
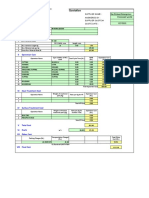
Internal Costing Sheet: C45 - 36 Dia QT+ IH 1,400.00 400.00
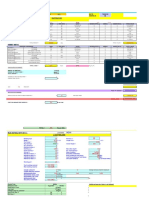
Internal Costing Sheet: C45 - 36 Dia QT+ IH 1,400.00 400.00
You might also like
- Injection Molding: Part Cost EstimatorDocument3 pagesInjection Molding: Part Cost Estimatorpchakkrapani100% (1)
- Lathe and VMC Cycle Time CalculatorDocument5 pagesLathe and VMC Cycle Time CalculatorDhanus KodiNo ratings yet
- Cost BreakupDocument6 pagesCost Breakuppiyush sharma100% (1)
- Learning Objectives: 3.1 Basic Weld JointsDocument15 pagesLearning Objectives: 3.1 Basic Weld Jointsramabhpl100% (1)
- SHT Metal EstimatorDocument7 pagesSHT Metal Estimatorkarthikkumarfeb6No ratings yet
- Tool Design Calculation: Cutting ForceDocument4 pagesTool Design Calculation: Cutting ForceRaja SathishNo ratings yet
- Tonnage CalculationDocument3 pagesTonnage CalculationEmba MadrasNo ratings yet
- Compression Molding Machine PriceDocument13 pagesCompression Molding Machine PriceSalma FarooqNo ratings yet
- Catalogue HyvaDocument222 pagesCatalogue HyvaEdgar Rojas Espejo100% (2)
- Api 579-1 - Asme FFS-1 PaDocument14 pagesApi 579-1 - Asme FFS-1 PaZdravko Ivancic20% (5)
- PlasticDocument172 pagesPlasticNGOC HUYNHNo ratings yet
- Collapse of Flats at Ronan Point, Canning TownDocument83 pagesCollapse of Flats at Ronan Point, Canning TownAman 'kebe' KebedeNo ratings yet
- F1 Car Project ProposalDocument4 pagesF1 Car Project ProposalFirdaus IliasNo ratings yet
- Template For Quoting Sheet Metal PartsDocument100 pagesTemplate For Quoting Sheet Metal PartsCarlos RetamozaNo ratings yet
- Partcost With Freight Table Rev. 7Document3 pagesPartcost With Freight Table Rev. 7RJLockNo ratings yet
- Design and Analysis of Progressive Tool For An Automobile ComponentDocument9 pagesDesign and Analysis of Progressive Tool For An Automobile ComponentAnna100% (1)
- Body ModelDocument145 pagesBody ModelDipika PandaNo ratings yet
- Material: NRE Pricing Sheet Quantity CostDocument1 pageMaterial: NRE Pricing Sheet Quantity CostAnonymous VRspXsmNo ratings yet
- Tonnage CalculatorDocument2 pagesTonnage CalculatorLoveofyouth ReddyNo ratings yet
- Compound Die PDFDocument4 pagesCompound Die PDFNhan Le100% (1)
- Cupola Melting CostDocument3 pagesCupola Melting CostnirevievNo ratings yet
- CostTable Fasteners 2022Document17 pagesCostTable Fasteners 2022shaffin jeba shinuNo ratings yet
- Cost-Benefit AnalysisDocument2 pagesCost-Benefit AnalysisNISREEN WAYANo ratings yet
- E-Coat Inputs: A) Part InformationDocument5 pagesE-Coat Inputs: A) Part InformationAnjan MalusareNo ratings yet
- Machine Cost & Set Up TimeDocument11 pagesMachine Cost & Set Up TimeGanesh SunderNo ratings yet
- Fixtures Cost Break UpDocument23 pagesFixtures Cost Break UpAshok AroraNo ratings yet
- EA Plasma, Laser, OxyfuelDocument5 pagesEA Plasma, Laser, OxyfuelSaravanan VelayuthamNo ratings yet
- Costing Sheet 500632403736Document6 pagesCosting Sheet 500632403736Sourabh PradhanNo ratings yet
- Machining Line Quote-NewDocument1 pageMachining Line Quote-NewJimmyNo ratings yet
- How To Calculate The Tonnage of Die Casting MachineDocument2 pagesHow To Calculate The Tonnage of Die Casting MachineRafał LesiczkaNo ratings yet
- NTTF Press Tool Standards Ebook GeneralDocument207 pagesNTTF Press Tool Standards Ebook GeneralRagunathan G100% (1)
- Injection Molded Plastic Part Cost Estimator: Design Organizatio Date Part EvaluatedDocument4 pagesInjection Molded Plastic Part Cost Estimator: Design Organizatio Date Part EvaluatedTiago CerqueiraNo ratings yet
- CSS' CYLINDER HEAD Machining Part Print PQC& DR Verification ListDocument1 pageCSS' CYLINDER HEAD Machining Part Print PQC& DR Verification ListJosemar PorfirioNo ratings yet
- Injection Timing Calculator 2020Document43 pagesInjection Timing Calculator 2020Tim JuddNo ratings yet
- Zuhaltekraftberechnung: Teilbezeichnung Auslegung 1 - FachDocument2 pagesZuhaltekraftberechnung: Teilbezeichnung Auslegung 1 - FachARUN KUMAR KoterimadathilNo ratings yet
- How To Compute Tonnage RequirementsDocument5 pagesHow To Compute Tonnage RequirementsPrabhat SharmaNo ratings yet
- Bob 0601 2015 00Document12 pagesBob 0601 2015 00Prashant MoreNo ratings yet
- Piercing Process Cost CalculationDocument3 pagesPiercing Process Cost CalculationVenkateswaran venkateswaranNo ratings yet
- F A X TSS: Cutting ForceDocument3 pagesF A X TSS: Cutting ForcesachinNo ratings yet
- 14.72 KL PP FRP TankDocument24 pages14.72 KL PP FRP TankmaheshdgavaliNo ratings yet
- Stamping Blank and Tonnage CalculatorDocument10 pagesStamping Blank and Tonnage CalculatorDhanus KodiNo ratings yet
- Investment Casting Cycle TimeDocument12 pagesInvestment Casting Cycle TimemaheshNo ratings yet
- 2) in STN-2 Cycle Time Is OUT As Loading Time Is More in Both Fixture Than Welding TimeDocument1 page2) in STN-2 Cycle Time Is OUT As Loading Time Is More in Both Fixture Than Welding TimeKARTICK PRASADNo ratings yet
- Ijme - Optimization of Process Parameters by Warm Deep Drawing of Cylindrical Cup of Nickel 201Document10 pagesIjme - Optimization of Process Parameters by Warm Deep Drawing of Cylindrical Cup of Nickel 201Impact JournalsNo ratings yet
- Cost Working of Mechanical Press: Description General Formula CostDocument4 pagesCost Working of Mechanical Press: Description General Formula Costazadsingh1No ratings yet
- Project Cost For Injection Moulding Plant: SL No Description Capacity Short Weight Condition Basic PriceDocument2 pagesProject Cost For Injection Moulding Plant: SL No Description Capacity Short Weight Condition Basic PriceNihar RanjanNo ratings yet
- Inj Mold CalculateDocument9 pagesInj Mold CalculateGiap NguyenNo ratings yet
- 04 421 40033 Clutch CoverDocument1 page04 421 40033 Clutch CoverPress TechNo ratings yet
- Project: TML (Emc) : Part No 1A014117 Customer TMLDocument2 pagesProject: TML (Emc) : Part No 1A014117 Customer TMLShrikant YashNo ratings yet
- Tonase Dan Kebutuhan Material CV04A Dan RF45Document2 pagesTonase Dan Kebutuhan Material CV04A Dan RF45Bagas Lesta CoratiesNo ratings yet
- FES MTG Welding Fixture F7222910Document11 pagesFES MTG Welding Fixture F7222910Sekar NaikNo ratings yet
- Abs - Injection Mould Component Cost EstimationDocument7 pagesAbs - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Costing Calculations:: Date: 12/5/2016 Revision: R0 Costing 336Document9 pagesCosting Calculations:: Date: 12/5/2016 Revision: R0 Costing 336Rakesh SharmaNo ratings yet
- Costing Sheet - 1835 - ExtrusionDocument3 pagesCosting Sheet - 1835 - ExtrusionER RAKESHNo ratings yet
- Costing Format - Press ToolDocument6 pagesCosting Format - Press ToolVineet Pandey Vlogs67% (3)
- D10369520ADocument4 pagesD10369520AQUALITY ControlNo ratings yet
- Asa - Injection Mould Component Cost EstimationDocument7 pagesAsa - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Effeciency CalculationDocument26 pagesEffeciency CalculationAshish SawantNo ratings yet
- Summary-Costing Sheet For Shell & Tube Heat ExchangerDocument19 pagesSummary-Costing Sheet For Shell & Tube Heat ExchangerAnonymous LKi1w1uNo ratings yet
- Costing FormatDocument3 pagesCosting FormatdavNo ratings yet
- 20me702 - Process Planning and Cost Estimation Unit 5 2023-24Document65 pages20me702 - Process Planning and Cost Estimation Unit 5 2023-24CAD With RaoNo ratings yet
- Part Cost Analysis Report: A. Raw Material Detail B. Purchased Part DetailDocument2 pagesPart Cost Analysis Report: A. Raw Material Detail B. Purchased Part DetailramabhplNo ratings yet
- Die Casting Die Parameter - Calculation - GuidelineDocument8 pagesDie Casting Die Parameter - Calculation - GuidelineVenkateswaran venkateswaranNo ratings yet
- Shot Area: Must Be 50% From Injection PressureDocument7 pagesShot Area: Must Be 50% From Injection PressureAri Wibowo NugrohoNo ratings yet
- TML Norms For Existing Supplier: SL No Part Name Process M/C T Cost No of Strokes Rate/ StrokeDocument7 pagesTML Norms For Existing Supplier: SL No Part Name Process M/C T Cost No of Strokes Rate/ StrokeChandrajeet ShelkeNo ratings yet
- DT50U PartsDocument74 pagesDT50U PartshuckinnzNo ratings yet
- Front End Tipping SolutionsDocument16 pagesFront End Tipping SolutionsramabhplNo ratings yet
- Cushioning CalculationDocument2 pagesCushioning CalculationramabhplNo ratings yet
- Leroy Somer Electrical MotorDocument132 pagesLeroy Somer Electrical Motorramabhpl100% (1)
- METRIC THREADS - CHART For Higher SizesDocument2 pagesMETRIC THREADS - CHART For Higher SizesramabhplNo ratings yet
- 2016 Hydraulic Cylinders Industry ReportDocument35 pages2016 Hydraulic Cylinders Industry Reportramabhpl100% (1)
- A005 AtosDocument4 pagesA005 AtosramabhplNo ratings yet
- PV SeriesDocument43 pagesPV SeriesramabhplNo ratings yet
- BreatherDocument4 pagesBreatherramabhplNo ratings yet
- Sweet Spot Front Axle Assembly: Boundary/Block DiagramDocument1 pageSweet Spot Front Axle Assembly: Boundary/Block DiagramramabhplNo ratings yet
- Trelleborg DAS SealDocument3 pagesTrelleborg DAS SealramabhplNo ratings yet
- Part Cost Analysis Report: A. Raw Material Detail B. Purchased Part DetailDocument2 pagesPart Cost Analysis Report: A. Raw Material Detail B. Purchased Part DetailramabhplNo ratings yet
- Ressia at Elmina Gardens - City of Elmina - Way of LivingDocument15 pagesRessia at Elmina Gardens - City of Elmina - Way of LivingSime Darby PropertyNo ratings yet
- ElectricalDocument18 pagesElectricalLimuel Espiritu100% (1)
- Welding Washers For Steel DeckDocument2 pagesWelding Washers For Steel DecktylerlhsmithNo ratings yet
- PCB Designing and Fabrication P.C.B. (Printed Circuit Board)Document2 pagesPCB Designing and Fabrication P.C.B. (Printed Circuit Board)Ashwani DhimanNo ratings yet
- 3M Work Gloves BrochureDocument4 pages3M Work Gloves BrochureherminNo ratings yet
- Cathodic Protection System For Offshore StructureDocument13 pagesCathodic Protection System For Offshore StructureheikelNo ratings yet
- Flowfit CylindersDocument4 pagesFlowfit CylinderspvssrhNo ratings yet
- 1 - Skills and Knowledge of Cost EngineeringDocument17 pages1 - Skills and Knowledge of Cost EngineeringSherazNo ratings yet
- Total Balance ConcreteDocument2 pagesTotal Balance ConcreteNICMAILNo ratings yet
- Super Heavy AerbDocument42 pagesSuper Heavy Aerbarpitmehta85051No ratings yet
- Manual Masina de Spalat Rufe Incorporabila BekoDocument72 pagesManual Masina de Spalat Rufe Incorporabila BekoPerfectreviewNo ratings yet
- GB 50011-2010-EnDocument240 pagesGB 50011-2010-Enrahman fatah0% (1)
- TE-6070V Sampler Calibration Worksheet: Site and Calibration Information (Using G-Factor)Document3 pagesTE-6070V Sampler Calibration Worksheet: Site and Calibration Information (Using G-Factor)EDWARDNo ratings yet
- Motor Diesel F5L912Document35 pagesMotor Diesel F5L912Anonymous iu95trpxN100% (1)
- America's Secret Space Program and The Super ValkyrieDocument9 pagesAmerica's Secret Space Program and The Super ValkyrieVen Geancia0% (1)
- N2XH IEC 60502-1 XLPE FRNC 0.6/1kV CableDocument4 pagesN2XH IEC 60502-1 XLPE FRNC 0.6/1kV Cableesilva2021No ratings yet
- This PDF Document Is A Partial Sample Chapter From The Book..Document9 pagesThis PDF Document Is A Partial Sample Chapter From The Book..Anonymous VRspXsmNo ratings yet
- WeishauptDocument24 pagesWeishauptpatitay036817No ratings yet
- Datasheet 5451 and 5452 QSIIDocument6 pagesDatasheet 5451 and 5452 QSIIvictornoesgrunfeldNo ratings yet
- Development of Hybrid BT Cotton in China A Successful Integration of Transgenic Technology and Conventional TechniquesDocument5 pagesDevelopment of Hybrid BT Cotton in China A Successful Integration of Transgenic Technology and Conventional Techniqueszhongshunmao1541No ratings yet
- Security Survey of SITEDocument4 pagesSecurity Survey of SITEbcsharma_2009100% (1)
- 2020 ProposalDocument14 pages2020 Proposalapi-338285899No ratings yet
- Ehouse MCC Switchgear BuildingDocument15 pagesEhouse MCC Switchgear BuildingSARAVANA100% (1)
- Technical Manual 50UB-2014Document41 pagesTechnical Manual 50UB-2014SHNODANo ratings yet
- Bulb Flat, Steel Bulb Flats, hp100x8 Bulb Bar PDFDocument4 pagesBulb Flat, Steel Bulb Flats, hp100x8 Bulb Bar PDF9245126694No ratings yet
- Hollow Structural Section NSMPDocument16 pagesHollow Structural Section NSMPAngelo MoralNo ratings yet


































































































Download as xls, pdf, or txt
You might also like
- Injection Molding: Part Cost EstimatorDocument3 pagesInjection Molding: Part Cost Estimatorpchakkrapani100% (1)
- Lathe and VMC Cycle Time CalculatorDocument5 pagesLathe and VMC Cycle Time CalculatorDhanus KodiNo ratings yet
- Cost BreakupDocument6 pagesCost Breakuppiyush sharma100% (1)
- Learning Objectives: 3.1 Basic Weld JointsDocument15 pagesLearning Objectives: 3.1 Basic Weld Jointsramabhpl100% (1)
- SHT Metal EstimatorDocument7 pagesSHT Metal Estimatorkarthikkumarfeb6No ratings yet
- Tool Design Calculation: Cutting ForceDocument4 pagesTool Design Calculation: Cutting ForceRaja SathishNo ratings yet
- Tonnage CalculationDocument3 pagesTonnage CalculationEmba MadrasNo ratings yet
- Compression Molding Machine PriceDocument13 pagesCompression Molding Machine PriceSalma FarooqNo ratings yet
- Catalogue HyvaDocument222 pagesCatalogue HyvaEdgar Rojas Espejo100% (2)
- Api 579-1 - Asme FFS-1 PaDocument14 pagesApi 579-1 - Asme FFS-1 PaZdravko Ivancic20% (5)
- PlasticDocument172 pagesPlasticNGOC HUYNHNo ratings yet
- Collapse of Flats at Ronan Point, Canning TownDocument83 pagesCollapse of Flats at Ronan Point, Canning TownAman 'kebe' KebedeNo ratings yet
- F1 Car Project ProposalDocument4 pagesF1 Car Project ProposalFirdaus IliasNo ratings yet
- Template For Quoting Sheet Metal PartsDocument100 pagesTemplate For Quoting Sheet Metal PartsCarlos RetamozaNo ratings yet
- Partcost With Freight Table Rev. 7Document3 pagesPartcost With Freight Table Rev. 7RJLockNo ratings yet
- Design and Analysis of Progressive Tool For An Automobile ComponentDocument9 pagesDesign and Analysis of Progressive Tool For An Automobile ComponentAnna100% (1)
- Body ModelDocument145 pagesBody ModelDipika PandaNo ratings yet
- Material: NRE Pricing Sheet Quantity CostDocument1 pageMaterial: NRE Pricing Sheet Quantity CostAnonymous VRspXsmNo ratings yet
- Tonnage CalculatorDocument2 pagesTonnage CalculatorLoveofyouth ReddyNo ratings yet
- Compound Die PDFDocument4 pagesCompound Die PDFNhan Le100% (1)
- Cupola Melting CostDocument3 pagesCupola Melting CostnirevievNo ratings yet
- CostTable Fasteners 2022Document17 pagesCostTable Fasteners 2022shaffin jeba shinuNo ratings yet
- Cost-Benefit AnalysisDocument2 pagesCost-Benefit AnalysisNISREEN WAYANo ratings yet
- E-Coat Inputs: A) Part InformationDocument5 pagesE-Coat Inputs: A) Part InformationAnjan MalusareNo ratings yet
- Machine Cost & Set Up TimeDocument11 pagesMachine Cost & Set Up TimeGanesh SunderNo ratings yet
- Fixtures Cost Break UpDocument23 pagesFixtures Cost Break UpAshok AroraNo ratings yet
- EA Plasma, Laser, OxyfuelDocument5 pagesEA Plasma, Laser, OxyfuelSaravanan VelayuthamNo ratings yet
- Costing Sheet 500632403736Document6 pagesCosting Sheet 500632403736Sourabh PradhanNo ratings yet
- Machining Line Quote-NewDocument1 pageMachining Line Quote-NewJimmyNo ratings yet
- How To Calculate The Tonnage of Die Casting MachineDocument2 pagesHow To Calculate The Tonnage of Die Casting MachineRafał LesiczkaNo ratings yet
- NTTF Press Tool Standards Ebook GeneralDocument207 pagesNTTF Press Tool Standards Ebook GeneralRagunathan G100% (1)
- Injection Molded Plastic Part Cost Estimator: Design Organizatio Date Part EvaluatedDocument4 pagesInjection Molded Plastic Part Cost Estimator: Design Organizatio Date Part EvaluatedTiago CerqueiraNo ratings yet
- CSS' CYLINDER HEAD Machining Part Print PQC& DR Verification ListDocument1 pageCSS' CYLINDER HEAD Machining Part Print PQC& DR Verification ListJosemar PorfirioNo ratings yet
- Injection Timing Calculator 2020Document43 pagesInjection Timing Calculator 2020Tim JuddNo ratings yet
- Zuhaltekraftberechnung: Teilbezeichnung Auslegung 1 - FachDocument2 pagesZuhaltekraftberechnung: Teilbezeichnung Auslegung 1 - FachARUN KUMAR KoterimadathilNo ratings yet
- How To Compute Tonnage RequirementsDocument5 pagesHow To Compute Tonnage RequirementsPrabhat SharmaNo ratings yet
- Bob 0601 2015 00Document12 pagesBob 0601 2015 00Prashant MoreNo ratings yet
- Piercing Process Cost CalculationDocument3 pagesPiercing Process Cost CalculationVenkateswaran venkateswaranNo ratings yet
- F A X TSS: Cutting ForceDocument3 pagesF A X TSS: Cutting ForcesachinNo ratings yet
- 14.72 KL PP FRP TankDocument24 pages14.72 KL PP FRP TankmaheshdgavaliNo ratings yet
- Stamping Blank and Tonnage CalculatorDocument10 pagesStamping Blank and Tonnage CalculatorDhanus KodiNo ratings yet
- Investment Casting Cycle TimeDocument12 pagesInvestment Casting Cycle TimemaheshNo ratings yet
- 2) in STN-2 Cycle Time Is OUT As Loading Time Is More in Both Fixture Than Welding TimeDocument1 page2) in STN-2 Cycle Time Is OUT As Loading Time Is More in Both Fixture Than Welding TimeKARTICK PRASADNo ratings yet
- Ijme - Optimization of Process Parameters by Warm Deep Drawing of Cylindrical Cup of Nickel 201Document10 pagesIjme - Optimization of Process Parameters by Warm Deep Drawing of Cylindrical Cup of Nickel 201Impact JournalsNo ratings yet
- Cost Working of Mechanical Press: Description General Formula CostDocument4 pagesCost Working of Mechanical Press: Description General Formula Costazadsingh1No ratings yet
- Project Cost For Injection Moulding Plant: SL No Description Capacity Short Weight Condition Basic PriceDocument2 pagesProject Cost For Injection Moulding Plant: SL No Description Capacity Short Weight Condition Basic PriceNihar RanjanNo ratings yet
- Inj Mold CalculateDocument9 pagesInj Mold CalculateGiap NguyenNo ratings yet
- 04 421 40033 Clutch CoverDocument1 page04 421 40033 Clutch CoverPress TechNo ratings yet
- Project: TML (Emc) : Part No 1A014117 Customer TMLDocument2 pagesProject: TML (Emc) : Part No 1A014117 Customer TMLShrikant YashNo ratings yet
- Tonase Dan Kebutuhan Material CV04A Dan RF45Document2 pagesTonase Dan Kebutuhan Material CV04A Dan RF45Bagas Lesta CoratiesNo ratings yet
- FES MTG Welding Fixture F7222910Document11 pagesFES MTG Welding Fixture F7222910Sekar NaikNo ratings yet
- Abs - Injection Mould Component Cost EstimationDocument7 pagesAbs - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Costing Calculations:: Date: 12/5/2016 Revision: R0 Costing 336Document9 pagesCosting Calculations:: Date: 12/5/2016 Revision: R0 Costing 336Rakesh SharmaNo ratings yet
- Costing Sheet - 1835 - ExtrusionDocument3 pagesCosting Sheet - 1835 - ExtrusionER RAKESHNo ratings yet
- Costing Format - Press ToolDocument6 pagesCosting Format - Press ToolVineet Pandey Vlogs67% (3)
- D10369520ADocument4 pagesD10369520AQUALITY ControlNo ratings yet
- Asa - Injection Mould Component Cost EstimationDocument7 pagesAsa - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Effeciency CalculationDocument26 pagesEffeciency CalculationAshish SawantNo ratings yet
- Summary-Costing Sheet For Shell & Tube Heat ExchangerDocument19 pagesSummary-Costing Sheet For Shell & Tube Heat ExchangerAnonymous LKi1w1uNo ratings yet
- Costing FormatDocument3 pagesCosting FormatdavNo ratings yet
- 20me702 - Process Planning and Cost Estimation Unit 5 2023-24Document65 pages20me702 - Process Planning and Cost Estimation Unit 5 2023-24CAD With RaoNo ratings yet
- Part Cost Analysis Report: A. Raw Material Detail B. Purchased Part DetailDocument2 pagesPart Cost Analysis Report: A. Raw Material Detail B. Purchased Part DetailramabhplNo ratings yet
- Die Casting Die Parameter - Calculation - GuidelineDocument8 pagesDie Casting Die Parameter - Calculation - GuidelineVenkateswaran venkateswaranNo ratings yet
- Shot Area: Must Be 50% From Injection PressureDocument7 pagesShot Area: Must Be 50% From Injection PressureAri Wibowo NugrohoNo ratings yet
- TML Norms For Existing Supplier: SL No Part Name Process M/C T Cost No of Strokes Rate/ StrokeDocument7 pagesTML Norms For Existing Supplier: SL No Part Name Process M/C T Cost No of Strokes Rate/ StrokeChandrajeet ShelkeNo ratings yet
- DT50U PartsDocument74 pagesDT50U PartshuckinnzNo ratings yet
- Front End Tipping SolutionsDocument16 pagesFront End Tipping SolutionsramabhplNo ratings yet
- Cushioning CalculationDocument2 pagesCushioning CalculationramabhplNo ratings yet
- Leroy Somer Electrical MotorDocument132 pagesLeroy Somer Electrical Motorramabhpl100% (1)
- METRIC THREADS - CHART For Higher SizesDocument2 pagesMETRIC THREADS - CHART For Higher SizesramabhplNo ratings yet
- 2016 Hydraulic Cylinders Industry ReportDocument35 pages2016 Hydraulic Cylinders Industry Reportramabhpl100% (1)
- A005 AtosDocument4 pagesA005 AtosramabhplNo ratings yet
- PV SeriesDocument43 pagesPV SeriesramabhplNo ratings yet
- BreatherDocument4 pagesBreatherramabhplNo ratings yet
- Sweet Spot Front Axle Assembly: Boundary/Block DiagramDocument1 pageSweet Spot Front Axle Assembly: Boundary/Block DiagramramabhplNo ratings yet
- Trelleborg DAS SealDocument3 pagesTrelleborg DAS SealramabhplNo ratings yet
- Part Cost Analysis Report: A. Raw Material Detail B. Purchased Part DetailDocument2 pagesPart Cost Analysis Report: A. Raw Material Detail B. Purchased Part DetailramabhplNo ratings yet
- Ressia at Elmina Gardens - City of Elmina - Way of LivingDocument15 pagesRessia at Elmina Gardens - City of Elmina - Way of LivingSime Darby PropertyNo ratings yet
- ElectricalDocument18 pagesElectricalLimuel Espiritu100% (1)
- Welding Washers For Steel DeckDocument2 pagesWelding Washers For Steel DecktylerlhsmithNo ratings yet
- PCB Designing and Fabrication P.C.B. (Printed Circuit Board)Document2 pagesPCB Designing and Fabrication P.C.B. (Printed Circuit Board)Ashwani DhimanNo ratings yet
- 3M Work Gloves BrochureDocument4 pages3M Work Gloves BrochureherminNo ratings yet
- Cathodic Protection System For Offshore StructureDocument13 pagesCathodic Protection System For Offshore StructureheikelNo ratings yet
- Flowfit CylindersDocument4 pagesFlowfit CylinderspvssrhNo ratings yet
- 1 - Skills and Knowledge of Cost EngineeringDocument17 pages1 - Skills and Knowledge of Cost EngineeringSherazNo ratings yet
- Total Balance ConcreteDocument2 pagesTotal Balance ConcreteNICMAILNo ratings yet
- Super Heavy AerbDocument42 pagesSuper Heavy Aerbarpitmehta85051No ratings yet
- Manual Masina de Spalat Rufe Incorporabila BekoDocument72 pagesManual Masina de Spalat Rufe Incorporabila BekoPerfectreviewNo ratings yet
- GB 50011-2010-EnDocument240 pagesGB 50011-2010-Enrahman fatah0% (1)
- TE-6070V Sampler Calibration Worksheet: Site and Calibration Information (Using G-Factor)Document3 pagesTE-6070V Sampler Calibration Worksheet: Site and Calibration Information (Using G-Factor)EDWARDNo ratings yet
- Motor Diesel F5L912Document35 pagesMotor Diesel F5L912Anonymous iu95trpxN100% (1)
- America's Secret Space Program and The Super ValkyrieDocument9 pagesAmerica's Secret Space Program and The Super ValkyrieVen Geancia0% (1)
- N2XH IEC 60502-1 XLPE FRNC 0.6/1kV CableDocument4 pagesN2XH IEC 60502-1 XLPE FRNC 0.6/1kV Cableesilva2021No ratings yet
- This PDF Document Is A Partial Sample Chapter From The Book..Document9 pagesThis PDF Document Is A Partial Sample Chapter From The Book..Anonymous VRspXsmNo ratings yet
- WeishauptDocument24 pagesWeishauptpatitay036817No ratings yet
- Datasheet 5451 and 5452 QSIIDocument6 pagesDatasheet 5451 and 5452 QSIIvictornoesgrunfeldNo ratings yet
- Development of Hybrid BT Cotton in China A Successful Integration of Transgenic Technology and Conventional TechniquesDocument5 pagesDevelopment of Hybrid BT Cotton in China A Successful Integration of Transgenic Technology and Conventional Techniqueszhongshunmao1541No ratings yet
- Security Survey of SITEDocument4 pagesSecurity Survey of SITEbcsharma_2009100% (1)
- 2020 ProposalDocument14 pages2020 Proposalapi-338285899No ratings yet
- Ehouse MCC Switchgear BuildingDocument15 pagesEhouse MCC Switchgear BuildingSARAVANA100% (1)
- Technical Manual 50UB-2014Document41 pagesTechnical Manual 50UB-2014SHNODANo ratings yet
- Bulb Flat, Steel Bulb Flats, hp100x8 Bulb Bar PDFDocument4 pagesBulb Flat, Steel Bulb Flats, hp100x8 Bulb Bar PDF9245126694No ratings yet
- Hollow Structural Section NSMPDocument16 pagesHollow Structural Section NSMPAngelo MoralNo ratings yet