Download as pdf or txt
You might also like
- Hensley Welding GuideDocument88 pagesHensley Welding Guideram0629No ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Method For Repairing A CastingDocument10 pagesMethod For Repairing A Castingtyhello21No ratings yet
- United States Patent: (12) (10) Patent N0.: US 7,213,519 B2 Wiley Et Al. (45) Date of Patent: May 8, 2007Document26 pagesUnited States Patent: (12) (10) Patent N0.: US 7,213,519 B2 Wiley Et Al. (45) Date of Patent: May 8, 2007fghdfjerNo ratings yet
- Us 6964501Document12 pagesUs 6964501alchjunkmailNo ratings yet
- Ieeeee: United States PatentDocument12 pagesIeeeee: United States PatentJosuelito BritoNo ratings yet
- United States Patent (10) Patent No.: US 6,651,730 B2: Jiang Et Al. (45) Date of Patent: Nov. 25, 2003Document10 pagesUnited States Patent (10) Patent No.: US 6,651,730 B2: Jiang Et Al. (45) Date of Patent: Nov. 25, 2003Vy PhanNo ratings yet
- United States Patent (19) : (73) Assignee: NKK Corporation, Tokyo, JapanDocument7 pagesUnited States Patent (19) : (73) Assignee: NKK Corporation, Tokyo, JapanErin GokNo ratings yet
- Mew Ax (SPU: As. .Mrs 66% Dimb $8Document26 pagesMew Ax (SPU: As. .Mrs 66% Dimb $8sarther1982No ratings yet
- United States Patent: Yorifuji Et AlDocument16 pagesUnited States Patent: Yorifuji Et AlErin GokNo ratings yet
- Tài liệu5Document12 pagesTài liệu5Hoàng ĐứcNo ratings yet
- United States Patent 1191: Suzi, Gallo, Turin, My Foreign Patent DocumentsDocument3 pagesUnited States Patent 1191: Suzi, Gallo, Turin, My Foreign Patent DocumentsAbhinav BhargavNo ratings yet
- United States Patent (19) : Patent Number: (45) Date of PatentDocument10 pagesUnited States Patent (19) : Patent Number: (45) Date of PatentMichael JordanNo ratings yet
- United States Patent: (10) Patent No.: US 8,281,598 B2Document9 pagesUnited States Patent: (10) Patent No.: US 8,281,598 B2Hicham OuakilNo ratings yet
- Reducing The Core-End Heating in Large Power GeneratorsDocument12 pagesReducing The Core-End Heating in Large Power GeneratorsMichal KowalczykNo ratings yet
- United States Patent: (45) June 27, 1972Document12 pagesUnited States Patent: (45) June 27, 1972Jaime Ocampo SalgadoNo ratings yet
- Us PatentDocument15 pagesUs PatentantonamxNo ratings yet
- United States Patent: Palicka Et Al. (45) Date of Patent: Jul.18, 2006Document10 pagesUnited States Patent: Palicka Et Al. (45) Date of Patent: Jul.18, 2006Mary HullNo ratings yet
- Mold CastingDocument22 pagesMold CastingDicky MadikatamaNo ratings yet
- United States Patent (10) Patent No.: US 6, 191,400 B1: Cunningham (45) Date of Patent: Feb. 20, 2001Document7 pagesUnited States Patent (10) Patent No.: US 6, 191,400 B1: Cunningham (45) Date of Patent: Feb. 20, 2001Michael StarrNo ratings yet
- Lead Free Glass CoatingDocument5 pagesLead Free Glass CoatingbahramrezaeiNo ratings yet
- United States Patent: Et Ai. Patent No.: Date PatentDocument15 pagesUnited States Patent: Et Ai. Patent No.: Date Patentnalin_gupta_1No ratings yet
- United States Patent: (10) Patent N0.: (45) Date of PatentDocument9 pagesUnited States Patent: (10) Patent N0.: (45) Date of Patentravi242No ratings yet
- US6797142Document8 pagesUS6797142heryyanto8086No ratings yet
- United States Patent: Noveske (10) Patent N0.: (45) Date of PatentDocument9 pagesUnited States Patent: Noveske (10) Patent N0.: (45) Date of Patentduffy5555No ratings yet
- Til 1539Document13 pagesTil 1539Michael JordanNo ratings yet
- Plating Process For ElectrolessDocument5 pagesPlating Process For ElectrolessFrancisco BocanegraNo ratings yet
- US4144379-Drawing Quality Hot-Dip Coated Steel StripDocument5 pagesUS4144379-Drawing Quality Hot-Dip Coated Steel StripAgustine SetiawanNo ratings yet
- Al 2219 Dot Faa MmpdsDocument34 pagesAl 2219 Dot Faa MmpdsdiegobhiNo ratings yet
- US8574476Document11 pagesUS8574476王雪梅No ratings yet
- Patent Application Publication (10) Pub. No.: US 2007/0157691 A1Document8 pagesPatent Application Publication (10) Pub. No.: US 2007/0157691 A1Erin GokNo ratings yet
- US5872805Document7 pagesUS5872805Dhaval patelNo ratings yet
- US3905090 (Patente 1975)Document6 pagesUS3905090 (Patente 1975)galpvseccNo ratings yet
- United States Patent (19) : Findlan Et Al. Patent Number: Date of PatentDocument3 pagesUnited States Patent (19) : Findlan Et Al. Patent Number: Date of PatentJEISON ESTEBAN YUCUMA MARTINEZNo ratings yet
- US7357854Document12 pagesUS7357854Thọ Học LêNo ratings yet
- Paper From SDI (Structural Deck Institute) WWDocument9 pagesPaper From SDI (Structural Deck Institute) WWkiss_59856786No ratings yet
- Cold Crack Criterion For ADC12 Aluminum Alloy Die CastingDocument6 pagesCold Crack Criterion For ADC12 Aluminum Alloy Die CastingVinodNo ratings yet
- United States Patent: Fischer Et AlDocument5 pagesUnited States Patent: Fischer Et AlandresNo ratings yet
- Oxygen Gas Cartridge, US5100014, Nippon Tansan Gas Co LTDDocument3 pagesOxygen Gas Cartridge, US5100014, Nippon Tansan Gas Co LTDJong Rok AhnNo ratings yet
- Us6390894 PDFDocument22 pagesUs6390894 PDFAndy HuffNo ratings yet
- Aluminium Die Heat Check Mark PDFDocument4 pagesAluminium Die Heat Check Mark PDFetamil870% (1)
- Chapter 15 - Referenced StandardsDocument6 pagesChapter 15 - Referenced StandardsbooboosdadNo ratings yet
- Section C Tooling SuppliesDocument50 pagesSection C Tooling SuppliesalltheloveintheworldNo ratings yet
- United Patent: StatesDocument11 pagesUnited Patent: Statesmick.pride81No ratings yet
- Us 20040158969Document5 pagesUs 20040158969dgfhjsdg hfsdhyjNo ratings yet
- United States Patent: Leisten Patent No.: Date of Patent: Apr. 22, 2003Document12 pagesUnited States Patent: Leisten Patent No.: Date of Patent: Apr. 22, 2003jhkim6363No ratings yet
- US5642778Document15 pagesUS5642778PRASANNANo ratings yet
- Parts List 5000M3 Fuel Oil Main Storage TankDocument14 pagesParts List 5000M3 Fuel Oil Main Storage TankabdulfetahNo ratings yet
- Att 2 - EdsDocument30 pagesAtt 2 - Eds정동현No ratings yet
- United States Patent 1191 1111 3,956,085: Haas (45) May 11, 1976Document4 pagesUnited States Patent 1191 1111 3,956,085: Haas (45) May 11, 1976Alejandro Saravia AlcócerNo ratings yet
- Report Zone 7 - Duct Only R0Document104 pagesReport Zone 7 - Duct Only R0Anonymous 1HFV185Sl4No ratings yet
- Determination of Necessary Preheating Temperature in Steel WeldingDocument7 pagesDetermination of Necessary Preheating Temperature in Steel WeldingKelvin LabarezNo ratings yet
- Potash CrystallizationDocument14 pagesPotash CrystallizationUditha Lakshan100% (1)
- 20mnmoni55 or Sa 533 GR B CL 1Document10 pages20mnmoni55 or Sa 533 GR B CL 1Jackz UlNo ratings yet
- Us 5169606Document12 pagesUs 5169606andrzh2No ratings yet
- Pressure Vessel Handbook Ninth Edition 1992 PDFDocument481 pagesPressure Vessel Handbook Ninth Edition 1992 PDFjudico60_70175733No ratings yet
- Catalogo JuntasDocument49 pagesCatalogo Juntasdavidmn19100% (1)
- Rhizome Partners Q2 2020 Investor Letter FinalDocument12 pagesRhizome Partners Q2 2020 Investor Letter FinalAndy HuffNo ratings yet
- Letter To Our Co Investors 2Q20Document26 pagesLetter To Our Co Investors 2Q20Andy HuffNo ratings yet
- We Believe Lexinfintech Holdings Ltd. (Nasdaq: LX) Is A Leverage Time Bomb About To ExplodeDocument32 pagesWe Believe Lexinfintech Holdings Ltd. (Nasdaq: LX) Is A Leverage Time Bomb About To ExplodeAndy HuffNo ratings yet
- 2020 08 10 Askeladden Capital Q2 2020 Letter UnkindDocument9 pages2020 08 10 Askeladden Capital Q2 2020 Letter UnkindAndy HuffNo ratings yet
- General Updates: More Frequent and More SevereDocument14 pagesGeneral Updates: More Frequent and More SevereAndy HuffNo ratings yet
- GFL Research Thesis 8-18-2020Document107 pagesGFL Research Thesis 8-18-2020Andy HuffNo ratings yet
- TABLE I: Alluvial Fund LP Returns (%) As of June 30, 2020: YTD 2019 2018 2017 Cumulative AnnualizedDocument6 pagesTABLE I: Alluvial Fund LP Returns (%) As of June 30, 2020: YTD 2019 2018 2017 Cumulative AnnualizedAndy HuffNo ratings yet
- Survivor & Thriver: Capital IQ, JDP EstimatesDocument4 pagesSurvivor & Thriver: Capital IQ, JDP EstimatesAndy HuffNo ratings yet
- Industry 4.0: Volume Lii July 2020Document8 pagesIndustry 4.0: Volume Lii July 2020Andy HuffNo ratings yet
- Epoch's Quarterly Capital Markets Outlook: William W. Priest, Cfa Lilian Quah, Cfa Kevin Hebner, PHDDocument23 pagesEpoch's Quarterly Capital Markets Outlook: William W. Priest, Cfa Lilian Quah, Cfa Kevin Hebner, PHDAndy HuffNo ratings yet
- Q2 2020 Investor LetterDocument14 pagesQ2 2020 Investor LetterAndy HuffNo ratings yet
- Time Period Hayden (Net) S&P 500 MSCI World (ACWI)Document13 pagesTime Period Hayden (Net) S&P 500 MSCI World (ACWI)Andy HuffNo ratings yet
- Small-Cap Value Fund: AS OF JUNE 30, 2020Document5 pagesSmall-Cap Value Fund: AS OF JUNE 30, 2020Andy HuffNo ratings yet
- G D P M I: Uidelines FOR Irect ART ARK DentificationDocument21 pagesG D P M I: Uidelines FOR Irect ART ARK DentificationAndy HuffNo ratings yet
- 11018e PDFDocument1 page11018e PDFAndy HuffNo ratings yet
- Direct Part Mark VerifierDocument2 pagesDirect Part Mark VerifierAndy HuffNo ratings yet
- QS EnusDocument80 pagesQS EnusAndy HuffNo ratings yet
- Us6390894 PDFDocument22 pagesUs6390894 PDFAndy HuffNo ratings yet
- Order Execution Only GRSP Statement (CDN$) APR. 30 2020: Local CallsDocument4 pagesOrder Execution Only GRSP Statement (CDN$) APR. 30 2020: Local CallsAndy HuffNo ratings yet
- 5f0b44cdc10751fbb7009cf3 - McLain Capital Q2 2020 Investor LetterDocument19 pages5f0b44cdc10751fbb7009cf3 - McLain Capital Q2 2020 Investor LetterAndy HuffNo ratings yet
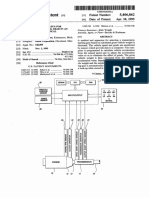
- United States Patent (19) : 11 Patent Number: 5,406,862 (45) Date of Patent: Apr. 18, 1995Document8 pagesUnited States Patent (19) : 11 Patent Number: 5,406,862 (45) Date of Patent: Apr. 18, 1995Andy HuffNo ratings yet