Download as pdf or txt
You might also like
- 3-DAY Juice Fast: Satvic MovementDocument6 pages3-DAY Juice Fast: Satvic MovementNaveen Gupta100% (1)
- Gaps DietDocument50 pagesGaps DietAna Simionov100% (3)
- Applications of Pectinases in The Commercial Sector: A ReviewDocument14 pagesApplications of Pectinases in The Commercial Sector: A ReviewShofli Yazid Khoirul RoziqinNo ratings yet
- Pectin and Pectinases: Production, Characterization and Industrial Application of Microbial Pectinolytic EnzymesDocument10 pagesPectin and Pectinases: Production, Characterization and Industrial Application of Microbial Pectinolytic EnzymesOgunranti RasaqNo ratings yet
- Pectinases Produced by Microorganisms PDFDocument25 pagesPectinases Produced by Microorganisms PDFcarolasbdNo ratings yet
- Chemistry of Pectin and Its Pharmaceutical Uses: A ReviewDocument23 pagesChemistry of Pectin and Its Pharmaceutical Uses: A ReviewYahaya Umar BalarabeNo ratings yet
- Chemistry of Pectin and Its Pharmaceutical Uses: A Review: January 2003Document24 pagesChemistry of Pectin and Its Pharmaceutical Uses: A Review: January 2003Madalina CalcanNo ratings yet
- Pectinase Is An Enzyme That Breaks Down Pectin, A Polysaccharide Found in Plant Cell WallsDocument9 pagesPectinase Is An Enzyme That Breaks Down Pectin, A Polysaccharide Found in Plant Cell WallsDeepak KesharwaniNo ratings yet
- PectinDocument4 pagesPectinsujithasNo ratings yet
- PectinDocument10 pagesPectinShubhanjana Sikdar100% (1)
- Pectinase From Microorganisms and Its Industrial ADocument15 pagesPectinase From Microorganisms and Its Industrial AfernandoreynaenriquezNo ratings yet
- Kerimat Complete Project 2Document39 pagesKerimat Complete Project 2TemidayoNo ratings yet
- Pectin ReportDocument64 pagesPectin ReportHARSHADNo ratings yet
- September 2016Document21 pagesSeptember 2016arif ihwandaNo ratings yet
- 2023 1 Vaishnavi et-al-JMMFDocument10 pages2023 1 Vaishnavi et-al-JMMFKrishna MurthyNo ratings yet
- Industrial Applications of Pectic Enzymes: A ReviewDocument8 pagesIndustrial Applications of Pectic Enzymes: A ReviewJessica Asitimbay ZuritaNo ratings yet
- Enzyme PectinaseDocument12 pagesEnzyme PectinaseửeNo ratings yet
- Extraction, Purification and Industrial Applications of Pectinase: A ReviewDocument6 pagesExtraction, Purification and Industrial Applications of Pectinase: A ReviewYago L100% (1)
- Food EnzymeDocument31 pagesFood EnzymeTrần Thị Diễm HươngNo ratings yet
- Isolation and Structural Characterisation of Pectin From Endocarp of Citrus DepressaDocument10 pagesIsolation and Structural Characterisation of Pectin From Endocarp of Citrus DepressamauricioNo ratings yet
- Microbial Pectinases Sources, Characterization and ApplicationsDocument16 pagesMicrobial Pectinases Sources, Characterization and ApplicationsChava PjNo ratings yet
- Sources of Pectin, Extraction and Its Applications in Pharmaceutical Industry - An OverviewDocument10 pagesSources of Pectin, Extraction and Its Applications in Pharmaceutical Industry - An OverviewNyerrieNo ratings yet
- Paper No. 01 Paper Title: Food Chemistry Module-07: Pectins and GumsDocument10 pagesPaper No. 01 Paper Title: Food Chemistry Module-07: Pectins and GumsKumar GauravNo ratings yet
- Purification and Biochemical Properties of Microbial Pectinases 2003Document10 pagesPurification and Biochemical Properties of Microbial Pectinases 2003cambacks13No ratings yet
- Farouk Project 2Document37 pagesFarouk Project 2TemidayoNo ratings yet
- Partial Purification and CharacterizationDocument12 pagesPartial Purification and CharacterizationmartivalcgNo ratings yet
- PectinDocument3 pagesPectinDibyakNo ratings yet
- Bioresource Technology: Indu Parmar, H.P. Vasantha RupasingheDocument8 pagesBioresource Technology: Indu Parmar, H.P. Vasantha RupasingheIolandaNo ratings yet
- Food Texture 2Document35 pagesFood Texture 2timea_gheneaNo ratings yet
- Extraction and Purification of PectinDocument32 pagesExtraction and Purification of PectingombossandorNo ratings yet
- ART-ESPINAL-RUIZ-Interaction of DF With Gastrointestinal-2014Document11 pagesART-ESPINAL-RUIZ-Interaction of DF With Gastrointestinal-2014ALEJANDRINA HONORATA SOTELO MENDEZNo ratings yet
- Extraction of Pectin From Orange Peels and Characterizing Its Physical and Chemical PropertiesDocument6 pagesExtraction of Pectin From Orange Peels and Characterizing Its Physical and Chemical PropertiesOla A MostafaNo ratings yet
- Carbohydrates - An Introduction Biology Exams 4 UDocument5 pagesCarbohydrates - An Introduction Biology Exams 4 UChitra SekarNo ratings yet
- Study of The Mechanical Properties of GelsDocument6 pagesStudy of The Mechanical Properties of Gelscamilo OrrabalisNo ratings yet
- 1 s2.0 S0260877417304533 MainDocument9 pages1 s2.0 S0260877417304533 MainStevenCarlNo ratings yet
- Pectina ApaDocument11 pagesPectina ApaStefania DavidNo ratings yet
- Some Important Enzymes and Their Industrial ImportanceDocument13 pagesSome Important Enzymes and Their Industrial ImportanceBOMMIDI JAHNAVI (RA2132001010057)No ratings yet
- Gómez-Mascaraque, L., G. Et Al 2018Document11 pagesGómez-Mascaraque, L., G. Et Al 2018Renata Amorim CarvalhoNo ratings yet
- GMN 018Document9 pagesGMN 018Pavan KNo ratings yet
- Pectins and Their Role in FoodDocument14 pagesPectins and Their Role in FoodKAKAW100% (1)
- Online Article Pectinolytic EnzymeDocument5 pagesOnline Article Pectinolytic EnzymeHà Anh Minh LêNo ratings yet
- Food Structure: Oni Yuliarti, Amanda Low Sok Hoon, Sin Yee ChongDocument8 pagesFood Structure: Oni Yuliarti, Amanda Low Sok Hoon, Sin Yee ChongJuan Esteban Alferez VallejoNo ratings yet
- Enzyme Assay For Identification of Pectin and Pectin DerivativesDocument4 pagesEnzyme Assay For Identification of Pectin and Pectin DerivativesAngels ValenciaNo ratings yet
- Formulation and Drying of Alginate Beads For Controlled Release and Stabilization of InvertaseDocument16 pagesFormulation and Drying of Alginate Beads For Controlled Release and Stabilization of InvertaseAbdur RokhimNo ratings yet
- Conjugation of Ferulic Acid Onto Pectin Affected The Physicochemical, Functional and Antioxidant PropertiesDocument11 pagesConjugation of Ferulic Acid Onto Pectin Affected The Physicochemical, Functional and Antioxidant PropertiesIngrid Carolina Salazar AmorósNo ratings yet
- Flocculation Properties of Pectin in Various SuspensionsDocument4 pagesFlocculation Properties of Pectin in Various SuspensionsLiliTorresNo ratings yet
- Assignment On Enzymes Used As Food AdditivesDocument11 pagesAssignment On Enzymes Used As Food AdditivesRupiya ChakmaNo ratings yet
- Ijbt 4 (2) 186-193 PDFDocument0 pagesIjbt 4 (2) 186-193 PDFdian_2108No ratings yet
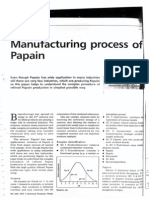
- Manufacturing Process Mrs Gadekar SVDocument4 pagesManufacturing Process Mrs Gadekar SVHongly Nguyen0% (1)
- The Use of Commercial Pectinase in Fruit Juice Industry. Part 3 (2001)Document6 pagesThe Use of Commercial Pectinase in Fruit Juice Industry. Part 3 (2001)Cris51No ratings yet
- Extraction of Pectin From Lemon Peel: Technology DevelopmentDocument6 pagesExtraction of Pectin From Lemon Peel: Technology Developmenthntsa mikaNo ratings yet
- Surfactin - A Review On Biosynthesis, Fermentation, Purification and ApplicationsDocument16 pagesSurfactin - A Review On Biosynthesis, Fermentation, Purification and ApplicationsPranav NakhateNo ratings yet
- 6 - CPUNFAO Rheology and Aggregation of Cactus (Opuntia Ficus-Indica) MucilageDocument8 pages6 - CPUNFAO Rheology and Aggregation of Cactus (Opuntia Ficus-Indica) MucilageFábio Pohhi KrahôNo ratings yet
- Polyketide ReviewDocument11 pagesPolyketide ReviewDigva WillyanNo ratings yet
- Kaolin Pectin TRDocument35 pagesKaolin Pectin TRYndira Cecilia CapiraNo ratings yet
- Dekunpectinase 180505082121Document13 pagesDekunpectinase 180505082121ĐặngThảoNo ratings yet
- Biopolymers and Nanostructured Materials To Develop Pectinases-Based Immobilized Nano-Biocatalytic Systems For Biotechnological ApplicationsDocument17 pagesBiopolymers and Nanostructured Materials To Develop Pectinases-Based Immobilized Nano-Biocatalytic Systems For Biotechnological ApplicationsasmeelyaishakNo ratings yet
- Oonkhanond 2017Document37 pagesOonkhanond 2017Gebby FebriliaNo ratings yet
- Expression and Characterization of A Pectin Methylesterase From Aspergillus NigerDocument7 pagesExpression and Characterization of A Pectin Methylesterase From Aspergillus Nigeritep2023edNo ratings yet
- J Cep 2010 08 015Document7 pagesJ Cep 2010 08 015Vitor ArsenioNo ratings yet
- 2005 Pectinolytic Enzymes Secreted by Yeasts From Tropical FruitsDocument7 pages2005 Pectinolytic Enzymes Secreted by Yeasts From Tropical FruitsMarcelina Mendoza SalazarNo ratings yet
- Encapsulation and Controlled Release Technologies in Food SystemsFrom EverandEncapsulation and Controlled Release Technologies in Food SystemsDr Jamileh M. LakkisNo ratings yet
- Alka DietDocument11 pagesAlka Diet300rNo ratings yet
- Chemistry ReportDocument20 pagesChemistry ReportThurgahini KikaNo ratings yet
- DUP Webinar - Presentation Slide - Final - EnGDocument31 pagesDUP Webinar - Presentation Slide - Final - EnGHải Anh Nguyễn LươngNo ratings yet
- Marketing Plan of Juice CompanyDocument12 pagesMarketing Plan of Juice CompanyZakir Khan82% (11)
- Martin GreeveDocument43 pagesMartin GreevemanuelNo ratings yet
- PR China GB 2760 Draft Hygienic Standards For Food AdditivesDocument279 pagesPR China GB 2760 Draft Hygienic Standards For Food AdditivesRoger QuinterosNo ratings yet
- List of Nepal Standards UpdatedDocument60 pagesList of Nepal Standards UpdatedAlok Mishra60% (5)
- Homework Berlitz GrupoDocument6 pagesHomework Berlitz GrupoGabriela Elizalde LopezNo ratings yet
- Italian CocktailsDocument2 pagesItalian CocktailsOscar Rodolfo Trujillo AguillónNo ratings yet
- 40 Green Smoothie Recipes For Weight Los - Jenny AllanDocument128 pages40 Green Smoothie Recipes For Weight Los - Jenny Allangrimmone100% (5)
- Development and Storage Studies of Therapeutic Ready To Serve (RTS)Document5 pagesDevelopment and Storage Studies of Therapeutic Ready To Serve (RTS)Latifatul FajriyahNo ratings yet
- Recovery of Oil and Pectin From Citrus LimettaDocument7 pagesRecovery of Oil and Pectin From Citrus LimettaAnonymous kw8Yrp0R5r100% (1)
- How To Make Fermented Fruit Juice or FFJDocument3 pagesHow To Make Fermented Fruit Juice or FFJErwin SesioNo ratings yet
- Vitamin C Retention - White Paper RevisionDocument12 pagesVitamin C Retention - White Paper RevisionLeonardo SouzaNo ratings yet
- Cocofly Assignment MSM4 Group-7Document7 pagesCocofly Assignment MSM4 Group-7prathmesh kulkarniNo ratings yet
- Liver Cleanse Made EasierDocument2 pagesLiver Cleanse Made EasierAlexia WhiteNo ratings yet
- Solar Dryer Manual General PDFDocument6 pagesSolar Dryer Manual General PDFFrancisco BonillaNo ratings yet
- Workshop 2 Handouts 440214 7Document23 pagesWorkshop 2 Handouts 440214 7Nicu IancuNo ratings yet
- Mill Process PresentationDocument12 pagesMill Process PresentationZishan TyagiNo ratings yet
- Shri Umesh HebbarDocument74 pagesShri Umesh Hebbars.sabapathyNo ratings yet
- 11 Fermented Plant JuiceDocument5 pages11 Fermented Plant JuiceCute Guardian AngelNo ratings yet
- How To Make Your Own Red Dragon Fruit WineDocument8 pagesHow To Make Your Own Red Dragon Fruit WineShakura Ahseyia0% (1)
- IMC Plan For Candia MilkDocument26 pagesIMC Plan For Candia MilkHassan AhmadNo ratings yet
- Literature ReviewDocument3 pagesLiterature Reviewsumit80% (5)
- DimurFruitsCatalogo2020 CompressedDocument18 pagesDimurFruitsCatalogo2020 CompressedRamónNo ratings yet
- Eydie Maes Natural Recipes With Ocr Text (Orthomolecular Medicine)Document170 pagesEydie Maes Natural Recipes With Ocr Text (Orthomolecular Medicine)Ebook PDF100% (1)
- Business Simulation - ERP - 2017Document67 pagesBusiness Simulation - ERP - 2017Rama100% (1)
- Food Frequency QuestionnaireDocument12 pagesFood Frequency QuestionnaireRiza Faisal HerzeNo ratings yet