Download as pdf or txt
You might also like
- Mk-Ega TrunkingDocument18 pagesMk-Ega TrunkingAditya VuthaNo ratings yet
- E 399Document31 pagesE 399H_DEBIANENo ratings yet
- Fleetweld 5P: Key Features ConformancesDocument1 pageFleetweld 5P: Key Features ConformancesH_DEBIANENo ratings yet
- Fleetweld 37: Conformances Key FeaturesDocument1 pageFleetweld 37: Conformances Key FeaturesH_DEBIANENo ratings yet
- Fleetweld 35LS: Conformances Key FeaturesDocument1 pageFleetweld 35LS: Conformances Key FeaturesH_DEBIANENo ratings yet
- Fleetweld 180: Typical Applications Key FeaturesDocument1 pageFleetweld 180: Typical Applications Key FeaturesH_DEBIANENo ratings yet
- Jetweld 1: Conformances Key FeaturesDocument1 pageJetweld 1: Conformances Key FeaturesH_DEBIANENo ratings yet
- Excalibur 7018-1 MR: Conformances Key FeaturesDocument1 pageExcalibur 7018-1 MR: Conformances Key FeaturesH_DEBIANENo ratings yet
- Shield-Arc Hyp+: Conformances Key FeaturesDocument1 pageShield-Arc Hyp+: Conformances Key FeaturesH_DEBIANENo ratings yet
- Fleetweld 22: Conformances Key FeaturesDocument1 pageFleetweld 22: Conformances Key FeaturesH_DEBIANENo ratings yet
- Jetweld LH-70: Conformances Key FeaturesDocument1 pageJetweld LH-70: Conformances Key FeaturesH_DEBIANENo ratings yet
- Metalshield MC-710XL: Conformances Key FeaturesDocument1 pageMetalshield MC-710XL: Conformances Key FeaturesH_DEBIANENo ratings yet
- Shield-Arc 90: Conformances Key FeaturesDocument1 pageShield-Arc 90: Conformances Key FeaturesH_DEBIANENo ratings yet
- Excalibur 11018M MR: Typical Applications Key FeaturesDocument1 pageExcalibur 11018M MR: Typical Applications Key FeaturesH_DEBIANENo ratings yet
- Metalshield MC-6: Conformances Key FeaturesDocument1 pageMetalshield MC-6: Conformances Key FeaturesH_DEBIANENo ratings yet
- Metalshield MC - 110: Conformances Key FeaturesDocument1 pageMetalshield MC - 110: Conformances Key FeaturesH_DEBIANENo ratings yet
- Excalibur 7028: Typical Applications Key FeaturesDocument1 pageExcalibur 7028: Typical Applications Key FeaturesH_DEBIANENo ratings yet
- Fleetweld 5P: Key Features ConformancesDocument2 pagesFleetweld 5P: Key Features ConformancesEngr Arfan Ali DhamrahoNo ratings yet
- Innershield NR - 311: Typical Applications Key FeaturesDocument1 pageInnershield NR - 311: Typical Applications Key FeaturesH_DEBIANENo ratings yet
- Innershield NR - 311: Typical Applications Key FeaturesDocument1 pageInnershield NR - 311: Typical Applications Key FeaturesH_DEBIANENo ratings yet
- Electrodes EnglishDocument139 pagesElectrodes Englishcostelino72No ratings yet
- WELDING ESAB Welding Handbook XA00106720 - Pipeline Catalogue (Ebook, 66 Pages)Document66 pagesWELDING ESAB Welding Handbook XA00106720 - Pipeline Catalogue (Ebook, 66 Pages)Denny SyamsuddinNo ratings yet
- Innershield NS-3M: Welding Positions Conformances Key FeaturesDocument1 pageInnershield NS-3M: Welding Positions Conformances Key FeaturesH_DEBIANENo ratings yet
- Metalshield MC - 90: Conformances Key FeaturesDocument1 pageMetalshield MC - 90: Conformances Key FeaturesH_DEBIANENo ratings yet
- Excalibur 9018M MR: Typical Applications Key FeaturesDocument1 pageExcalibur 9018M MR: Typical Applications Key FeaturesH_DEBIANENo ratings yet
- Excalibur 8018-C1 MR: Typical Applications Key FeaturesDocument1 pageExcalibur 8018-C1 MR: Typical Applications Key FeaturesH_DEBIANENo ratings yet
- Select Arc Catalogue Part 1Document10 pagesSelect Arc Catalogue Part 1lionheartedNo ratings yet
- Excalibur 10018-D2 MR: Typical Applications Key FeaturesDocument1 pageExcalibur 10018-D2 MR: Typical Applications Key FeaturesH_DEBIANENo ratings yet
- Supabase / Supabase-X-Plus: World Class E 7018 ElectrodesDocument2 pagesSupabase / Supabase-X-Plus: World Class E 7018 Electrodeskronos39zeusNo ratings yet
- ESAB OK Autrod 12.51Document2 pagesESAB OK Autrod 12.51hooky1No ratings yet
- Data EC309 LDocument1 pageData EC309 LbabakjooonNo ratings yet
- Selectrode: Non-Machinable Cast IronDocument2 pagesSelectrode: Non-Machinable Cast IronAlvaro Fernando Reyes CastañedaNo ratings yet
- Alloy 2007 en Aw-Alcu4Pbmgmn: Etem'S EtemDocument23 pagesAlloy 2007 en Aw-Alcu4Pbmgmn: Etem'S EtemIsakov IgorNo ratings yet
- Innershield NR - 305: Typical Applications Key FeaturesDocument1 pageInnershield NR - 305: Typical Applications Key FeaturesH_DEBIANENo ratings yet
- Excalibur 9018-B3 MR: Typical Applications Key FeaturesDocument1 pageExcalibur 9018-B3 MR: Typical Applications Key FeaturesH_DEBIANENo ratings yet
- Chroma Weld 309 LT1Document2 pagesChroma Weld 309 LT1Gianfranco CopelloNo ratings yet
- Outershield 71M: Conformances Key FeaturesDocument3 pagesOutershield 71M: Conformances Key FeatureswilmercristianNo ratings yet
- Metal-Cored: Gmaw-CDocument16 pagesMetal-Cored: Gmaw-CChandrajeet ShelkeNo ratings yet
- Hyundai Welding Handbook (12th) - GmawDocument30 pagesHyundai Welding Handbook (12th) - GmawErick Quan LunaNo ratings yet
- Ultracore 71A85: Conformances Key FeaturesDocument1 pageUltracore 71A85: Conformances Key FeaturesH_DEBIANENo ratings yet
- Arc Welding ElectrodesDocument6 pagesArc Welding ElectrodeswaleedyossefNo ratings yet
- Bohler Eml 5 Gmaw enDocument1 pageBohler Eml 5 Gmaw enValentin Hernández TrianoNo ratings yet
- L1 - 16457 - en - T - Union S 2 Si - UV 400 - en - 6Document1 pageL1 - 16457 - en - T - Union S 2 Si - UV 400 - en - 6Krishna VachaNo ratings yet
- Esab VorticDocument1 pageEsab VorticGokul RajanNo ratings yet
- 1.smaw All PDFDocument76 pages1.smaw All PDFkaviatchennaiNo ratings yet
- Stainless Steel EN Equivalent Cross ReferenceDocument5 pagesStainless Steel EN Equivalent Cross ReferenceagrovadoNo ratings yet
- Electrodes SelectarcDocument138 pagesElectrodes Selectarcfediss2014100% (2)
- B-62 2507 Rev 06Document5 pagesB-62 2507 Rev 06Shaik ShahNo ratings yet
- 11018M Low Hydrogen RodsDocument1 page11018M Low Hydrogen Rodsjhax90No ratings yet
- Lime-Basic E7018: Smaw Type Description ClassificationsDocument1 pageLime-Basic E7018: Smaw Type Description ClassificationsAdnan RanaNo ratings yet
- Arosta 304 LDocument2 pagesArosta 304 LMuhammad Zeeshan WasiNo ratings yet
- MIP - Bohler - Welding - Austria 65 PDFDocument1 pageMIP - Bohler - Welding - Austria 65 PDFAdmir TalicNo ratings yet
- Welding Consumables For Lean Duplex Stainless SteelDocument2 pagesWelding Consumables For Lean Duplex Stainless SteelMohamed FaragNo ratings yet
- Chapter 1 (24) RDSODocument2 pagesChapter 1 (24) RDSOpunit sarswat0% (1)
- AAP S8 SS Buttweld Fittings & Flanges E2 SDocument12 pagesAAP S8 SS Buttweld Fittings & Flanges E2 SMalouk CheniouniNo ratings yet
- Selectrode: 7018 Moisture Resistant Low HydrogenDocument3 pagesSelectrode: 7018 Moisture Resistant Low HydrogenbalamuruganNo ratings yet
- (Eurocode 2) Design of Concrete Structures: Brian O'RourkeDocument20 pages(Eurocode 2) Design of Concrete Structures: Brian O'RourkeselinaNo ratings yet
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- WPS 904a-3857-R1-1Document3 pagesWPS 904a-3857-R1-1H_DEBIANENo ratings yet
- Outershield 71 SupremeDocument1 pageOutershield 71 SupremeH_DEBIANENo ratings yet
- Outershield 71 Elite: Conformances Key FeaturesDocument1 pageOutershield 71 Elite: Conformances Key FeaturesH_DEBIANENo ratings yet
- Outershield 71 Elite SuiteDocument1 pageOutershield 71 Elite SuiteH_DEBIANENo ratings yet
- UltraCore SR 12M SuiteDocument1 pageUltraCore SR 12M SuiteH_DEBIANENo ratings yet
- UltraCore SR-12C SuiteDocument1 pageUltraCore SR-12C SuiteH_DEBIANENo ratings yet
- UltraCore 712C SuiteDocument1 pageUltraCore 712C SuiteH_DEBIANENo ratings yet
- Ultracore Sr-12M: Typical Applications Key FeaturesDocument1 pageUltracore Sr-12M: Typical Applications Key FeaturesH_DEBIANENo ratings yet
- UltraCore712A80 H SuiteDocument1 pageUltraCore712A80 H SuiteH_DEBIANENo ratings yet
- UltraCore HD-12C SuiteDocument1 pageUltraCore HD-12C SuiteH_DEBIANENo ratings yet
- Ultracore Sr-12C: Applications Key FeaturesDocument1 pageUltracore Sr-12C: Applications Key FeaturesH_DEBIANENo ratings yet
- UltraCore SR-12 SuiteDocument1 pageUltraCore SR-12 SuiteH_DEBIANENo ratings yet
- UltraCore HD-12M SuiteDocument1 pageUltraCore HD-12M SuiteH_DEBIANENo ratings yet
- Ultracore Sr-12: Conformances Key FeaturesDocument1 pageUltracore Sr-12: Conformances Key FeaturesH_DEBIANENo ratings yet
- UltraCore 71A75 Dual SuiteDocument1 pageUltraCore 71A75 Dual SuiteH_DEBIANENo ratings yet
- UltraCore 71A75 DualDocument1 pageUltraCore 71A75 DualH_DEBIANENo ratings yet
- Ultracore 712A80: Conformances Key FeaturesDocument1 pageUltracore 712A80: Conformances Key FeaturesH_DEBIANENo ratings yet
- Ultracore HD-C: Conformances Key FeaturesDocument1 pageUltracore HD-C: Conformances Key FeaturesH_DEBIANENo ratings yet
- Ultracore 71c SuiteDocument1 pageUltracore 71c SuiteH_DEBIANENo ratings yet
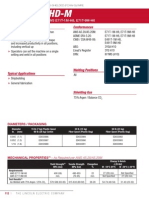
- Ultracore HD-M: Conformances Key FeaturesDocument1 pageUltracore HD-M: Conformances Key FeaturesH_DEBIANENo ratings yet
- UltraCore HD-M SuiteDocument1 pageUltraCore HD-M SuiteH_DEBIANENo ratings yet
- Shielded Metal Arc Welding NC II CGDocument12 pagesShielded Metal Arc Welding NC II CGLawrence Rolluqui100% (2)
- Datasheet DMV 347 HFGDocument4 pagesDatasheet DMV 347 HFGClaudia MmsNo ratings yet
- Victor Tip Charts: Acetylene Cutting Tip ChartDocument3 pagesVictor Tip Charts: Acetylene Cutting Tip ChartahmedNo ratings yet
- Standard Cleaning Procedures of Nail Care Tools and Equipment (Part 6)Document42 pagesStandard Cleaning Procedures of Nail Care Tools and Equipment (Part 6)Gladys Anne Espiritu100% (1)
- Reading Guía Engine PartsDocument7 pagesReading Guía Engine PartsPuro Rock DiiegoNo ratings yet
- BSEZ - (PCCL-GKB) - MAR-094. Touch Up Paint For Galvanized PartDocument9 pagesBSEZ - (PCCL-GKB) - MAR-094. Touch Up Paint For Galvanized PartHồng Trung DươngNo ratings yet
- Luwa Pipe FF10901eDocument10 pagesLuwa Pipe FF10901echristopher19067066No ratings yet
- 2021 Milling Strategy Guides EN2 WebDocument15 pages2021 Milling Strategy Guides EN2 Webnigay.labNo ratings yet
- Cigweld Cutskill Gas Welding and Cutting EquipmentDocument40 pagesCigweld Cutskill Gas Welding and Cutting Equipmentaribawayuni16No ratings yet
- TQT Middle East: To Join Metal, To Join WorldDocument1 pageTQT Middle East: To Join Metal, To Join WorldHarsh PurohitNo ratings yet
- Protek Composite Wear PadDocument1 pageProtek Composite Wear PadWilliam ChipanaNo ratings yet
- Fluidization Types of Fluidization & It'S ApplicationDocument12 pagesFluidization Types of Fluidization & It'S ApplicationJainitNo ratings yet
- Tank MagnetsDocument2 pagesTank MagnetsAlexisAlejandroSandovalFloresNo ratings yet
- Unit - Ii: Centre Lathe & Special Purpose LathesDocument187 pagesUnit - Ii: Centre Lathe & Special Purpose LathesanithayesurajNo ratings yet
- 2 3 Basic Machine Tool Operations Drilling MachinesDocument34 pages2 3 Basic Machine Tool Operations Drilling MachinesJiggy Lawrence BathanNo ratings yet
- Aluminum Jacketing For InsulationDocument7 pagesAluminum Jacketing For InsulationCK CkkouNo ratings yet
- SS Brass - PPTDocument9 pagesSS Brass - PPTShaun HerreraNo ratings yet
- Me123l 2 FlatbackDocument9 pagesMe123l 2 FlatbackJohn Reige Malto Bendijo100% (1)
- Matrix Schedule Wps Bekapai - 3 Project: DescriptionDocument3 pagesMatrix Schedule Wps Bekapai - 3 Project: DescriptionFerdie OSNo ratings yet
- Long Foam Cutting Tools EPS Foam Milling Router Bits Ball End and Flat EndDocument3 pagesLong Foam Cutting Tools EPS Foam Milling Router Bits Ball End and Flat EndSalce SmithNo ratings yet
- Item 1 FAQ On Epoxy CoatedDocument15 pagesItem 1 FAQ On Epoxy CoatedIvan Trullàs TuguesNo ratings yet
- SSD15 eDocument1 pageSSD15 eMartin ScottNo ratings yet
- 1 Trickling FilterDocument42 pages1 Trickling FilterSonu Singh ChauhanNo ratings yet
- GRAUER & WEIL (INDIA) LTD PDFDocument2 pagesGRAUER & WEIL (INDIA) LTD PDFChoice OrganoNo ratings yet
- Machine Shop Elements: Answer ADocument32 pagesMachine Shop Elements: Answer ATatsNo ratings yet
- General Hss End Mills Yg1Document60 pagesGeneral Hss End Mills Yg1bayuwiroNo ratings yet
- Die and Mould 2016 Exhibitors ListDocument19 pagesDie and Mould 2016 Exhibitors Listsentamil vigneshwaranNo ratings yet
- TSPenex ProcessDocument2 pagesTSPenex Processstavros7100% (1)