectronicsDocument6 pagesThermal Management of Power Electronicsh4n5_chr1sNo ratings yet
- Ce 424 ADocument2 pagesCe 424 ASumanNo ratings yet
- Datasheet CP14 199 045 L2 W4.5Document3 pagesDatasheet CP14 199 045 L2 W4.5Ryan VinluanNo ratings yet
- Instrucciones de Operacion MB 500 MB 700 MB 700 DP MB 800 MB 1000 MB 1000 DP MB 1700 MB 1700 DPDocument56 pagesInstrucciones de Operacion MB 500 MB 700 MB 700 DP MB 800 MB 1000 MB 1000 DP MB 1700 MB 1700 DPMartin MartinezNo ratings yet