Download as pdf or txt
You might also like
- Cross Reference Syntetic MWFDocument8 pagesCross Reference Syntetic MWFSuprastowo Bin SarinoNo ratings yet
- MACHININGDocument10 pagesMACHININGDrSomnath BhattacharyaNo ratings yet
- 300KG LD PP Hdpe Waste Washing Plant - 2018Document3 pages300KG LD PP Hdpe Waste Washing Plant - 2018Pervez Ahmad Khan100% (1)
- SN398 2008-04 eDocument4 pagesSN398 2008-04 ewasim_akp9885No ratings yet
- Tornillo Bolas PDFDocument104 pagesTornillo Bolas PDFAndres PuertaNo ratings yet
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Document5 pagesWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- KB Coupling CatalogueDocument2 pagesKB Coupling CatalogueGaurav BedseNo ratings yet
- WEP Standard For Reference OnlyDocument37 pagesWEP Standard For Reference OnlyKiran NikateNo ratings yet
- Tailing Lug Calculations 01Document2 pagesTailing Lug Calculations 01sammar_10No ratings yet
- Tie Rod BrochureDocument20 pagesTie Rod Brochuremech_abhiNo ratings yet
- A-344, A-347 Master LinkDocument1 pageA-344, A-347 Master LinkAekJayNo ratings yet
- Knife Gate Valve - For Reference OnlyDocument16 pagesKnife Gate Valve - For Reference Onlysj_scribdNo ratings yet
- Screw Conveyor WorksheetDocument30 pagesScrew Conveyor WorksheetAkshay RaskarNo ratings yet
- Internal Pressure Thickness Calculation As Per Code ASME B 31.3Document1 pageInternal Pressure Thickness Calculation As Per Code ASME B 31.3DikaAnindyajati100% (1)
- Fepa P Paper Micron μm Fepa F Grain Micron μm JIS R6001 Japan 1973 Micron μmDocument4 pagesFepa P Paper Micron μm Fepa F Grain Micron μm JIS R6001 Japan 1973 Micron μmapi-19654224No ratings yet
- Vallourec Niko Tubes GB WebDocument4 pagesVallourec Niko Tubes GB WebCharleskgeorgeNo ratings yet
- Cone Development CalculationDocument1 pageCone Development CalculationnileshNo ratings yet
- Datasheet For Hopper (D-3103)Document1 pageDatasheet For Hopper (D-3103)Joe GrosirNo ratings yet
- Design of Obround Flange For Pressure VeDocument12 pagesDesign of Obround Flange For Pressure VeCalcgen EngineeringNo ratings yet
- L-CV-155-VA-24XX01 Nitrogen: ASME Sec VIII Div 1+ PED97/23/ECDocument1 pageL-CV-155-VA-24XX01 Nitrogen: ASME Sec VIII Div 1+ PED97/23/ECevrim77No ratings yet
- Carbon Hollow Bar ST 52Document2 pagesCarbon Hollow Bar ST 52JeganeswaranNo ratings yet
- E4.5.1 6 PTB 4 2015 PDFDocument50 pagesE4.5.1 6 PTB 4 2015 PDFKingston RivingtonNo ratings yet
- Din 28044Document3 pagesDin 28044amoldholeNo ratings yet
- Table 1 / Torque FT-LBS - ASTM A193 and ASTM A320 Grade B8, CL2 Stud Bolts Torque FT-LBSDocument16 pagesTable 1 / Torque FT-LBS - ASTM A193 and ASTM A320 Grade B8, CL2 Stud Bolts Torque FT-LBSEduardo Antonio Rojas Araya100% (1)
- Tri Clamp Ferrule End Size ChartDocument1 pageTri Clamp Ferrule End Size ChartCosmin ManNo ratings yet
- Design of Partition PlateDocument5 pagesDesign of Partition Platepippo2378793No ratings yet
- Pillow-Plate Heat Exchangers: Fundamental CharacteristicsDocument13 pagesPillow-Plate Heat Exchangers: Fundamental CharacteristicsnityaNo ratings yet
- Butterfly ValveDocument6 pagesButterfly ValveRomisamomNo ratings yet
- Gate ValvesDocument2 pagesGate Valves@sss0% (1)
- Pipe ThicknessDocument2 pagesPipe Thicknessgherd barkNo ratings yet
- Univeral WPS For Pipe To Plate Fillet Welding (6800009)Document1 pageUniveral WPS For Pipe To Plate Fillet Welding (6800009)Ibrahim shaikNo ratings yet
- En 13121-3:2008+a1:2010 (E)Document1 pageEn 13121-3:2008+a1:2010 (E)TIME STAR COMPOSITENo ratings yet
- Sight GlassDocument10 pagesSight GlassAnonymous EKxXjqyVHNo ratings yet
- Knife Gate Valve Testing Procedure Rev. 2Document2 pagesKnife Gate Valve Testing Procedure Rev. 2mehtahemalNo ratings yet
- Steelstrong: Always Strong in Valve WorldDocument32 pagesSteelstrong: Always Strong in Valve WorldBharat Bhushan SharmaNo ratings yet
- Harmer Steel Rail DimenesionsDocument3 pagesHarmer Steel Rail DimenesionsARTHURS316No ratings yet
- Y Strainer CatalogDocument21 pagesY Strainer CatalogIrfan FahmiNo ratings yet
- Constrution For Lining RC PoolDocument4 pagesConstrution For Lining RC Poolmuchamad yasinNo ratings yet
- Ball Valve - FlowtekDocument6 pagesBall Valve - Flowteknnaemeka omekeNo ratings yet
- Duplex Filter PDFDocument4 pagesDuplex Filter PDFmd abNo ratings yet
- FEM Analysis Report For Spray HeaderDocument22 pagesFEM Analysis Report For Spray HeaderNithin MathaiNo ratings yet
- Knife Gate ValveDocument7 pagesKnife Gate ValveAbdul RaheemNo ratings yet
- Masta Plummer Block Price ListDocument7 pagesMasta Plummer Block Price ListSudhir JaiswalNo ratings yet
- Result Test Panel (SUS409) HES-specDocument25 pagesResult Test Panel (SUS409) HES-specLe Manh DungNo ratings yet
- Din en 10216-2Document2 pagesDin en 10216-2vishal.nitham100% (1)
- Catalogue R I Tang Đ NG Cơ Rulmeca PDFDocument8 pagesCatalogue R I Tang Đ NG Cơ Rulmeca PDFRulmeca Việt Nam100% (1)
- Material Information Sheet For Plates: Erndtebrücker EisenwerkDocument2 pagesMaterial Information Sheet For Plates: Erndtebrücker EisenwerkAhmad KamilNo ratings yet
- SC20 Sample CoolerDocument3 pagesSC20 Sample CoolerjdanastasNo ratings yet
- Elevadores SimatekDocument16 pagesElevadores SimatekÓscar SanhuezaNo ratings yet
- AS100 New SeriesDocument6 pagesAS100 New SeriesAv i.100% (1)
- Ladder Rung Calc.Document1 pageLadder Rung Calc.Azwan ShahNo ratings yet
- RubberExpansionJoint SingleSphereBellowDocument2 pagesRubberExpansionJoint SingleSphereBellowagung wijayaNo ratings yet
- Asme-Bpvc Sec Xii Int Vol 60Document6 pagesAsme-Bpvc Sec Xii Int Vol 60mostafa aliNo ratings yet
- Crane Ball ValveDocument20 pagesCrane Ball ValveRicardo de Jesus Rondon GamboaNo ratings yet
- Katalog BmiDocument12 pagesKatalog BmiBayumi Tirta JayaNo ratings yet
- V Groove WheelDocument3 pagesV Groove Wheelthirumalg1981No ratings yet
- Crane ds1Document2 pagesCrane ds1Nurcahyo Djati WNo ratings yet
- Ramdas Osborne Ortt 1980 PDFDocument10 pagesRamdas Osborne Ortt 1980 PDFSebastian PinzonNo ratings yet
- Data Sheet Pressure GaugeDocument2 pagesData Sheet Pressure GaugeijaNo ratings yet
- Daftar Standard Di Elibrary RekindDocument48 pagesDaftar Standard Di Elibrary RekindHamzah ZuhdiNo ratings yet
- GWS 1-06-Att.2-R1Document3 pagesGWS 1-06-Att.2-R1Truc LetanNo ratings yet
- Features: Switching RegulatorDocument4 pagesFeatures: Switching RegulatorJavier Alejandro Sevilla LinaresNo ratings yet
- Rac03 K PDFDocument6 pagesRac03 K PDFSimon AmplemanNo ratings yet
- Dimensions of Parallel Keys and Keyways: Page 1 of 1 Untitled DocumentDocument1 pageDimensions of Parallel Keys and Keyways: Page 1 of 1 Untitled DocumenttalparadipakNo ratings yet
- KPRC Mounts With Steel Plates - KP Series Mounts - Anti VibrationDocument2 pagesKPRC Mounts With Steel Plates - KP Series Mounts - Anti VibrationtalparadipakNo ratings yet
- Thermalpower - Industry Focus - Net Gujarat Power Plants - HTMDocument1 pageThermalpower - Industry Focus - Net Gujarat Power Plants - HTMtalparadipakNo ratings yet
- Haste AlloyDocument3 pagesHaste AlloytalparadipakNo ratings yet
- LESSON PLAN SMAW (Explicit-Based Learning)Document6 pagesLESSON PLAN SMAW (Explicit-Based Learning)juza mia ministerio100% (1)
- Thread Methos PDFDocument5 pagesThread Methos PDFBharat PrajapatiNo ratings yet
- Katalog Elevator Lift #Rev1Document19 pagesKatalog Elevator Lift #Rev1Wataru Ardhy MizunoNo ratings yet
- List of Material Designations and NumbersDocument54 pagesList of Material Designations and NumbersParthi Parthipan0% (1)
- 18 Equipment For Plasma WeldingDocument3 pages18 Equipment For Plasma Weldingprasetyo ilhamNo ratings yet
- Punching - WikipediaDocument4 pagesPunching - WikipediaTahafanMaggedonNo ratings yet
- Basic Question Bank Asnt Level IiiDocument7 pagesBasic Question Bank Asnt Level Iiiabhi100% (10)
- 1 Chapter1 Introduction To Jigs and FixturesDocument15 pages1 Chapter1 Introduction To Jigs and FixturesKhaled HamdyNo ratings yet
- European Steel and Alloy Grades: Nicr20Co18Ti (2.4632)Document2 pagesEuropean Steel and Alloy Grades: Nicr20Co18Ti (2.4632)farshid KarpasandNo ratings yet
- Jacobs Complete CNC Guide: Released May 15, 2016Document28 pagesJacobs Complete CNC Guide: Released May 15, 2016Jorge B.No ratings yet
- NGN Product ListDocument3 pagesNGN Product ListLuis Miguel PerezNo ratings yet
- Section A-A: PLUNGER, LGA, 7X7, G3Document1 pageSection A-A: PLUNGER, LGA, 7X7, G3Ericson. TatlongmariaNo ratings yet
- UNIT III Bulk Deformation ProcessDocument67 pagesUNIT III Bulk Deformation ProcessvigneshNo ratings yet
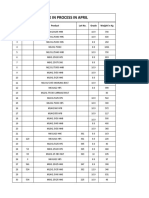
- Work in Process in April: SL No. Ybf No. Product Lot No. Grade Weight in KGDocument3 pagesWork in Process in April: SL No. Ybf No. Product Lot No. Grade Weight in KGSangram ManeNo ratings yet
- 171 HARDOX Extreme UK Data SheetDocument2 pages171 HARDOX Extreme UK Data SheetMiguel Matias ReineroNo ratings yet
- Introduction To Welding API 577 Capter 7Document12 pagesIntroduction To Welding API 577 Capter 7Edo Destrada100% (1)
- Overhaul-A Lathe PDFDocument6 pagesOverhaul-A Lathe PDFHaitham MohammadNo ratings yet
- 4/18/23 43813 Normal DPL - Pradeepg Pradeep Gomis F162 Factory - ModellingDocument2 pages4/18/23 43813 Normal DPL - Pradeepg Pradeep Gomis F162 Factory - ModellingJanaka ChathurangaNo ratings yet
- Locating N Clamping Devices in Jigs and FixtureDocument21 pagesLocating N Clamping Devices in Jigs and Fixturedinomathur95% (21)
- Sesv8002 PDFDocument97 pagesSesv8002 PDFali100% (2)
- Definition of Resistance WeldingDocument16 pagesDefinition of Resistance WeldingMitul patelNo ratings yet
- 2110 Product Sheet SSP PrintfileDocument4 pages2110 Product Sheet SSP PrintfileDavid CascoNo ratings yet
- Metal Straightening FundamentalsDocument41 pagesMetal Straightening FundamentalsBruno DíazNo ratings yet
- Lathes - Building A Homemade Wood LatheDocument9 pagesLathes - Building A Homemade Wood Lathemikefcebu100% (1)
- AGRI PLUS Matr.186 - DegelmanDocument393 pagesAGRI PLUS Matr.186 - DegelmanYahya KhadhraNo ratings yet