Download as pdf or txt
You might also like
- Route SurveyingDocument69 pagesRoute Surveyingronald_feliciano_175% (4)
- Chapter 03 PDFDocument43 pagesChapter 03 PDFYasir Hamid100% (1)
- Homework Assignment 7 SolutionDocument7 pagesHomework Assignment 7 SolutionKL Chiang0% (1)
- Trigo IdentitiesDocument29 pagesTrigo IdentitiesKunalKaushikNo ratings yet
- SOLIDWORKS Shortcut Keys DocumentDocument2 pagesSOLIDWORKS Shortcut Keys DocumentTerminatorX75100% (1)
- Taller#5Document17 pagesTaller#5Luis Escorcia RamirezNo ratings yet
- Circular Measures ExercisesDocument5 pagesCircular Measures ExercisesNorheza HedraNo ratings yet
- 6) C2 Radian Measure and Its ApplicationsDocument21 pages6) C2 Radian Measure and Its ApplicationsIbrahim ElbeharyNo ratings yet
- CNC Programming III.: Circular Interpolation (Helical Motion)Document11 pagesCNC Programming III.: Circular Interpolation (Helical Motion)Mathi AlaganNo ratings yet
- 1 3 1 5 6 PDFDocument36 pages1 3 1 5 6 PDFMmonster GirirajNo ratings yet
- TARGET: JEE (Main + Advanced) 2016: Course: VIJETA (JP) Date: 02-04-2015Document702 pagesTARGET: JEE (Main + Advanced) 2016: Course: VIJETA (JP) Date: 02-04-2015Kittu YellisettyNo ratings yet
- Iitjee P J Xi FT 1 2013-02-10 Paper II Code A SolDocument17 pagesIitjee P J Xi FT 1 2013-02-10 Paper II Code A SolShashank PathakNo ratings yet
- DESIGN OF MACHINERY - Problem 4-18gDocument2 pagesDESIGN OF MACHINERY - Problem 4-18gGiordano VieiraNo ratings yet
- 77-3 Bevel GearDocument7 pages77-3 Bevel Gearrip1111760% (1)
- Precalculo2 6Document77 pagesPrecalculo2 6Javier Palomino GarateNo ratings yet
- JB W9 DPP 22 24Document21 pagesJB W9 DPP 22 24Anonymous H8TylnrHNo ratings yet
- Half PDFDocument183 pagesHalf PDFTanveer Ali100% (2)
- 8 Circular MeasuresDocument12 pages8 Circular MeasuresNor Hanina100% (6)
- Mind Map: Abhijit Kumar Jha FILE-1Document1 pageMind Map: Abhijit Kumar Jha FILE-1kbansal981No ratings yet
- Important Iit Pyqs On Circle (MRS)Document9 pagesImportant Iit Pyqs On Circle (MRS)dahimaanplayzNo ratings yet
- S - Feb Geom Indiv SolutionsDocument3 pagesS - Feb Geom Indiv SolutionsJake ZengNo ratings yet
- G12 Circular Pocket Milling CW G13 Circular Pocket Milling CCW Group 00Document3 pagesG12 Circular Pocket Milling CW G13 Circular Pocket Milling CCW Group 00anwar anwaryNo ratings yet
- Final Gear CalculatorDocument15 pagesFinal Gear CalculatorJennifer Nicky ShakerNo ratings yet
- Gear CalculationsDocument14 pagesGear CalculationsBabette FreyNo ratings yet
- Answer Key: Paper-2Document18 pagesAnswer Key: Paper-2vishal110085No ratings yet
- MensurationDocument20 pagesMensurationmaheshgullanki100% (1)
- Class XII Physics DPP Set (01) - Previous Class XI Chapters-2Document11 pagesClass XII Physics DPP Set (01) - Previous Class XI Chapters-2Ashish RanjanNo ratings yet
- ROUTE SURVEY-for StudentsDocument71 pagesROUTE SURVEY-for StudentsUsama IsmailNo ratings yet
- Math GR 10 Lesson 5Document5 pagesMath GR 10 Lesson 5LoH 3bkNo ratings yet
- CH3 Worm Gear Design-1Document38 pagesCH3 Worm Gear Design-1Abaziz Mousa OutlawZzNo ratings yet
- Circles 231109 182005jdjndDocument4 pagesCircles 231109 182005jdjndibrahim32hossamNo ratings yet
- 2012-11-24Document24 pages2012-11-24pankaj16xissNo ratings yet
- Aits 2017Document25 pagesAits 2017Akol100% (1)
- Radians - SolutionsDocument5 pagesRadians - SolutionswolfretonmathsNo ratings yet
- Laying Out A Compound Curve: Engineering SurveysDocument7 pagesLaying Out A Compound Curve: Engineering SurveysLara GatbontonNo ratings yet
- Circular Measure: 1.1 Converting Measurements in Radians To Degrees and Vice Versa SDocument12 pagesCircular Measure: 1.1 Converting Measurements in Radians To Degrees and Vice Versa SrodprinceNo ratings yet
- GMAT Geometry - Examples & Practice TestsDocument35 pagesGMAT Geometry - Examples & Practice TestsMora LafleurNo ratings yet
- الطالب زياد عبداللهDocument5 pagesالطالب زياد عبداللهزياد عبدالله عبدالحميدNo ratings yet
- RT Solutions-21!08!2011 XII ABCD Paper II Code ADocument12 pagesRT Solutions-21!08!2011 XII ABCD Paper II Code Avishal110085No ratings yet
- Mechanism Assignment 1: Problem 1.2: Four-Bar LinkageDocument30 pagesMechanism Assignment 1: Problem 1.2: Four-Bar LinkageSai Lung WongNo ratings yet
- Circular MotionDocument16 pagesCircular MotionManish TakNo ratings yet
- Math - Arc-Length of ArcDocument1 pageMath - Arc-Length of ArcdhaNo ratings yet
- RT Solutions-18!12!2011 XIII VXY Paper I Code ADocument17 pagesRT Solutions-18!12!2011 XIII VXY Paper I Code Avishal110085No ratings yet
- Formula RioDocument2 pagesFormula Riosergio da silva martinsNo ratings yet
- A. Long ChordDocument10 pagesA. Long ChordHarvey PagaranNo ratings yet
- 00 Mathematical BackgroundsDocument113 pages00 Mathematical BackgroundsRevaNo ratings yet
- Circle: 1. 每年度有一题。 2. 一题大概 6 分!! 只是用 2 个 formula: Arc Length =Document3 pagesCircle: 1. 每年度有一题。 2. 一题大概 6 分!! 只是用 2 个 formula: Arc Length =Lim Lee JiunNo ratings yet
- Selfstudys Com FileDocument90 pagesSelfstudys Com Filepmanasi867No ratings yet
- Chapter 13Document14 pagesChapter 13sudhindraNo ratings yet
- ICSE Class 10 Maths Important Questions and SolutionsDocument15 pagesICSE Class 10 Maths Important Questions and Solutionsvij2009No ratings yet
- PhysicsDocument22 pagesPhysicsAyush GuptaNo ratings yet
- Bab 1Document37 pagesBab 1Ben Yudha SatriaNo ratings yet
- Math201 Solved FinalE T113Document15 pagesMath201 Solved FinalE T113alwafiNo ratings yet
- Predicting The Average Lead Angle in Turning Using Non-Dimensional Parameters and Considering The Size EffectDocument23 pagesPredicting The Average Lead Angle in Turning Using Non-Dimensional Parameters and Considering The Size EffectgdelfinoNo ratings yet
- Thin-Walled Pressure Vessel TheoryDocument3 pagesThin-Walled Pressure Vessel TheoryTerminatorX75No ratings yet
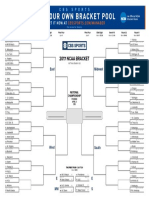
- Cbs Sports 2017Document1 pageCbs Sports 2017TerminatorX75No ratings yet
- American Machinists Handbook 1000165626Document586 pagesAmerican Machinists Handbook 1000165626emocca100% (2)
- A Champion of Traditional American Values.: Rick SantorumDocument1 pageA Champion of Traditional American Values.: Rick SantorumTerminatorX75No ratings yet
- Welding Stress CalcsDocument23 pagesWelding Stress CalcsTerminatorX75No ratings yet
- Durham Foundry NiResistDocument1 pageDurham Foundry NiResistTerminatorX75No ratings yet
- Northwest OrdinanceDocument2 pagesNorthwest OrdinanceTerminatorX75No ratings yet
- The Constitution of The United States of America: From The U.S. Constitution: A Reader, Pp. 47-66Document17 pagesThe Constitution of The United States of America: From The U.S. Constitution: A Reader, Pp. 47-66TerminatorX75No ratings yet