Download as pdf or txt
You might also like
- Astm D1384-05Document8 pagesAstm D1384-05Boris100% (1)
- Aluminium Foil & Sheet Project ReportDocument90 pagesAluminium Foil & Sheet Project Reportsugaimpax60% (10)
- Technical Seminar For Galvanizers March 2012 Mike Ainsley - Update PDFDocument146 pagesTechnical Seminar For Galvanizers March 2012 Mike Ainsley - Update PDFTalal JameelNo ratings yet
- Indian Standard: Specification For Hot-Dipped Galvanized Coatings On Round Steel WiresDocument11 pagesIndian Standard: Specification For Hot-Dipped Galvanized Coatings On Round Steel WiresEng-Ahmad Abo-AledousNo ratings yet
- Reaffirmed 1998Document10 pagesReaffirmed 1998anjanreddyNo ratings yet
- Is 1570 1Document17 pagesIs 1570 1Raj K Sharma100% (1)
- IS 1148-1982-Reaffirmed 2004 PDFDocument10 pagesIS 1148-1982-Reaffirmed 2004 PDFNav TalukdarNo ratings yet
- Indian Standard: Recommendations For General Pipeline WeldingDocument48 pagesIndian Standard: Recommendations For General Pipeline WeldingravigurajapuNo ratings yet
- Copper Rods - Is4171Document10 pagesCopper Rods - Is4171Rajasekaran MuruganNo ratings yet
- Reaffirmed 1995Document12 pagesReaffirmed 1995suryatejaNo ratings yet
- 1786 PDFDocument22 pages1786 PDFshashikant gaurNo ratings yet
- 3074 PDFDocument18 pages3074 PDFsunil srivastavaNo ratings yet
- Indian Standard: First RevisionDocument30 pagesIndian Standard: First RevisionLionel ZacharonokNo ratings yet
- Is 3443 Crane RailsDocument18 pagesIs 3443 Crane RailsramyaNo ratings yet
- 28Document12 pages28ddilipk1199No ratings yet
- Disclosure To Promote The Right To InformationDocument13 pagesDisclosure To Promote The Right To InformationAnupmaNo ratings yet
- Indiarl StandardDocument11 pagesIndiarl Standardanon_901962107No ratings yet
- Disclosure To Promote The Right To InformationDocument20 pagesDisclosure To Promote The Right To InformationABHISHEKNo ratings yet
- 1987 PDFDocument13 pages1987 PDFsundyaNo ratings yet
- Reaffirmed 1995Document10 pagesReaffirmed 1995srinivas PulleNo ratings yet
- Is 3965 PDFDocument13 pagesIs 3965 PDFYuvaraj SathishNo ratings yet
- SP14Document13 pagesSP14Sumit Thakur100% (1)
- Is 407 - Brass TubesDocument12 pagesIs 407 - Brass TubesMuthu KumaranNo ratings yet
- (Third Revision: Indian StandardDocument24 pages(Third Revision: Indian StandardbappadasjuNo ratings yet
- Is 1852 PDFDocument26 pagesIs 1852 PDFMuthu GaneshNo ratings yet
- Indian Standard: Specification For Steel Tubes For Idlers For Belt ConveyorsDocument14 pagesIndian Standard: Specification For Steel Tubes For Idlers For Belt ConveyorsARAVINDRAJ V RNo ratings yet
- Indian Standard: (First Revision)Document8 pagesIndian Standard: (First Revision)Nisarg PandyaNo ratings yet
- IS-5857 Nickel AlloyDocument16 pagesIS-5857 Nickel AlloyAnuradhaPatraNo ratings yet
- 4826 1979 Reff2021Document13 pages4826 1979 Reff2021GOOLY CONSULTANCY SERVICESNo ratings yet
- (First Revision) : Indian StandardDocument29 pages(First Revision) : Indian StandardClevelandNo ratings yet
- Reaffirmed 1997Document18 pagesReaffirmed 1997deepak.mbrubbersNo ratings yet
- 318-LTBDocument11 pages318-LTBSantosh Narayan IngoleNo ratings yet
- Reaffirmed 1996Document9 pagesReaffirmed 1996lokeshras12No ratings yet
- 811Document31 pages811rambinodNo ratings yet
- Reaffirmed 2017Document26 pagesReaffirmed 2017kesavan.rajasekarNo ratings yet
- (Reaffirmed!2014) !Document15 pages(Reaffirmed!2014) !Ramakrishnan S PillaiNo ratings yet
- Indian StandardDocument16 pagesIndian Standardsanta kumarNo ratings yet
- Reaffirmed 1998Document14 pagesReaffirmed 1998ravigurajapuNo ratings yet
- Disclosure To Promote The Right To InformationDocument13 pagesDisclosure To Promote The Right To InformationNarayana MoorthiNo ratings yet
- 304 HT BrassDocument9 pages304 HT BrassSantosh Narayan IngoleNo ratings yet
- Disclosure To Promote The Right To InformationDocument14 pagesDisclosure To Promote The Right To InformationabhiNo ratings yet
- Indian Standard: Specification For Indented Wire For Prestressed ConcreteDocument17 pagesIndian Standard: Specification For Indented Wire For Prestressed ConcreteAjit P. SinghNo ratings yet
- 3989 PDFDocument37 pages3989 PDFanon_100565624No ratings yet
- 2751 PDFDocument38 pages2751 PDFRituraj RNo ratings yet
- 733Document17 pages733Subhajit DasNo ratings yet
- Is 6 - 1983Document8 pagesIs 6 - 1983Nandkishor G MhatreNo ratings yet
- Reaffirmed 2001Document15 pagesReaffirmed 2001Pradip Tapan BanerjeeNo ratings yet
- (Reaffirmed!2011) !Document10 pages(Reaffirmed!2011) !Devesh Kumar PandeyNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- Machining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesFrom EverandMachining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesNo ratings yet
- Molecular Modeling of Corrosion Processes: Scientific Development and Engineering ApplicationsFrom EverandMolecular Modeling of Corrosion Processes: Scientific Development and Engineering ApplicationsNo ratings yet
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- The Study of Elementary Electricity and Magnetism by Experiment: Containing Two Hundred ExperimentsFrom EverandThe Study of Elementary Electricity and Magnetism by Experiment: Containing Two Hundred ExperimentsNo ratings yet
- Metallurgy Unlocked Mastering Metallurgical Diploma Questions and AnswersFrom EverandMetallurgy Unlocked Mastering Metallurgical Diploma Questions and AnswersNo ratings yet
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Advanced Materials for Emerging Applications Innovations, Improvements, Inclusion and ImpactFrom EverandAdvanced Materials for Emerging Applications Innovations, Improvements, Inclusion and ImpactNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Sigma Insights: Project PlanningDocument8 pagesSigma Insights: Project PlanningPradipta Kumar MohantyNo ratings yet
- Generator Rotor Shorted Turn Analyzer: Instruction ManualDocument16 pagesGenerator Rotor Shorted Turn Analyzer: Instruction ManualSayan AichNo ratings yet
- List of Codeslist of ANSI CodesDocument3 pagesList of Codeslist of ANSI CodesPradipta Kumar MohantyNo ratings yet
- Aggregate Technical and Commercial (AT &C) Losses (In %)Document2 pagesAggregate Technical and Commercial (AT &C) Losses (In %)Pradipta Kumar MohantyNo ratings yet
- Bzslo 18W WH-NW-WW-111275-276-277Document1 pageBzslo 18W WH-NW-WW-111275-276-277Pradipta Kumar MohantyNo ratings yet
- Abb VCB ManualDocument27 pagesAbb VCB ManualPradipta Kumar MohantyNo ratings yet
- Industrial Training Presentation: 132Kv SubstationDocument21 pagesIndustrial Training Presentation: 132Kv SubstationPradipta Kumar MohantyNo ratings yet
- Orissa ReviewDocument40 pagesOrissa ReviewPradipta Kumar MohantyNo ratings yet
- All India Top Solar Power Generation Figures For FY 2012-13Document2 pagesAll India Top Solar Power Generation Figures For FY 2012-13Pradipta Kumar MohantyNo ratings yet
- 6.0 High Voltage MeasurementDocument32 pages6.0 High Voltage MeasurementGopala VetsaNo ratings yet
- Best Practice Manual - DryersDocument43 pagesBest Practice Manual - DryersPradipta Kumar MohantyNo ratings yet
- Turbine ProtectionsDocument2 pagesTurbine ProtectionsPradipta Kumar MohantyNo ratings yet
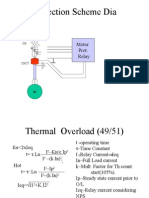
- Protection Scheme Dia: Motor Prot. RelayDocument9 pagesProtection Scheme Dia: Motor Prot. RelayPradipta Kumar MohantyNo ratings yet
- Protecting Melted Zinc-Aluminium Based Foundry Alloys Against Hydrogen Pick-UpDocument3 pagesProtecting Melted Zinc-Aluminium Based Foundry Alloys Against Hydrogen Pick-Uppavan_1988No ratings yet
- Mil B 7883BDocument14 pagesMil B 7883BMichael SkrableNo ratings yet
- ECE 300 Microprocessor Project Using The Texas Instruments MSP 430F449PZ ControllerDocument40 pagesECE 300 Microprocessor Project Using The Texas Instruments MSP 430F449PZ ControllerSadik PimpalkarNo ratings yet
- Copper Tubes, Coils & Solder Fittings (Inch & Metric)Document43 pagesCopper Tubes, Coils & Solder Fittings (Inch & Metric)dffgfdg dfgdgNo ratings yet
- FP - EN - GreenFlux 200 - BB - 1014 - 1Document1 pageFP - EN - GreenFlux 200 - BB - 1014 - 1tribolas100% (1)
- Pioneer Plasma TV - ScanBoard & ICs Removal Re Installation GuideDocument12 pagesPioneer Plasma TV - ScanBoard & ICs Removal Re Installation GuideRagnar7052No ratings yet
- Health and Safety in WeldingDocument46 pagesHealth and Safety in Weldingegn2007No ratings yet
- DN Wind Systems India Pvt. LTDDocument10 pagesDN Wind Systems India Pvt. LTDmaheshNo ratings yet
- Prirucka UTP AJDocument487 pagesPrirucka UTP AJnebojsa70No ratings yet
- Ginplate Ni - 426: Technical Data SheetDocument7 pagesGinplate Ni - 426: Technical Data SheetLuuThiThuyDuongNo ratings yet
- Competitive Solutions For Joining TechnologyDocument19 pagesCompetitive Solutions For Joining Technologyjy12bhuNo ratings yet
- K3010 Series: CosmoDocument11 pagesK3010 Series: CosmoIng Andrew SaintsNo ratings yet
- Content ServerDocument16 pagesContent ServerurielNo ratings yet
- Chapter 13 - Processes For Electronic ProductsDocument22 pagesChapter 13 - Processes For Electronic ProductsJann Paulo MendozaNo ratings yet
- OKICAT11 04bDocument26 pagesOKICAT11 04bMohan SelvakumarNo ratings yet
- 5d DTA143ECAT116Document7 pages5d DTA143ECAT116Micutzu MariusNo ratings yet
- Types of Arc WeldingDocument20 pagesTypes of Arc WeldingEhigiator JosephNo ratings yet
- Agric Sceince J S S 3Document13 pagesAgric Sceince J S S 3shahadah connectNo ratings yet
- Welding News 1 - 2012: Super Duplex Miscellanea New ColleaguesDocument10 pagesWelding News 1 - 2012: Super Duplex Miscellanea New ColleaguesCarlos Nombela PalaciosNo ratings yet
- NASA Soldering - Spec NS87393 Ch5 PDFDocument89 pagesNASA Soldering - Spec NS87393 Ch5 PDFPJFNo ratings yet
- VRF Outdoor Unit InstallationDocument25 pagesVRF Outdoor Unit Installationtyberius7No ratings yet
- The Mitsubishi Process-Copper Smelting For The 21st Century (Manuscript)Document9 pagesThe Mitsubishi Process-Copper Smelting For The 21st Century (Manuscript)Nico Agung NugrahaNo ratings yet
- Casting Flux PDFDocument6 pagesCasting Flux PDFBiju KNo ratings yet
- Commodity Sampler's HandbookDocument195 pagesCommodity Sampler's HandbookJim Roberge ACI, G.G., L.S.I.T., CSA100% (1)
- How To Solder: Soldering Equipment The Soldering Iron/GunDocument16 pagesHow To Solder: Soldering Equipment The Soldering Iron/GunCool VermaNo ratings yet
- Ds Ersa Powerflow n2 XL Eng 219542 042015Document4 pagesDs Ersa Powerflow n2 XL Eng 219542 042015Sitaram TilekarNo ratings yet
- Copper 02Document12 pagesCopper 02hijzainNo ratings yet