
CASE STUDY On Phosphoric Acid Plant Process
CASE STUDY On Phosphoric Acid Plant Process
You might also like
- Production of Nitrophosphate - Based NPK FertilizersDocument34 pagesProduction of Nitrophosphate - Based NPK Fertilizersleo nineNo ratings yet
- Process Flow Diagram - Nitric AcidDocument1 pageProcess Flow Diagram - Nitric AcidAsma NasserNo ratings yet
- DAP SPC ReportDocument11 pagesDAP SPC ReportAditya MuruganNo ratings yet
- CaprolactamDocument4 pagesCaprolactamArchie HisolerNo ratings yet
- α‑Calcium Sulfate Hemihydrate PDFDocument7 pagesα‑Calcium Sulfate Hemihydrate PDFconker4No ratings yet
- The Operating Experience of Nitrophosphate Plant PDFDocument6 pagesThe Operating Experience of Nitrophosphate Plant PDFasad100% (2)
- Phosphat Fertilizer Plant PDFDocument4 pagesPhosphat Fertilizer Plant PDFwakasensei99No ratings yet
- Processing Phosphates For Use in The Fertilizer IndustryDocument4 pagesProcessing Phosphates For Use in The Fertilizer IndustrydzungNo ratings yet
- Tittle: Design Basis: 500MTD TSP. Site Condition: We Have Chosen Feni As Our Plant LocationDocument5 pagesTittle: Design Basis: 500MTD TSP. Site Condition: We Have Chosen Feni As Our Plant Locationসাইদুর রহমানNo ratings yet
- 2002 Tech AzconaDocument19 pages2002 Tech AzconaOgunranti Rasaq100% (1)
- Phosphate & NPK Fertilizer Technology, Production Cost, Supply - DemandDocument4 pagesPhosphate & NPK Fertilizer Technology, Production Cost, Supply - DemanddzungNo ratings yet
- Prayon Brochure PRT 2012Document20 pagesPrayon Brochure PRT 2012kalyan555100% (1)
- 10.2.2 PCS Phosphate's New 4500 STPD Sulfuric Acid Plant in AuroraDocument20 pages10.2.2 PCS Phosphate's New 4500 STPD Sulfuric Acid Plant in AuroraCarlosNo ratings yet
- Saleem India BlogDocument16 pagesSaleem India BlogSubbaReddyNo ratings yet
- SSPDocument11 pagesSSPMuhammad AmjadNo ratings yet
- Working in A Fertilizer ComplexDocument49 pagesWorking in A Fertilizer ComplexSurendarNo ratings yet
- Field Trip Report - FinalDocument9 pagesField Trip Report - Finaldmscott10No ratings yet
- Odda Process Report CopyDocument24 pagesOdda Process Report CopySB100% (1)
- Single Super PhosphateDocument3 pagesSingle Super PhosphateHafiz AtiqNo ratings yet
- 0809S2 - Abs Nexant Report Phosphoric AcidDocument6 pages0809S2 - Abs Nexant Report Phosphoric Acidlhphong021191No ratings yet
- III Sem ICTDocument33 pagesIII Sem ICToctoviancletusNo ratings yet
- Iffco ReportDocument34 pagesIffco ReportVarun Kaushal0% (1)
- PAP Design BasisDocument17 pagesPAP Design BasisBiju JosephNo ratings yet
- Ammonium Sulfate (ZA)Document8 pagesAmmonium Sulfate (ZA)Ulfa Nurul AuliaNo ratings yet
- Balanced NP and NPK Fertilizers Based On Purified Ammophos Suspension Nitrogen FertilizersDocument7 pagesBalanced NP and NPK Fertilizers Based On Purified Ammophos Suspension Nitrogen FertilizersValentina OssaNo ratings yet
- 2000 Ifa Neworleans GobbitDocument14 pages2000 Ifa Neworleans GobbitFajar ZonaNo ratings yet
- Nitro Phosphate Report Rev.02Document21 pagesNitro Phosphate Report Rev.02Hassaan AhmadNo ratings yet
- Clear Edge Solid Reduction 1Document2 pagesClear Edge Solid Reduction 1balachandar thavamaniNo ratings yet
- Lubricants - Product Data Sheet: EnkloDocument2 pagesLubricants - Product Data Sheet: EnkloDee RajaNo ratings yet
- 10.-Ficha NPK (Steam Granulation)Document2 pages10.-Ficha NPK (Steam Granulation)pvttinh100% (1)
- Sulphuric Acid (H2SO4)Document11 pagesSulphuric Acid (H2SO4)Vedita Saraf BudaniaNo ratings yet
- Plant Nutrient Dashboard (25.1.2019) - MosaicDocument2 pagesPlant Nutrient Dashboard (25.1.2019) - MosaicAhmed SalehNo ratings yet
- 1996 Ifa Johannesburg WangDocument5 pages1996 Ifa Johannesburg WangKhánh ĐỗNo ratings yet
- NPK Fertilizer DescriptionDocument17 pagesNPK Fertilizer DescriptionShivaniNo ratings yet
- Introduction To PhosphateDocument15 pagesIntroduction To Phosphatermiguelmera4733No ratings yet
- Comparision of AZF Jacobs TechnologyDocument23 pagesComparision of AZF Jacobs Technologyসাইদুর রহমানNo ratings yet
- Lecture 34 PDFDocument5 pagesLecture 34 PDFSonuNo ratings yet
- The Process of Manufacture of Urea in A Naphtha Based PlantDocument4 pagesThe Process of Manufacture of Urea in A Naphtha Based PlantahmedkhidryagoubNo ratings yet
- TA29Document5 pagesTA29abderrahimnNo ratings yet
- Ammonia The Next StepDocument11 pagesAmmonia The Next StepmuralleroNo ratings yet
- Single Super PhosphateDocument2 pagesSingle Super PhosphateAnonymous NUn6MESxNo ratings yet
- AcknowledgementDocument35 pagesAcknowledgementSaba HafeezNo ratings yet
- Manufacturing of Phosphoric Acid - FinalDocument54 pagesManufacturing of Phosphoric Acid - FinalPawan SuvarnaNo ratings yet
- Sulfur Burning Processes and Acid Plant DDocument4 pagesSulfur Burning Processes and Acid Plant DacckypenrynNo ratings yet
- PROCESS Description 2Document9 pagesPROCESS Description 2Nabeel SiddiqueNo ratings yet
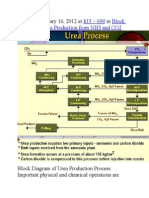
- Published January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2Document9 pagesPublished January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2himanshuchawla654No ratings yet
- Hemi EraDocument24 pagesHemi ErasahjNo ratings yet
- Ud He TechnologyDocument16 pagesUd He TechnologyBejavada Suresh100% (1)
- Diammonium PhosphateDocument3 pagesDiammonium PhosphateJohannah Jane AbuelNo ratings yet
- Reactor Kinetics of Urea Formation: November 2015Document21 pagesReactor Kinetics of Urea Formation: November 2015Javiera MellaNo ratings yet
- Producción Del Ácido SulfúricoDocument102 pagesProducción Del Ácido SulfúricoLuis Diego Cardenas PadillaNo ratings yet
- 2000 Ifa Neworleans Lauchard PDFDocument17 pages2000 Ifa Neworleans Lauchard PDFkresimir.mikoc9765No ratings yet
- SSP Process DescriptionDocument10 pagesSSP Process DescriptionChirag JaniNo ratings yet
- Chapter Two Feasibility Study 2.0 Methods of Producing Ammonium Sulphate, ( (NH) SO)Document9 pagesChapter Two Feasibility Study 2.0 Methods of Producing Ammonium Sulphate, ( (NH) SO)Adeyoju RebeccaNo ratings yet
- Phosphoric Acid Flow Sheet of Dihydrate ProcessDocument3 pagesPhosphoric Acid Flow Sheet of Dihydrate ProcessPrakash Mylar100% (1)
- Phosphorus IndustryDocument38 pagesPhosphorus IndustryS S S REDDY100% (1)
- Control of Evaporator in The Production of UreaDocument15 pagesControl of Evaporator in The Production of Ureatariq fareedNo ratings yet
- Iffco PlantDocument75 pagesIffco PlantKailash Patel100% (1)
- Odi Fertilizer Plant Case HistoryDocument16 pagesOdi Fertilizer Plant Case HistoryrachedNo ratings yet
- Guidelines On FCC Fractionator Bottoms System Rev2Document5 pagesGuidelines On FCC Fractionator Bottoms System Rev2M Scott GreenNo ratings yet
- Environmental Hazards and Human HealthDocument52 pagesEnvironmental Hazards and Human HealthIsrael NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- Glossary Chapter 09Document1 pageGlossary Chapter 09Israel NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- No Questions For This ChapterDocument1 pageNo Questions For This ChapterIsrael NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet







































































Download as docx, pdf, or txt
You might also like
- Production of Nitrophosphate - Based NPK FertilizersDocument34 pagesProduction of Nitrophosphate - Based NPK Fertilizersleo nineNo ratings yet
- Process Flow Diagram - Nitric AcidDocument1 pageProcess Flow Diagram - Nitric AcidAsma NasserNo ratings yet
- DAP SPC ReportDocument11 pagesDAP SPC ReportAditya MuruganNo ratings yet
- CaprolactamDocument4 pagesCaprolactamArchie HisolerNo ratings yet
- α‑Calcium Sulfate Hemihydrate PDFDocument7 pagesα‑Calcium Sulfate Hemihydrate PDFconker4No ratings yet
- The Operating Experience of Nitrophosphate Plant PDFDocument6 pagesThe Operating Experience of Nitrophosphate Plant PDFasad100% (2)
- Phosphat Fertilizer Plant PDFDocument4 pagesPhosphat Fertilizer Plant PDFwakasensei99No ratings yet
- Processing Phosphates For Use in The Fertilizer IndustryDocument4 pagesProcessing Phosphates For Use in The Fertilizer IndustrydzungNo ratings yet
- Tittle: Design Basis: 500MTD TSP. Site Condition: We Have Chosen Feni As Our Plant LocationDocument5 pagesTittle: Design Basis: 500MTD TSP. Site Condition: We Have Chosen Feni As Our Plant Locationসাইদুর রহমানNo ratings yet
- 2002 Tech AzconaDocument19 pages2002 Tech AzconaOgunranti Rasaq100% (1)
- Phosphate & NPK Fertilizer Technology, Production Cost, Supply - DemandDocument4 pagesPhosphate & NPK Fertilizer Technology, Production Cost, Supply - DemanddzungNo ratings yet
- Prayon Brochure PRT 2012Document20 pagesPrayon Brochure PRT 2012kalyan555100% (1)
- 10.2.2 PCS Phosphate's New 4500 STPD Sulfuric Acid Plant in AuroraDocument20 pages10.2.2 PCS Phosphate's New 4500 STPD Sulfuric Acid Plant in AuroraCarlosNo ratings yet
- Saleem India BlogDocument16 pagesSaleem India BlogSubbaReddyNo ratings yet
- SSPDocument11 pagesSSPMuhammad AmjadNo ratings yet
- Working in A Fertilizer ComplexDocument49 pagesWorking in A Fertilizer ComplexSurendarNo ratings yet
- Field Trip Report - FinalDocument9 pagesField Trip Report - Finaldmscott10No ratings yet
- Odda Process Report CopyDocument24 pagesOdda Process Report CopySB100% (1)
- Single Super PhosphateDocument3 pagesSingle Super PhosphateHafiz AtiqNo ratings yet
- 0809S2 - Abs Nexant Report Phosphoric AcidDocument6 pages0809S2 - Abs Nexant Report Phosphoric Acidlhphong021191No ratings yet
- III Sem ICTDocument33 pagesIII Sem ICToctoviancletusNo ratings yet
- Iffco ReportDocument34 pagesIffco ReportVarun Kaushal0% (1)
- PAP Design BasisDocument17 pagesPAP Design BasisBiju JosephNo ratings yet
- Ammonium Sulfate (ZA)Document8 pagesAmmonium Sulfate (ZA)Ulfa Nurul AuliaNo ratings yet
- Balanced NP and NPK Fertilizers Based On Purified Ammophos Suspension Nitrogen FertilizersDocument7 pagesBalanced NP and NPK Fertilizers Based On Purified Ammophos Suspension Nitrogen FertilizersValentina OssaNo ratings yet
- 2000 Ifa Neworleans GobbitDocument14 pages2000 Ifa Neworleans GobbitFajar ZonaNo ratings yet
- Nitro Phosphate Report Rev.02Document21 pagesNitro Phosphate Report Rev.02Hassaan AhmadNo ratings yet
- Clear Edge Solid Reduction 1Document2 pagesClear Edge Solid Reduction 1balachandar thavamaniNo ratings yet
- Lubricants - Product Data Sheet: EnkloDocument2 pagesLubricants - Product Data Sheet: EnkloDee RajaNo ratings yet
- 10.-Ficha NPK (Steam Granulation)Document2 pages10.-Ficha NPK (Steam Granulation)pvttinh100% (1)
- Sulphuric Acid (H2SO4)Document11 pagesSulphuric Acid (H2SO4)Vedita Saraf BudaniaNo ratings yet
- Plant Nutrient Dashboard (25.1.2019) - MosaicDocument2 pagesPlant Nutrient Dashboard (25.1.2019) - MosaicAhmed SalehNo ratings yet
- 1996 Ifa Johannesburg WangDocument5 pages1996 Ifa Johannesburg WangKhánh ĐỗNo ratings yet
- NPK Fertilizer DescriptionDocument17 pagesNPK Fertilizer DescriptionShivaniNo ratings yet
- Introduction To PhosphateDocument15 pagesIntroduction To Phosphatermiguelmera4733No ratings yet
- Comparision of AZF Jacobs TechnologyDocument23 pagesComparision of AZF Jacobs Technologyসাইদুর রহমানNo ratings yet
- Lecture 34 PDFDocument5 pagesLecture 34 PDFSonuNo ratings yet
- The Process of Manufacture of Urea in A Naphtha Based PlantDocument4 pagesThe Process of Manufacture of Urea in A Naphtha Based PlantahmedkhidryagoubNo ratings yet
- TA29Document5 pagesTA29abderrahimnNo ratings yet
- Ammonia The Next StepDocument11 pagesAmmonia The Next StepmuralleroNo ratings yet
- Single Super PhosphateDocument2 pagesSingle Super PhosphateAnonymous NUn6MESxNo ratings yet
- AcknowledgementDocument35 pagesAcknowledgementSaba HafeezNo ratings yet
- Manufacturing of Phosphoric Acid - FinalDocument54 pagesManufacturing of Phosphoric Acid - FinalPawan SuvarnaNo ratings yet
- Sulfur Burning Processes and Acid Plant DDocument4 pagesSulfur Burning Processes and Acid Plant DacckypenrynNo ratings yet
- PROCESS Description 2Document9 pagesPROCESS Description 2Nabeel SiddiqueNo ratings yet
- Published January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2Document9 pagesPublished January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2himanshuchawla654No ratings yet
- Hemi EraDocument24 pagesHemi ErasahjNo ratings yet
- Ud He TechnologyDocument16 pagesUd He TechnologyBejavada Suresh100% (1)
- Diammonium PhosphateDocument3 pagesDiammonium PhosphateJohannah Jane AbuelNo ratings yet
- Reactor Kinetics of Urea Formation: November 2015Document21 pagesReactor Kinetics of Urea Formation: November 2015Javiera MellaNo ratings yet
- Producción Del Ácido SulfúricoDocument102 pagesProducción Del Ácido SulfúricoLuis Diego Cardenas PadillaNo ratings yet
- 2000 Ifa Neworleans Lauchard PDFDocument17 pages2000 Ifa Neworleans Lauchard PDFkresimir.mikoc9765No ratings yet
- SSP Process DescriptionDocument10 pagesSSP Process DescriptionChirag JaniNo ratings yet
- Chapter Two Feasibility Study 2.0 Methods of Producing Ammonium Sulphate, ( (NH) SO)Document9 pagesChapter Two Feasibility Study 2.0 Methods of Producing Ammonium Sulphate, ( (NH) SO)Adeyoju RebeccaNo ratings yet
- Phosphoric Acid Flow Sheet of Dihydrate ProcessDocument3 pagesPhosphoric Acid Flow Sheet of Dihydrate ProcessPrakash Mylar100% (1)
- Phosphorus IndustryDocument38 pagesPhosphorus IndustryS S S REDDY100% (1)
- Control of Evaporator in The Production of UreaDocument15 pagesControl of Evaporator in The Production of Ureatariq fareedNo ratings yet
- Iffco PlantDocument75 pagesIffco PlantKailash Patel100% (1)
- Odi Fertilizer Plant Case HistoryDocument16 pagesOdi Fertilizer Plant Case HistoryrachedNo ratings yet
- Guidelines On FCC Fractionator Bottoms System Rev2Document5 pagesGuidelines On FCC Fractionator Bottoms System Rev2M Scott GreenNo ratings yet
- Environmental Hazards and Human HealthDocument52 pagesEnvironmental Hazards and Human HealthIsrael NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- Glossary Chapter 09Document1 pageGlossary Chapter 09Israel NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- No Questions For This ChapterDocument1 pageNo Questions For This ChapterIsrael NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet
- How Would You Vote?Document1 pageHow Would You Vote?Israel NarvastaNo ratings yet