Download as pdf or txt
You might also like
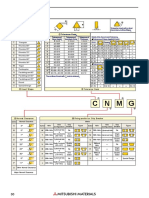
- Oznake Strugarskih PločicaDocument2 pagesOznake Strugarskih PločicaHaris TrešnjoNo ratings yet
- Fleksibilni Obradni SustaviDocument101 pagesFleksibilni Obradni SustaviMiroslav Luladžić0% (1)
- NUAS Vjezba 08 GlodDocument10 pagesNUAS Vjezba 08 GloddrdrbneNo ratings yet
- PROGRAMIRANJE CNC MA INA III1 I III2Document3 pagesPROGRAMIRANJE CNC MA INA III1 I III2ZiziNo ratings yet
- AdadDocument12 pagesAdadNermin RedžićNo ratings yet
- Krivuljni Prijenosnici MVDocument9 pagesKrivuljni Prijenosnici MVKristina RadočajNo ratings yet
- Rezimi ObradeDocument3 pagesRezimi ObradeBranimir TadićNo ratings yet
- Odgovori Za TestDocument7 pagesOdgovori Za TestMihael SvetićNo ratings yet
- Priprema-Proracun OprugaDocument11 pagesPriprema-Proracun Oprugapolexia23No ratings yet
- Završni Rad CAD/CAM TehnologijaDocument39 pagesZavršni Rad CAD/CAM TehnologijamiharamustekNo ratings yet
- Završni MehanizamDocument18 pagesZavršni MehanizamIgor BrodarecNo ratings yet
- Vježba2 SolidCAM UputeDocument9 pagesVježba2 SolidCAM UputeKresimir CoricNo ratings yet
- Vjezba 01 SolidCAM PDFDocument37 pagesVjezba 01 SolidCAM PDFAnonymous hos8odNo ratings yet
- Pitanja I Odgovori Za Kolokvij Iz Proizvodnih TehnologijaDocument13 pagesPitanja I Odgovori Za Kolokvij Iz Proizvodnih TehnologijaIvor HorvatićNo ratings yet
- Rezimi Obrade PDFDocument3 pagesRezimi Obrade PDFDanijel KnezevicNo ratings yet
- Alati Za OdsjecanjeDocument4 pagesAlati Za OdsjecanjeFilip KrsnikNo ratings yet
- Stezanje U MasinstvuDocument38 pagesStezanje U MasinstvuRadovan BačaninNo ratings yet
- HAAS Operator's Manual CroatianDocument245 pagesHAAS Operator's Manual CroatianNebojsa VukovicNo ratings yet
- Navojne VezeDocument16 pagesNavojne Vezesealion72No ratings yet
- Diferencijalni Vijčani PrigonDocument19 pagesDiferencijalni Vijčani Prigonkata_tomic9369100% (1)
- GlodanjeDocument27 pagesGlodanjemara2proletaNo ratings yet
- Vodilice I Uležištenja Glavnog Vretena PDFDocument25 pagesVodilice I Uležištenja Glavnog Vretena PDFMihael SrbaljNo ratings yet
- Predavanje 2Document35 pagesPredavanje 2Bernard VujnovicNo ratings yet
- MisicDocument7 pagesMisicgrana12345No ratings yet
- 01 - MasterCAM - Uvod I DIODocument23 pages01 - MasterCAM - Uvod I DIOIme PrezimeNo ratings yet
- Pitanja OdgovoriDocument7 pagesPitanja OdgovoriDomagojNo ratings yet
- NUAS UkratkoDocument59 pagesNUAS UkratkoKlara VNo ratings yet
- Konstrukcija AlataDocument6 pagesKonstrukcija AlataAzraaaNo ratings yet
- Blok Motora 2Document4 pagesBlok Motora 2Jasna Jacić100% (1)
- 10 Finomehanicki ElementiDocument28 pages10 Finomehanicki ElementiMelisa Hatkić-JašarevićNo ratings yet
- Nastavni Plan I Program - CNC OperaterDocument84 pagesNastavni Plan I Program - CNC OperaterchobanzgNo ratings yet
- Selmir NoviDocument22 pagesSelmir NoviHuseinAlicNo ratings yet
- Stezni AlatiDocument18 pagesStezni AlatidedaNo ratings yet
- SolidWorks - Vjezba 0r7Document8 pagesSolidWorks - Vjezba 0r7Nejra DedajićNo ratings yet
- 2D Oblikovanje Savijanje I Rezanje Limova - Tema 3Document18 pages2D Oblikovanje Savijanje I Rezanje Limova - Tema 3Tamara100% (1)
- Pred EAP 10 PneumatikaDocument43 pagesPred EAP 10 PneumatikaMohikana MetuzalemNo ratings yet
- MK - p03 - Nosivi Dijelovi MK Zavareni Spojevi I - WEB PDFDocument17 pagesMK - p03 - Nosivi Dijelovi MK Zavareni Spojevi I - WEB PDFfranjuraNo ratings yet
- Upravljanje Alatnog StrojaDocument106 pagesUpravljanje Alatnog StrojaHBracing1No ratings yet
- Numerički Upravljani Alatni Strojevi Mladen BošnjakovićDocument355 pagesNumerički Upravljani Alatni Strojevi Mladen BošnjakovićTea DabeticNo ratings yet
- Mehatronicke Konstrukcije 4. DioDocument26 pagesMehatronicke Konstrukcije 4. DioMislaw Hugo PeshutNo ratings yet
- NavojDocument4 pagesNavojspahicdaniloNo ratings yet
- Koludrovic 2-4 PDFDocument24 pagesKoludrovic 2-4 PDFacairalexNo ratings yet
- 4 Postupci OOC I DioDocument45 pages4 Postupci OOC I DioHakuna MatataNo ratings yet
- Programiranje CNC Strojeva Sinumerik 840dDocument216 pagesProgramiranje CNC Strojeva Sinumerik 840dMurat BeyNo ratings yet
- Izrada Utora Glodanjem PDFDocument7 pagesIzrada Utora Glodanjem PDFlinijatzNo ratings yet
- Podloge Za Vjezbe Sinumerik840D Glodanje PDFDocument59 pagesPodloge Za Vjezbe Sinumerik840D Glodanje PDFdjuka65No ratings yet
- NUAS Tokarenje - Fanuc 21Document46 pagesNUAS Tokarenje - Fanuc 21drdrbneNo ratings yet
- 50 Fanuc 21 - TokarenjeDocument46 pages50 Fanuc 21 - Tokarenje27081973No ratings yet
- FANUC 21 - TokarenjeDocument47 pagesFANUC 21 - TokarenjeVicko123No ratings yet
- 10 Fanuc 21 - GlodanjeDocument53 pages10 Fanuc 21 - GlodanjeKrsmanovic Zoran0% (1)
- G I M Naredbe Sinumerik 840DDocument3 pagesG I M Naredbe Sinumerik 840DdrdrbneNo ratings yet
- CNC Tokarenje 4 - G NaredbeDocument3 pagesCNC Tokarenje 4 - G NaredbeamraNo ratings yet
- CNC Tokarenje 4 - G NaredbeDocument3 pagesCNC Tokarenje 4 - G NaredbeGoran BertoNo ratings yet
- Fanuc 21 - GlodanjeDocument52 pagesFanuc 21 - GlodanjeHrvoje StojčićNo ratings yet
- CNC Glodanje 4 - G NaredbeDocument3 pagesCNC Glodanje 4 - G NaredbedurmasamirNo ratings yet
- NAREDBE Sinumerik 840D PDFDocument2 pagesNAREDBE Sinumerik 840D PDFAleksandar JerinicNo ratings yet
- CNC Glodanje Sinumerik 840D MEMODocument6 pagesCNC Glodanje Sinumerik 840D MEMOdrdrbneNo ratings yet
- Turn55 WebDocument9 pagesTurn55 WebTuna092No ratings yet
- CNC Tokarenje - MEMO TokarenjeDocument6 pagesCNC Tokarenje - MEMO TokarenjeamraNo ratings yet
- NUAS Tokarenje - Fanuc 21Document46 pagesNUAS Tokarenje - Fanuc 21drdrbneNo ratings yet
- SolidWorks - Vjezba 07Document8 pagesSolidWorks - Vjezba 07drdrbneNo ratings yet
- NUAS Vjezba 03 GlodDocument10 pagesNUAS Vjezba 03 GloddrdrbneNo ratings yet
- CNC Glodanje Sinumerik 840D MEMODocument6 pagesCNC Glodanje Sinumerik 840D MEMOdrdrbneNo ratings yet
- SolidWorks - Vjezba 15Document6 pagesSolidWorks - Vjezba 15drdrbneNo ratings yet
- NUAS Vjezba 05 GlodDocument12 pagesNUAS Vjezba 05 GloddrdrbneNo ratings yet
- NUAS Vjezba 04 GlodDocument10 pagesNUAS Vjezba 04 GloddrdrbneNo ratings yet
- G I M Naredbe Sinumerik 840DDocument3 pagesG I M Naredbe Sinumerik 840DdrdrbneNo ratings yet