
Production Order Quantity Model
Production Order Quantity Model
You might also like
- Module 5 Production System - Capacity PlanningDocument11 pagesModule 5 Production System - Capacity PlanningTrisha Sargento EncinaresNo ratings yet
- A Product Mix ExampleDocument10 pagesA Product Mix Examplebulati100% (2)
- A. What Percentage of Parts Will Not Meet The Weight Specs?Document10 pagesA. What Percentage of Parts Will Not Meet The Weight Specs?Allen KateNo ratings yet
- Backorder Inventory ModelDocument5 pagesBackorder Inventory ModelJatinder Gill100% (3)
- CHAPTER 11 Inventory ModelDocument24 pagesCHAPTER 11 Inventory ModelmulunehNo ratings yet
- CHAPTER 11 Inventory ModelDocument24 pagesCHAPTER 11 Inventory ModelmulunehNo ratings yet
- Inventory ModelDocument8 pagesInventory ModelCharlyn FloresNo ratings yet
- Stevenson Chapter 13Document52 pagesStevenson Chapter 13TanimNo ratings yet
- MPR Lot Sizing Rules (L4L)Document30 pagesMPR Lot Sizing Rules (L4L)ajeng.saraswatiNo ratings yet
- Chapter 3 Linear ProgrammingDocument35 pagesChapter 3 Linear ProgrammingSaad ShaikhNo ratings yet
- Inventory Management: Chapter 13 (Stevenson)Document51 pagesInventory Management: Chapter 13 (Stevenson)Farhad HussainNo ratings yet
- Chapter 4-Inventory Management PDFDocument19 pagesChapter 4-Inventory Management PDFNegaNo ratings yet
- Inventory MGTDocument35 pagesInventory MGTPankaj Agrawal100% (1)
- Lesson 5-Inventory ManagementDocument27 pagesLesson 5-Inventory ManagementTewelde AsefaNo ratings yet
- Session No 6.: MODULE No. 6: Chapter 6 - Inventory ManagementDocument10 pagesSession No 6.: MODULE No. 6: Chapter 6 - Inventory ManagementMary Rose ArguellesNo ratings yet
- Aggregate Planning Strategies: Aggregate Planning Is The Process of Developing, Analyzing, and Maintaining A PreliminaryDocument6 pagesAggregate Planning Strategies: Aggregate Planning Is The Process of Developing, Analyzing, and Maintaining A PreliminaryredNo ratings yet
- OPERATIONS MANAGEMENT-Inventory Models For Independent DemandDocument20 pagesOPERATIONS MANAGEMENT-Inventory Models For Independent DemandNina Oaip100% (1)
- Examples On Productivity MeasurmentDocument10 pagesExamples On Productivity MeasurmentAshutosh SinghNo ratings yet
- BPB31103 Production & Operations Management ch8Document89 pagesBPB31103 Production & Operations Management ch8Anis TajuldinNo ratings yet
- Quantity Discount Model (Example)Document13 pagesQuantity Discount Model (Example)shirleyna saraNo ratings yet
- Definition of CostingDocument22 pagesDefinition of CostingmichuttyNo ratings yet
- Productivity ProblemsDocument4 pagesProductivity ProblemsMohit MehndirattaNo ratings yet
- BOM (Bill of Material)Document21 pagesBOM (Bill of Material)Uni TretanNo ratings yet
- 3.facilities LayoutDocument60 pages3.facilities Layoutsrishti bhatejaNo ratings yet
- Management Accounting Sample QuestionsDocument14 pagesManagement Accounting Sample QuestionsMarjun Segismundo Tugano IIINo ratings yet
- Facility Location & LayoutDocument27 pagesFacility Location & LayoutDnyaneshwar1986100% (1)
- Chapter 15Document23 pagesChapter 15cooneyz1987No ratings yet
- The Purpose of Cost SheetDocument5 pagesThe Purpose of Cost SheetRishabh SinghNo ratings yet
- OM-Chapter 4Document37 pagesOM-Chapter 4Almaz Getachew0% (1)
- Chapter-4 Aggregate PlanningDocument22 pagesChapter-4 Aggregate PlanningYonatanNo ratings yet
- Assignment ModelDocument20 pagesAssignment ModelMukhil Rajasekaran100% (1)
- Location StrategyDocument15 pagesLocation Strategyhesham hassanNo ratings yet
- Capacity Planning Chapter 4Document33 pagesCapacity Planning Chapter 4Mustafa MangalNo ratings yet
- Operes3 Lab Duality-TheoryDocument3 pagesOperes3 Lab Duality-TheoryJunica Coleen ZacariasNo ratings yet
- Chap004 Strategic Capacity ManagementDocument31 pagesChap004 Strategic Capacity ManagementSyarifatuz Zuhriyah UmarNo ratings yet
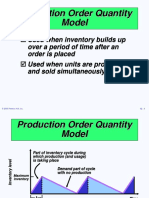
- Production Order Quantity Model: Used When Inventory Builds UpDocument7 pagesProduction Order Quantity Model: Used When Inventory Builds UpANKITA LUTHRA EPGDIB 2018-20No ratings yet
- Management Accounting Tauseef A.Qureshi Assignment No 5 (Budgeting) Problem No 1: (Gulick Company)Document9 pagesManagement Accounting Tauseef A.Qureshi Assignment No 5 (Budgeting) Problem No 1: (Gulick Company)Mustafa ArshadNo ratings yet
- 4 Aggregate PlanningDocument6 pages4 Aggregate PlanningNALLANKI RAJA KUMAR100% (2)
- UNIT 3 Inventory ControlDocument62 pagesUNIT 3 Inventory ControlBrennan BarnettNo ratings yet
- Inventory Mangement - Final PartDocument25 pagesInventory Mangement - Final PartMostafa Salah ElmokademNo ratings yet
- Facility Layout NotesDocument6 pagesFacility Layout NotesOckouri BarnesNo ratings yet
- Sheet 4 FPDocument7 pagesSheet 4 FPyehya100% (1)
- Types of InventoryDocument6 pagesTypes of InventoryAkanksha Nagar-RM 20RM903No ratings yet
- Macro Environment of The Mobile IndustryDocument2 pagesMacro Environment of The Mobile IndustryAbhinandanMalhotraNo ratings yet
- Class Exercise On Linear Programming PDFDocument3 pagesClass Exercise On Linear Programming PDFKaran KakkarNo ratings yet
- 7 Ie ToolsDocument13 pages7 Ie Toolscertifiq8213No ratings yet
- Chapter 2 - Locating Facilities - FULLDocument62 pagesChapter 2 - Locating Facilities - FULLLương Quynh AnhNo ratings yet
- Operations Research: Lecture-4 (Minimization Problem)Document44 pagesOperations Research: Lecture-4 (Minimization Problem)Qasim Iqbal100% (1)
- 21 Chapter 13Document25 pages21 Chapter 13Fajar Pitarsi DharmaNo ratings yet
- CAPACITY PLANNING, DECISION THEORY, PROCESS SELECTION AND FACILITY LAYOUT and LINEAR PROGRAMMINGDocument14 pagesCAPACITY PLANNING, DECISION THEORY, PROCESS SELECTION AND FACILITY LAYOUT and LINEAR PROGRAMMINGJohn CkNo ratings yet
- Article Review On: Profitable Working Capital Management in Industrial Maintenance CompaniesDocument5 pagesArticle Review On: Profitable Working Capital Management in Industrial Maintenance CompaniesHabte DebeleNo ratings yet
- Pakistan International Airlines - SWOTDocument14 pagesPakistan International Airlines - SWOTHissuNo ratings yet
- Overheads and Absorption CostingDocument34 pagesOverheads and Absorption CostingIndra ThapaNo ratings yet
- Aggregate Production PlanningDocument110 pagesAggregate Production Planningzakria100100No ratings yet
- Finance Lesson 3Document7 pagesFinance Lesson 3mhussainNo ratings yet
- Chap015 Inventory ControlDocument43 pagesChap015 Inventory ControlKhushbu ChandnaniNo ratings yet
- Cycle InventoryDocument13 pagesCycle InventoryUmang ZehenNo ratings yet
- Cosc309 - Video Clip 04 - InventoryDocument57 pagesCosc309 - Video Clip 04 - InventoryOmar AustinNo ratings yet
- Chap 015Document43 pagesChap 015Ponkiya AnkitNo ratings yet
- AE 413 Lecture 4 - Inventory Control Models 2023-2024Document16 pagesAE 413 Lecture 4 - Inventory Control Models 2023-2024Jamali AdamNo ratings yet
- Packaging MaterialsDocument7 pagesPackaging MaterialsCraig DaughertyNo ratings yet
- Backorder Inventory ModelDocument5 pagesBackorder Inventory ModelJatinder Gill100% (3)
- Demands, Backorders, Service Level, Lost Sales and Effective Service LevelDocument6 pagesDemands, Backorders, Service Level, Lost Sales and Effective Service LevelJatinder GillNo ratings yet
- Backorder Inventory ModelDocument5 pagesBackorder Inventory ModelJatinder Gill100% (3)
- 34 Jigs and Fixtures For Machine ShopDocument12 pages34 Jigs and Fixtures For Machine ShopPRASAD326100% (8)
- 33 Jigs and Fixtures For Machine ShopsDocument21 pages33 Jigs and Fixtures For Machine ShopsPRASAD326100% (10)






























































Download as ppt, pdf, or txt
You might also like
- Module 5 Production System - Capacity PlanningDocument11 pagesModule 5 Production System - Capacity PlanningTrisha Sargento EncinaresNo ratings yet
- A Product Mix ExampleDocument10 pagesA Product Mix Examplebulati100% (2)
- A. What Percentage of Parts Will Not Meet The Weight Specs?Document10 pagesA. What Percentage of Parts Will Not Meet The Weight Specs?Allen KateNo ratings yet
- Backorder Inventory ModelDocument5 pagesBackorder Inventory ModelJatinder Gill100% (3)
- CHAPTER 11 Inventory ModelDocument24 pagesCHAPTER 11 Inventory ModelmulunehNo ratings yet
- CHAPTER 11 Inventory ModelDocument24 pagesCHAPTER 11 Inventory ModelmulunehNo ratings yet
- Inventory ModelDocument8 pagesInventory ModelCharlyn FloresNo ratings yet
- Stevenson Chapter 13Document52 pagesStevenson Chapter 13TanimNo ratings yet
- MPR Lot Sizing Rules (L4L)Document30 pagesMPR Lot Sizing Rules (L4L)ajeng.saraswatiNo ratings yet
- Chapter 3 Linear ProgrammingDocument35 pagesChapter 3 Linear ProgrammingSaad ShaikhNo ratings yet
- Inventory Management: Chapter 13 (Stevenson)Document51 pagesInventory Management: Chapter 13 (Stevenson)Farhad HussainNo ratings yet
- Chapter 4-Inventory Management PDFDocument19 pagesChapter 4-Inventory Management PDFNegaNo ratings yet
- Inventory MGTDocument35 pagesInventory MGTPankaj Agrawal100% (1)
- Lesson 5-Inventory ManagementDocument27 pagesLesson 5-Inventory ManagementTewelde AsefaNo ratings yet
- Session No 6.: MODULE No. 6: Chapter 6 - Inventory ManagementDocument10 pagesSession No 6.: MODULE No. 6: Chapter 6 - Inventory ManagementMary Rose ArguellesNo ratings yet
- Aggregate Planning Strategies: Aggregate Planning Is The Process of Developing, Analyzing, and Maintaining A PreliminaryDocument6 pagesAggregate Planning Strategies: Aggregate Planning Is The Process of Developing, Analyzing, and Maintaining A PreliminaryredNo ratings yet
- OPERATIONS MANAGEMENT-Inventory Models For Independent DemandDocument20 pagesOPERATIONS MANAGEMENT-Inventory Models For Independent DemandNina Oaip100% (1)
- Examples On Productivity MeasurmentDocument10 pagesExamples On Productivity MeasurmentAshutosh SinghNo ratings yet
- BPB31103 Production & Operations Management ch8Document89 pagesBPB31103 Production & Operations Management ch8Anis TajuldinNo ratings yet
- Quantity Discount Model (Example)Document13 pagesQuantity Discount Model (Example)shirleyna saraNo ratings yet
- Definition of CostingDocument22 pagesDefinition of CostingmichuttyNo ratings yet
- Productivity ProblemsDocument4 pagesProductivity ProblemsMohit MehndirattaNo ratings yet
- BOM (Bill of Material)Document21 pagesBOM (Bill of Material)Uni TretanNo ratings yet
- 3.facilities LayoutDocument60 pages3.facilities Layoutsrishti bhatejaNo ratings yet
- Management Accounting Sample QuestionsDocument14 pagesManagement Accounting Sample QuestionsMarjun Segismundo Tugano IIINo ratings yet
- Facility Location & LayoutDocument27 pagesFacility Location & LayoutDnyaneshwar1986100% (1)
- Chapter 15Document23 pagesChapter 15cooneyz1987No ratings yet
- The Purpose of Cost SheetDocument5 pagesThe Purpose of Cost SheetRishabh SinghNo ratings yet
- OM-Chapter 4Document37 pagesOM-Chapter 4Almaz Getachew0% (1)
- Chapter-4 Aggregate PlanningDocument22 pagesChapter-4 Aggregate PlanningYonatanNo ratings yet
- Assignment ModelDocument20 pagesAssignment ModelMukhil Rajasekaran100% (1)
- Location StrategyDocument15 pagesLocation Strategyhesham hassanNo ratings yet
- Capacity Planning Chapter 4Document33 pagesCapacity Planning Chapter 4Mustafa MangalNo ratings yet
- Operes3 Lab Duality-TheoryDocument3 pagesOperes3 Lab Duality-TheoryJunica Coleen ZacariasNo ratings yet
- Chap004 Strategic Capacity ManagementDocument31 pagesChap004 Strategic Capacity ManagementSyarifatuz Zuhriyah UmarNo ratings yet
- Production Order Quantity Model: Used When Inventory Builds UpDocument7 pagesProduction Order Quantity Model: Used When Inventory Builds UpANKITA LUTHRA EPGDIB 2018-20No ratings yet
- Management Accounting Tauseef A.Qureshi Assignment No 5 (Budgeting) Problem No 1: (Gulick Company)Document9 pagesManagement Accounting Tauseef A.Qureshi Assignment No 5 (Budgeting) Problem No 1: (Gulick Company)Mustafa ArshadNo ratings yet
- 4 Aggregate PlanningDocument6 pages4 Aggregate PlanningNALLANKI RAJA KUMAR100% (2)
- UNIT 3 Inventory ControlDocument62 pagesUNIT 3 Inventory ControlBrennan BarnettNo ratings yet
- Inventory Mangement - Final PartDocument25 pagesInventory Mangement - Final PartMostafa Salah ElmokademNo ratings yet
- Facility Layout NotesDocument6 pagesFacility Layout NotesOckouri BarnesNo ratings yet
- Sheet 4 FPDocument7 pagesSheet 4 FPyehya100% (1)
- Types of InventoryDocument6 pagesTypes of InventoryAkanksha Nagar-RM 20RM903No ratings yet
- Macro Environment of The Mobile IndustryDocument2 pagesMacro Environment of The Mobile IndustryAbhinandanMalhotraNo ratings yet
- Class Exercise On Linear Programming PDFDocument3 pagesClass Exercise On Linear Programming PDFKaran KakkarNo ratings yet
- 7 Ie ToolsDocument13 pages7 Ie Toolscertifiq8213No ratings yet
- Chapter 2 - Locating Facilities - FULLDocument62 pagesChapter 2 - Locating Facilities - FULLLương Quynh AnhNo ratings yet
- Operations Research: Lecture-4 (Minimization Problem)Document44 pagesOperations Research: Lecture-4 (Minimization Problem)Qasim Iqbal100% (1)
- 21 Chapter 13Document25 pages21 Chapter 13Fajar Pitarsi DharmaNo ratings yet
- CAPACITY PLANNING, DECISION THEORY, PROCESS SELECTION AND FACILITY LAYOUT and LINEAR PROGRAMMINGDocument14 pagesCAPACITY PLANNING, DECISION THEORY, PROCESS SELECTION AND FACILITY LAYOUT and LINEAR PROGRAMMINGJohn CkNo ratings yet
- Article Review On: Profitable Working Capital Management in Industrial Maintenance CompaniesDocument5 pagesArticle Review On: Profitable Working Capital Management in Industrial Maintenance CompaniesHabte DebeleNo ratings yet
- Pakistan International Airlines - SWOTDocument14 pagesPakistan International Airlines - SWOTHissuNo ratings yet
- Overheads and Absorption CostingDocument34 pagesOverheads and Absorption CostingIndra ThapaNo ratings yet
- Aggregate Production PlanningDocument110 pagesAggregate Production Planningzakria100100No ratings yet
- Finance Lesson 3Document7 pagesFinance Lesson 3mhussainNo ratings yet
- Chap015 Inventory ControlDocument43 pagesChap015 Inventory ControlKhushbu ChandnaniNo ratings yet
- Cycle InventoryDocument13 pagesCycle InventoryUmang ZehenNo ratings yet
- Cosc309 - Video Clip 04 - InventoryDocument57 pagesCosc309 - Video Clip 04 - InventoryOmar AustinNo ratings yet
- Chap 015Document43 pagesChap 015Ponkiya AnkitNo ratings yet
- AE 413 Lecture 4 - Inventory Control Models 2023-2024Document16 pagesAE 413 Lecture 4 - Inventory Control Models 2023-2024Jamali AdamNo ratings yet
- Packaging MaterialsDocument7 pagesPackaging MaterialsCraig DaughertyNo ratings yet
- Backorder Inventory ModelDocument5 pagesBackorder Inventory ModelJatinder Gill100% (3)
- Demands, Backorders, Service Level, Lost Sales and Effective Service LevelDocument6 pagesDemands, Backorders, Service Level, Lost Sales and Effective Service LevelJatinder GillNo ratings yet
- Backorder Inventory ModelDocument5 pagesBackorder Inventory ModelJatinder Gill100% (3)
- 34 Jigs and Fixtures For Machine ShopDocument12 pages34 Jigs and Fixtures For Machine ShopPRASAD326100% (8)
- 33 Jigs and Fixtures For Machine ShopsDocument21 pages33 Jigs and Fixtures For Machine ShopsPRASAD326100% (10)