Download as pdf or txt
You might also like
- (European Coatings TECH FILES) Winkelaar, Adrie - Coatings Basics-Vincentz Network (2014)Document149 pages(European Coatings TECH FILES) Winkelaar, Adrie - Coatings Basics-Vincentz Network (2014)Arthur Thiesen100% (1)
- Technip Energies Technology HandbookDocument120 pagesTechnip Energies Technology HandbookLokesh Ravichandran100% (2)
- 02 - SCORE Furnaces - Case StudiesDocument22 pages02 - SCORE Furnaces - Case StudiesAbhimanyu SharmaNo ratings yet
- Bio Diesel b20, En590-Biodiesel b5 SpecsDocument1 pageBio Diesel b20, En590-Biodiesel b5 Specsmohammed wajid100% (1)
- FCC MANUAL 5-Catalyst RegenerationDocument10 pagesFCC MANUAL 5-Catalyst RegenerationSrinivas MoturiNo ratings yet
- Troubleshooting Shell-And-Tube Heat ExchangersDocument2 pagesTroubleshooting Shell-And-Tube Heat ExchangersForcus on100% (1)
- 07b BurnersDocument16 pages07b BurnersTissa1969No ratings yet
- Tranfer Line Exchangers PDFDocument28 pagesTranfer Line Exchangers PDFNaveen MeenaNo ratings yet
- Furnaces 2012Document54 pagesFurnaces 2012mujeebmehar100% (1)
- Cracking Furnace Tube Metallurgy Part 1 ADocument21 pagesCracking Furnace Tube Metallurgy Part 1 AKaren Romero100% (1)
- Fired Heaters Convection SectionDocument25 pagesFired Heaters Convection Sectionweam nour100% (1)
- SRT ViiDocument34 pagesSRT Viikeydie RamirezNo ratings yet
- Ethylene & ACF PDFDocument48 pagesEthylene & ACF PDFSubrato Saha100% (2)
- 3 Furnace Furnace Revamps Revamps Revamps in in Low Low Budget Times - TechnipDocument39 pages3 Furnace Furnace Revamps Revamps Revamps in in Low Low Budget Times - TechnipxinghustNo ratings yet
- Why Do Waste Heat Boilers Fail?: Excessive TemperatureDocument4 pagesWhy Do Waste Heat Boilers Fail?: Excessive TemperatureMaheesha GunathungaNo ratings yet
- 06 - Claus Tail Gas Treating Units Switching To Low Temperature Tail Gas Operation Proceedings PDFDocument24 pages06 - Claus Tail Gas Treating Units Switching To Low Temperature Tail Gas Operation Proceedings PDFmujeebtalib100% (1)
- Steam Cracker Furnace of OlefinesDocument10 pagesSteam Cracker Furnace of OlefinesEnrique ArceNo ratings yet
- Process Heaters Furnaces and Fired Heaters PDFDocument12 pagesProcess Heaters Furnaces and Fired Heaters PDFHaris Nu'man Aulia100% (1)
- Ethylene Furnance InspectionfgDocument6 pagesEthylene Furnance InspectionfgThomas TuckerNo ratings yet
- Delayed Coker Fired HeatersDocument20 pagesDelayed Coker Fired HeatersJean Carlos Gonzalez Hernandez100% (3)
- Failure of Ethylene Furnace Outlet Transfer Line Due To OverheatingDocument8 pagesFailure of Ethylene Furnace Outlet Transfer Line Due To OverheatingRonald MesinaNo ratings yet
- V FCCDocument38 pagesV FCCpipe_boyNo ratings yet
- A Successful Approach To Improve Energy Utilization in Ethylene Units - 2007 - 91fDocument65 pagesA Successful Approach To Improve Energy Utilization in Ethylene Units - 2007 - 91fMahsa100% (1)
- Guidelines For Ethylene Quench Tower Rev IntroDocument13 pagesGuidelines For Ethylene Quench Tower Rev IntroMubarik AliNo ratings yet
- Fired Heater PDFDocument8 pagesFired Heater PDFaliarbi100% (1)
- Troubleshooting Vacuum Unit Revamp - TDocument6 pagesTroubleshooting Vacuum Unit Revamp - TRafeek Emad AbdElkaderNo ratings yet
- Furnace PPT (New)Document65 pagesFurnace PPT (New)Njourn100% (1)
- Ethylene Cracker SQEDocument29 pagesEthylene Cracker SQEMohammed AlnefayeiNo ratings yet
- Revamp Fired Heaters To Increase CapacityDocument8 pagesRevamp Fired Heaters To Increase Capacityyogitadoda100% (3)
- Distillation Column InternalsDocument4 pagesDistillation Column InternalsChemsys SunnyNo ratings yet
- 4 Rules of Fired Heater OperationDocument17 pages4 Rules of Fired Heater OperationIman KhavvajiNo ratings yet
- FCC MANUAL 5-The Role of Catalyst in FCC TroubleshootingDocument10 pagesFCC MANUAL 5-The Role of Catalyst in FCC Troubleshooting750921No ratings yet
- Fired Heater - 2013 FW TalkDocument38 pagesFired Heater - 2013 FW TalkSong Hoe100% (2)
- FALLSEM2021-22 CHE4001 ETH VL2021220100382 Reference Material I 17-Aug-2021 Lecture-1 (Tray Vs Packed Column)Document62 pagesFALLSEM2021-22 CHE4001 ETH VL2021220100382 Reference Material I 17-Aug-2021 Lecture-1 (Tray Vs Packed Column)sanyukta sinhaNo ratings yet
- Steam Reformer HeatersDocument17 pagesSteam Reformer HeatersHassan HaiderNo ratings yet
- 05A - Fired Heaters 2UPsDocument38 pages05A - Fired Heaters 2UPsAhmed ElhadyNo ratings yet
- 34 (Distillation Column Info Tray - Bro) PDFDocument16 pages34 (Distillation Column Info Tray - Bro) PDFManish542No ratings yet
- Deaerator LearnDocument26 pagesDeaerator Learnsopian320No ratings yet
- Lecture 1 Chemistry of Crude-FinalDocument39 pagesLecture 1 Chemistry of Crude-FinalNaval Koralkar Chemical Engg. Dept.No ratings yet
- FURNACEDocument74 pagesFURNACESonam Bijaya100% (2)
- Fired Heater Presentation - Final97 2003Document40 pagesFired Heater Presentation - Final97 2003Altif Abood100% (3)
- Read The Paper Corrosion Control in Sulphur Recovery Units - Claus ProcessDocument14 pagesRead The Paper Corrosion Control in Sulphur Recovery Units - Claus Processaecf_13No ratings yet
- Ethylene BasicsDocument53 pagesEthylene Basicskingcobra008100% (5)
- Quench Tower 2Document16 pagesQuench Tower 2achillesntroy100% (2)
- Furnace OperationsDocument53 pagesFurnace OperationsRana Shahid Raza100% (1)
- Boiler PresentaionDocument73 pagesBoiler PresentaionNikhil PandeyNo ratings yet
- SRU Brochure ZEECODocument5 pagesSRU Brochure ZEECOmomemmNo ratings yet
- Fired HeatersDocument40 pagesFired HeatersAhmad Riaz KhanNo ratings yet
- QB Johnson Water Bath HeaterDocument3 pagesQB Johnson Water Bath HeaterSantosh AdadaNo ratings yet
- Dew Point Od Acid GasDocument4 pagesDew Point Od Acid GassrshahNo ratings yet
- Sru TroubleshootingDocument40 pagesSru TroubleshootingGomathi Shankar100% (1)
- Hydrogen Generation For Modern Refineries 2009Document7 pagesHydrogen Generation For Modern Refineries 2009Raudah RahimiNo ratings yet
- Chemical Cleaning of Boiler Pressure Parts As TheDocument57 pagesChemical Cleaning of Boiler Pressure Parts As TheAnonymous 1OmAQ0u3No ratings yet
- Module 3 Steam ReformingDocument33 pagesModule 3 Steam ReformingAfiq AsrafNo ratings yet
- Fired Heater LectureDocument28 pagesFired Heater LectureDylanAdams100% (1)
- Improve The Reliability of High Flux Reboilers PDFDocument7 pagesImprove The Reliability of High Flux Reboilers PDFAbhik BanerjeeNo ratings yet
- CBI Ethylene Enhancement ArticleDocument4 pagesCBI Ethylene Enhancement ArticleChi-Hao LoNo ratings yet
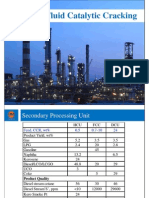
- Fluid Catalytic CrackingDocument16 pagesFluid Catalytic Crackingbubalazi100% (1)
- Chapter 5a - HydrocrackingDocument26 pagesChapter 5a - Hydrocrackingazizia harmes0% (1)
- Boiler SurveyDocument7 pagesBoiler SurveyrajishrrrNo ratings yet
- Power Generation From Combustion NEWDocument49 pagesPower Generation From Combustion NEWhridita purbaNo ratings yet
- Aph FireDocument25 pagesAph Firesekhar_ntpcNo ratings yet
- Black Gold Vegetable Oil HeaterDocument8 pagesBlack Gold Vegetable Oil HeateraaposxtoloNo ratings yet
- Biology 9700 01 & 02Document18 pagesBiology 9700 01 & 02srirupaNo ratings yet
- ACUSOL™ 820 Rheology Modifier/Stabilizer: Description ApplicationsDocument9 pagesACUSOL™ 820 Rheology Modifier/Stabilizer: Description Applicationsbob bobkaNo ratings yet
- Shigemi Toda (A) 111117 Action PPT (Rev.4) Tokaicarbon TodaDocument16 pagesShigemi Toda (A) 111117 Action PPT (Rev.4) Tokaicarbon Todachinmoyd1No ratings yet
- Material Applications 5gDocument3 pagesMaterial Applications 5gavanthikancheriNo ratings yet
- KMPS ExtractionDocument76 pagesKMPS Extractionbakhtyar21No ratings yet
- Unit - II - Composite Materials (A)Document47 pagesUnit - II - Composite Materials (A)patlninadNo ratings yet
- Physical, Chemical and Biological Characteristics of WastewaterDocument45 pagesPhysical, Chemical and Biological Characteristics of WastewaterNorzaifee Nizamudin100% (2)
- Indian Chemical Industry MRPDocument60 pagesIndian Chemical Industry MRPNamit DehariyaNo ratings yet
- Heterogeneous Catalysts For Biodiesel ProductionDocument21 pagesHeterogeneous Catalysts For Biodiesel ProductionNinaIvanaNo ratings yet
- Body and Hand Creams and LotionsDocument14 pagesBody and Hand Creams and LotionsFEBINo ratings yet
- Tenside Phosphate EsterDocument7 pagesTenside Phosphate EsterDr Pinklesh AroraNo ratings yet
- Evonik-Cat NickleDocument13 pagesEvonik-Cat NickleAgung Ariefat LubisNo ratings yet
- Biology - 1st SemDocument36 pagesBiology - 1st Semho laNo ratings yet
- Group 6 EnzymesDocument82 pagesGroup 6 EnzymesFPagota, Kristine Fe S.100% (1)
- 06 Exp 04 Extraction 2Document8 pages06 Exp 04 Extraction 2lklepoNo ratings yet
- Script For The Reporting in ChemDocument11 pagesScript For The Reporting in ChemJamaica SalvadorNo ratings yet
- Rachmawati 2021 IOP Conf. Ser. Mater. Sci. Eng. 1115 012068 PDFDocument9 pagesRachmawati 2021 IOP Conf. Ser. Mater. Sci. Eng. 1115 012068 PDFKristel ComitanNo ratings yet
- Biomol 2Document29 pagesBiomol 2Nisa NisaNo ratings yet
- Protein Synthesis تصنيع البروتينDocument12 pagesProtein Synthesis تصنيع البروتينBra himNo ratings yet
- AldehydesDocument21 pagesAldehydesNoor Farrah Wahida MuradNo ratings yet
- M06 Alkyd Metal Primer: Features General PropertiesDocument2 pagesM06 Alkyd Metal Primer: Features General Propertiesplj0001No ratings yet
- Nurse Cheung - Life & Physical SciencesDocument5 pagesNurse Cheung - Life & Physical SciencesDuyen LeNo ratings yet
- Goodhill E-Biz Pte LTDDocument3 pagesGoodhill E-Biz Pte LTDapi-246050324No ratings yet
- Technology Liquid Coating Resins Liquid Coating Resins Product Range Emea EnglishDocument8 pagesTechnology Liquid Coating Resins Liquid Coating Resins Product Range Emea EnglishUsama AwadNo ratings yet
- Volumetric AnalysisDocument21 pagesVolumetric AnalysisSushil NirupaNo ratings yet
- ISFO Science+Grade+8 2022Document73 pagesISFO Science+Grade+8 2022Aerospace Briefcase100% (2)
- Pre Lecture Note Module 1 7th Sem 1600932959Document18 pagesPre Lecture Note Module 1 7th Sem 1600932959Arunodhaya NNo ratings yet