Download as pdf or txt
You might also like
- Ams 2444Document1 pageAms 2444Jai BhandariNo ratings yet
- Metal Cutting and Tool DesignDocument3 pagesMetal Cutting and Tool DesignHemanth YadaNo ratings yet
- High Speed MachiningDocument21 pagesHigh Speed MachiningMani Kandan100% (1)
- Metrology Solved ExamplesDocument17 pagesMetrology Solved Examplesjoin2ravikantNo ratings yet
- Cutting Tool MaterialDocument41 pagesCutting Tool MaterialDheerajOmprasadNo ratings yet
- TaegoTech - PG BroshureDocument11 pagesTaegoTech - PG Broshurealexl5892No ratings yet
- Sitecollectiondocuments Downloads Global Brochures En-Gb C-2940-131Document24 pagesSitecollectiondocuments Downloads Global Brochures En-Gb C-2940-131Rudra DasNo ratings yet
- H - Additional MachiningDocument51 pagesH - Additional MachiningedsaregNo ratings yet
- Abrasive Jet MachiningDocument37 pagesAbrasive Jet MachiningPola Vamsi RahulNo ratings yet
- Laser Beam Machining: Done By: MuradDocument15 pagesLaser Beam Machining: Done By: MuradAl Mutiry MuardNo ratings yet
- Solid Carbide Tools: Catalogue CDMR 06Document100 pagesSolid Carbide Tools: Catalogue CDMR 06ranjithjoyNo ratings yet
- Soft Copy Output DevicesDocument2 pagesSoft Copy Output DevicesJrBouXky75% (4)
- Groover Ch15 - Group TechnologyDocument42 pagesGroover Ch15 - Group TechnologyLungile NyangaNo ratings yet
- Computer Aided Process Planning CAPP PDFDocument32 pagesComputer Aided Process Planning CAPP PDFMuizzuddin Rosli100% (1)
- 2013 Theory All Inc Casting PDFDocument65 pages2013 Theory All Inc Casting PDFaamir_00No ratings yet
- Additive ManufacturingDocument4 pagesAdditive ManufacturingMagisterr0% (2)
- Water Jet Machining: Recent DevelopmentDocument36 pagesWater Jet Machining: Recent Developmentrmehfuz60% (5)
- Cutting Force of End Cutting Tool Milling MachiningDocument24 pagesCutting Force of End Cutting Tool Milling MachiningGabryel BogdanNo ratings yet
- Metal CuttingDocument120 pagesMetal CuttingDinesh Kumar VishvakarmaNo ratings yet
- Incremental Sheet Metal Forming On CNC Milling Machine-ToolDocument4 pagesIncremental Sheet Metal Forming On CNC Milling Machine-ToolDionysius WahyoeNo ratings yet
- Cartridge Type Boring BarDocument4 pagesCartridge Type Boring BarvishalNo ratings yet
- Manufacturing Processes - Iiprof. A.b.chattopadhyay, Prof. A.K. ChattopadhyayDocument618 pagesManufacturing Processes - Iiprof. A.b.chattopadhyay, Prof. A.K. ChattopadhyayVivek Jaiswal88% (8)
- End Mill Training Website PDFDocument64 pagesEnd Mill Training Website PDFDejan Jovanovic100% (1)
- Diamond Wire Saw Machine - 副本 (350591)Document2 pagesDiamond Wire Saw Machine - 副本 (350591)rohit10mpuatNo ratings yet
- SAW - Tractor 1000Document2 pagesSAW - Tractor 1000Rizaldi Akhmad SungkawaNo ratings yet
- Production Question and Answer All 2012Document149 pagesProduction Question and Answer All 2012AnshulJainNo ratings yet
- Water Jet CutterDocument16 pagesWater Jet CutterRex Delon50% (2)
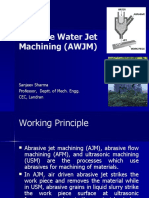
- Abrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocument33 pagesAbrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNo ratings yet
- Computer Aided ManufacturingDocument28 pagesComputer Aided ManufacturingSheik AbdullahNo ratings yet
- Ch-6 Reaming, Boring, BroachingDocument58 pagesCh-6 Reaming, Boring, BroachingVikas PotluriNo ratings yet
- IC FabricationDocument76 pagesIC FabricationRoshdy AbdelRassoulNo ratings yet
- DFM Guidebook Sheetmetal Design Guidelines Issue XVIII PDFDocument11 pagesDFM Guidebook Sheetmetal Design Guidelines Issue XVIII PDFNandang KuroshakiNo ratings yet
- Tut Sheet Mcm01Document3 pagesTut Sheet Mcm01Dhruvay JainNo ratings yet
- Advantages of High Speed MachiningDocument6 pagesAdvantages of High Speed MachiningMahendra VadavaleNo ratings yet
- MultiCam 3000-Series CNC WaterjetDocument12 pagesMultiCam 3000-Series CNC WaterjetDaniel AustinNo ratings yet
- Production Technology-I Unit No. 1: Cutting ToolDocument15 pagesProduction Technology-I Unit No. 1: Cutting ToolPankaj ChhabraNo ratings yet
- CH 5 DrillingDocument39 pagesCH 5 DrillingMANJEET KUMARNo ratings yet
- Milling: Prepared By: Dinbandhu Singh 1Document23 pagesMilling: Prepared By: Dinbandhu Singh 1Dino SinghNo ratings yet
- Design of A Milling Cutter by Using Catia: D Ravi TejaDocument48 pagesDesign of A Milling Cutter by Using Catia: D Ravi Tejanaveen mylapilliNo ratings yet
- Mechanisms of Wear in HSS Cutting ToolsDocument31 pagesMechanisms of Wear in HSS Cutting Toolsjyoti ranjan nayak100% (2)
- Recommendations For Thread Milling Cutters: Materials and Application RecommendationsDocument1 pageRecommendations For Thread Milling Cutters: Materials and Application RecommendationsHaizmeer BonzieNo ratings yet
- Conceptual Design of Blanking Tool For Washer Special: Nandish Harti DR D. RamegoudaDocument4 pagesConceptual Design of Blanking Tool For Washer Special: Nandish Harti DR D. Ramegoudaaravindan476No ratings yet
- Hyprez Lapping PolishingDocument16 pagesHyprez Lapping PolishingMargaret DaughertyNo ratings yet
- MAPAL Competence ISO enDocument206 pagesMAPAL Competence ISO enMarcio ParrachoNo ratings yet
- Edm Wire CutDocument2 pagesEdm Wire CutRedza Rabani RosliNo ratings yet
- Sheet Metal Forming 2015Document84 pagesSheet Metal Forming 2015bmsschlotterbeck100% (2)
- Automation in Sheet Metal Tig Welding Process: A Case StudyDocument6 pagesAutomation in Sheet Metal Tig Welding Process: A Case StudyseventhsensegroupNo ratings yet
- KORLOY Product Catalog - English: Aerospace Industry Automotive Industry Railway Industry Medical IndustryDocument1,333 pagesKORLOY Product Catalog - English: Aerospace Industry Automotive Industry Railway Industry Medical IndustryD3nnSGTAVNo ratings yet
- Final Thesis On CNCDocument55 pagesFinal Thesis On CNCFranco100% (1)
- SAW D ManualDocument16 pagesSAW D ManualjlmansillaNo ratings yet
- FEEDING SYSTEMS - FosecoDocument12 pagesFEEDING SYSTEMS - FosecotabibkarimNo ratings yet
- Cutting Tool MaterialsDocument5 pagesCutting Tool MaterialsMichael MeltzNo ratings yet
- MP-1 Tut SheetDocument11 pagesMP-1 Tut SheetAnkur ChelseafcNo ratings yet
- Metal FormingDocument6 pagesMetal FormingHarish Kumar SNo ratings yet
- Cutting Tool MaterialDocument90 pagesCutting Tool MaterialKuldeep SinghNo ratings yet
- Tooling and Work Holding Devices: Unit VDocument57 pagesTooling and Work Holding Devices: Unit VGowtham SakthivelNo ratings yet
- Cutting Tool Materials of Common Use: Irshad K TDocument49 pagesCutting Tool Materials of Common Use: Irshad K TAswinNo ratings yet
- Tool SteelsDocument53 pagesTool SteelsMuhamad KahfaNo ratings yet
- Unit-4 Steels As Cutting Tool MaterialsDocument13 pagesUnit-4 Steels As Cutting Tool MaterialsItachi UchihaNo ratings yet
- Tool Steel Grade and Standard DesignationDocument7 pagesTool Steel Grade and Standard DesignationMustafa SevimliNo ratings yet
- Alloy Steels: Dr. Indika de SilvaDocument25 pagesAlloy Steels: Dr. Indika de SilvaChandima K Priyamal100% (1)
- Cutting Tool MaterialsDocument3 pagesCutting Tool MaterialsManish KumarNo ratings yet
- Gate 2005Document28 pagesGate 2005Pradeep RajputNo ratings yet
- 1 1 Welding Q A For StudentsDocument10 pages1 1 Welding Q A For StudentsRavinder Antil100% (4)
- 1 2 Resistance and Special Welding Q A For StudentsDocument10 pages1 2 Resistance and Special Welding Q A For StudentsRavinder AntilNo ratings yet
- Gate 2000Document14 pagesGate 2000Pradeep RajputNo ratings yet
- GATEME 2008PaperSolutionDocument5 pagesGATEME 2008PaperSolutionAkash Km SinghNo ratings yet
- GATE 2008 Scan PDFDocument16 pagesGATE 2008 Scan PDFAkash Km SinghNo ratings yet
- Gate 2004 PDFDocument37 pagesGate 2004 PDFAkash Km SinghNo ratings yet
- Gate 2006Document25 pagesGate 2006Pradeep RajputNo ratings yet
- Gate 2002Document9 pagesGate 2002Ranjay ShankarNo ratings yet
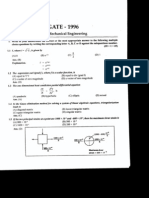
- Gate 1996Document13 pagesGate 1996Pradeep RajputNo ratings yet
- 'GATE - 2001: M"'E: Mech IcalDocument16 pages'GATE - 2001: M"'E: Mech IcalNikhil BathamNo ratings yet
- Gate 1998Document16 pagesGate 1998Pradeep RajputNo ratings yet
- Gate 1999Document14 pagesGate 1999Pradeep RajputNo ratings yet
- Gate 1995Document12 pagesGate 1995Pradeep RajputNo ratings yet
- Gate 1997Document13 pagesGate 1997Pradeep RajputNo ratings yet
- Gate 1994Document16 pagesGate 1994Pradeep RajputNo ratings yet
- Material ScienceDocument810 pagesMaterial ScienceNikhil Batham67% (3)
- Gate 1992Document7 pagesGate 1992Jyoti BhaghiNo ratings yet
- IC Engine IES GATE IAS 20 Years Question and AnswersDocument77 pagesIC Engine IES GATE IAS 20 Years Question and AnswersSaajal Sharma96% (26)
- Material ScienceDocument810 pagesMaterial ScienceNikhil Batham67% (3)
- Sandvik - Technical Guide - Materials ISODocument41 pagesSandvik - Technical Guide - Materials ISOznovak77100% (1)
- Eifeler Coating Application - ChartDocument1 pageEifeler Coating Application - Chartykc38No ratings yet
- A Brief Review On Micromachining of MaterialsDocument6 pagesA Brief Review On Micromachining of Materialsprasanth kNo ratings yet
- Enginee PropulsionDocument9 pagesEnginee PropulsionRaden MasNo ratings yet
- Ceramtec - Ceramic InsertsDocument96 pagesCeramtec - Ceramic Insertsitsme5616No ratings yet
- Golongan Ivb - English VersionDocument20 pagesGolongan Ivb - English VersionAriska AndrainiNo ratings yet
- ThreadsDocument122 pagesThreadsferNo ratings yet
- Catalogo EuromacDocument16 pagesCatalogo EuromaczeljkogrNo ratings yet
- TECHNICALDocument48 pagesTECHNICALPuneeth KumarNo ratings yet
- IscarDocument158 pagesIscarDOBJAN100% (1)
- New Developments in Gear HobbingDocument8 pagesNew Developments in Gear HobbingpongerkeNo ratings yet
- Review On Metal Matrix Composites For Marine Applications: SciencedirectDocument8 pagesReview On Metal Matrix Composites For Marine Applications: SciencedirectDavid MejiaNo ratings yet
- Insertos GtaDocument198 pagesInsertos GtaJhon De La CruzNo ratings yet
- Characterisation of Tin and TialnDocument20 pagesCharacterisation of Tin and TialnffazlaliNo ratings yet
- AIMTDR - 117 - Camera Ready PaperDocument8 pagesAIMTDR - 117 - Camera Ready PaperKirubasankarNo ratings yet
- Lec-6 Kig4042 Process-Selection - Cost 2022-01-14 v1.1 HandoutDocument32 pagesLec-6 Kig4042 Process-Selection - Cost 2022-01-14 v1.1 HandoutGancelot LimNo ratings yet
- An Experimental Investigation On Effect of Cutting Fluids in Turning With Coated Carbides ToolDocument8 pagesAn Experimental Investigation On Effect of Cutting Fluids in Turning With Coated Carbides ToolIzzah HzmhNo ratings yet
- PrestoDocument240 pagesPrestoAhmed KhattabNo ratings yet
- Guhring PDFDocument322 pagesGuhring PDFMehmed Mela SaleemNo ratings yet
- Common Machining Operations: KalpakjianDocument22 pagesCommon Machining Operations: KalpakjianRodrigo FilhoNo ratings yet
- Comparative Studies On Corrosion and Tribological Performance of Derakhshandeh2020Document11 pagesComparative Studies On Corrosion and Tribological Performance of Derakhshandeh2020Chercheurs Permanents UrmmNo ratings yet
- EagleBurgmann K-KDE E3 Competence in Compressor Sealing 12.05.2016Document28 pagesEagleBurgmann K-KDE E3 Competence in Compressor Sealing 12.05.2016MatteoBertoneriNo ratings yet
- 04 Limpiador-Torcha-Automatico 001 TorchWizard Brochure v2-8 WebDocument6 pages04 Limpiador-Torcha-Automatico 001 TorchWizard Brochure v2-8 Webalecandro_90No ratings yet
- Lukas Erzett - Catalog - 2018 GBDocument443 pagesLukas Erzett - Catalog - 2018 GBGabriel DobrescuNo ratings yet
- Seminar Piston Ring 2Document29 pagesSeminar Piston Ring 2chavanvidyasagar100% (1)
- Hertel Indexable InsertsDocument2 pagesHertel Indexable InsertsDamir MarijanovicNo ratings yet
- Korucut, Metal Cutting Tools, Korloy Products Traders, Dinox Tools TraderDocument94 pagesKorucut, Metal Cutting Tools, Korloy Products Traders, Dinox Tools Tradernitiin guptaNo ratings yet
- Review of Multicomponent and Multilayer Coatings For TribologicalDocument11 pagesReview of Multicomponent and Multilayer Coatings For TribologicalFernando Spanholi TelesNo ratings yet
- Full Text 01Document59 pagesFull Text 01Sreedhar PugalendhiNo ratings yet