Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- IMO Resolution 1050 - Entry Into Enclosed Spaces PDFDocument14 pagesIMO Resolution 1050 - Entry Into Enclosed Spaces PDFpgupta71No ratings yet
- Analytical Chemistry Chapter 2 by Rey CapangpanganDocument13 pagesAnalytical Chemistry Chapter 2 by Rey CapangpanganDrakeNo ratings yet
- Method 1: IB Questionbank Mathematics Higher Level 3rd Edition 1Document8 pagesMethod 1: IB Questionbank Mathematics Higher Level 3rd Edition 1Muhamad Zahwan AnwarNo ratings yet
- Jon Krohn Metis Deep Learning 2017-05-01Document107 pagesJon Krohn Metis Deep Learning 2017-05-01Arnaldo Preso De LigaNo ratings yet
- Quick Specs: HP EliteDisplay E222 21.5-Inch MonitorDocument11 pagesQuick Specs: HP EliteDisplay E222 21.5-Inch MonitorRudolph RednoseNo ratings yet
- CSJ HydraulicDocument43 pagesCSJ HydraulicВаня БойкоNo ratings yet
- Notes On Hegel's Shorter LogicDocument13 pagesNotes On Hegel's Shorter LogicShaun PoustNo ratings yet
- A Legend of The Northland StuffDocument4 pagesA Legend of The Northland StuffAngel B.No ratings yet
- JTEC Manuscript Template v5Document3 pagesJTEC Manuscript Template v5علي عدنانNo ratings yet
- Electrical Conductivity of Aqueous SolutionsDocument1 pageElectrical Conductivity of Aqueous SolutionsTing-Ting PanNo ratings yet
- VESTA-80-Technical-manual-MIU VE80 GB - 002 05 17 PDFDocument28 pagesVESTA-80-Technical-manual-MIU VE80 GB - 002 05 17 PDFFrancisco LercariNo ratings yet
- Beating The Bonk QuestionsDocument1 pageBeating The Bonk Questionst3xxaNo ratings yet
- Mercedes Actros Head FAHES - Vehicle Inspection Result 25-02-24Document1 pageMercedes Actros Head FAHES - Vehicle Inspection Result 25-02-24Sreeja LinNo ratings yet
- Conductive Polymer Based On Polyaniline-Eggshell Powder (PANI-ESP) CompositesDocument17 pagesConductive Polymer Based On Polyaniline-Eggshell Powder (PANI-ESP) CompositesSergioNo ratings yet
- Fitgurlmel's 365 Food Guide by Melissa AlcantaraDocument27 pagesFitgurlmel's 365 Food Guide by Melissa AlcantaraSinem YukselNo ratings yet
- Basics of Scientific Writing, Scientific Research, and Elementary Data AnalysisDocument12 pagesBasics of Scientific Writing, Scientific Research, and Elementary Data Analysisburhan sabirNo ratings yet
- Catabolism of HemeDocument10 pagesCatabolism of Hemermsaeed09No ratings yet
- What Is Galactic Evolution?: Milky WayDocument12 pagesWhat Is Galactic Evolution?: Milky WayPROF RAJESH DUBEYNo ratings yet
- Lecture-5 - Classification of Process Variables - Control StrategiesDocument18 pagesLecture-5 - Classification of Process Variables - Control StrategiesKshitij SoniNo ratings yet
- Tagburos FinalDocument46 pagesTagburos FinalZiedwrick Ayson DicarNo ratings yet
- LAB14Document5 pagesLAB14Aizaz HabibNo ratings yet
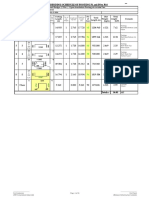
- BBS of All Pier Foundations of MAYARDocument16 pagesBBS of All Pier Foundations of MAYARAmanjot Singh0% (1)
- Property Inspection ChecklistDocument11 pagesProperty Inspection ChecklistVj BrillantesNo ratings yet
- Blind StickDocument2 pagesBlind Stickishanchaudhary764No ratings yet
- Comparative Study Based On Thermal Efficiency of Solar Air HeatersDocument6 pagesComparative Study Based On Thermal Efficiency of Solar Air Heatershicham El FeroualiNo ratings yet
- CB 3Document3 pagesCB 3badisa booksNo ratings yet
- Transistor-Transistor Logic (TTL or T L) : ExerciseDocument10 pagesTransistor-Transistor Logic (TTL or T L) : ExerciseHassan allaNo ratings yet
- Fluidization Laboratory of SaskatchewanDocument4 pagesFluidization Laboratory of SaskatchewanTae Vorachit UmnuaypornNo ratings yet
- ZoneID and PoreHD ServiceDocument1 pageZoneID and PoreHD ServicedownbuliaoNo ratings yet
- Assignment 1 Art HistoryDocument4 pagesAssignment 1 Art HistoryFarhanNo ratings yet