
Professional Documents
Culture Documents
0 ratings0% found this document useful (0 votes)
4 viewsDiagrama de Schaeffler (Acero Inoxidable)
Diagrama de Schaeffler (Acero Inoxidable)
Uploaded by
cuervocrdSeleccion de electrodos
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You might also like
- Cálculo Placa CalibradoraDocument13 pagesCálculo Placa CalibradoracuervocrdNo ratings yet
- Persulfato de Amonio Hoja de Seguridad PDFDocument3 pagesPersulfato de Amonio Hoja de Seguridad PDFcuervocrdNo ratings yet
- GRACODocument12 pagesGRACOcuervocrdNo ratings yet
- Credenciales RUBINDocument1 pageCredenciales RUBINcuervocrdNo ratings yet
- Manual AutoCAD Avanzado 2009-I PDFDocument45 pagesManual AutoCAD Avanzado 2009-I PDFcuervocrdNo ratings yet
- Carta Genérica de Colores Ral PDFDocument3 pagesCarta Genérica de Colores Ral PDFcuervocrd50% (2)
- Tabla Dimensional de ProductosDocument1 pageTabla Dimensional de ProductoscuervocrdNo ratings yet

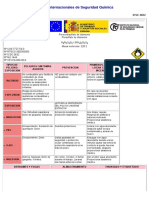


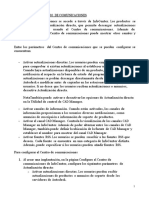


Diagrama de Schaeffler (Acero Inoxidable)
Diagrama de Schaeffler (Acero Inoxidable)
Uploaded by
cuervocrd0 ratings0% found this document useful (0 votes)
4 views8 pagesSeleccion de electrodos
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentSeleccion de electrodos
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
Download as pdf
0 ratings0% found this document useful (0 votes)
4 views8 pagesDiagrama de Schaeffler (Acero Inoxidable)
Diagrama de Schaeffler (Acero Inoxidable)
Uploaded by
cuervocrdSeleccion de electrodos
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
Download as pdf
You are on page 1of 8
ORIGINAL
NO RETIRAR DEL ARCHIVO
QUE ES EL ACERO
INOXIDABLE Y
COMO SOLDARLO
QUE ES EL ACERO
INOXIDABLE?
CONARCO 907. No es wado go-
feralnente ore testendls ole
Torreon, gue’ er sinar ala del
sero AIS"B04 sino por ot capac
Sl tr ft ae
{amptento, en acorot al earbono ds los
‘fais expasres concebllts yon
Sea te alas dc
clei de movintese; tebe
{fe dle acogs trondablee (ABT
GaSe aney Soy y cores al ca
Be de ha aia en
enqus seen stveptibes« fmvle
Seo cain tonpledss
BOLETIN INFORMATIVO
— OCTUBRE 1977 — Director: Ing. EDUARDO SCHIAFFINO
Registro Naclonal Propledad intelectual N° 1393545
Origen del acero inoxtdable: Hay diferentes versiones acerca dol origen
del ecero Inoxidablo. Una clo Ins més crotbles, nos cuenta que en Fran
cia, un negociante do chatarra advirtié que entre una gran cantidad do
cafiones de la Primera Guerra Mundial habla uno cuyo cafo se man-
tenia britlante y pulido mientras que los demas, a pesar de ser do 1a
misma época, estaban oxidados. Aparontemente no habla sido afectado
por el tlempo ni por la humadad,
Al hacer un analisis quimico del material del caién, enconiré quo al
fundir el menclonado cafién so habla agregado una excesiva cantidad
de cromo al metal baso (hlorro).
Una vez més a casualidad ayuda al hombre y, en este caso, le proveyd
‘easi por accidento una de las aleaciones actuaimente mas importantes.
Es simplemente una aleacion compuesta de Fe (hierro) como elemento
principal y con 11,5 % de Cr (cromo) como minimo. Se agregan otros
elementos de aleacién, para proveerle de ciertas caractaristicas 0 pro-
piedades que detallaremos mas adelante,
Conviene aclarar que los aceros inoxidables tienen una resistencia a la
corrosién y a la oxidacién muy superior al resto de los aceros, pero ello
no implica que sean totalmente inmunes a dichas agrasiones, Tanto es
asi que se desarrollan tipos especiales de aceros inoxidables para mo-
jorar la resistencia en casos muy concretos de oxidacién y/o corrosion
Gon fo cual so demuestra que es indispensable conocer el medio agro-
sivo para elegir el tipo de acero y el material do aporte para soldadura
mas adecuados.
El agregado de cromo menclonado anteriormente es indispensable cuan-
do se desea resistencia a la corrosién como propiedad principal.
zCudl es el efecto det cromo?: Con fa presencia del 11,5.% de Cr (cro-
Mo), en el acero se forma esponténeamente una pelicula de Oxido do
cromo, plateada, delgada y firmemente adherida, cuando la aleacién so
expone al aire.
Esta pelicula actia como una barrera de proteccién para evitar fa pos-
terior corrosién u oxidacién del material base.
Agregado de niquel: La adicién de niquel a la aleacién otorga una serio
de mejoras en las propiedades mecénicas:
1. Aumenta la resistencia a la corrosion
2. Reduce la conductividad térmic
3. Aumenta los valores de resiliencia.
4. Aumenta la ductilidad
5. Mojora la resistencia a la fatiga,
6. Aumenta fa resistencia eléctrica.
7. Otorga soldabilidad.
El contenido de niquel varia desde 0 a 26%.
Influencia de! contenido de carbono: Los acoros inoxidables conteniendo
Cr y Ni, también tienen carbono en su composicién. Este carbono es
perjudicial, particularmente cuando deben soldarse metales base del gru-
Po con 18 % Cry 8 % Ni. Bajo ciortas condiciones el carbono se combina
1
GONARCO 908. La gran mayoria
tiel acero inoxidable wiilzado en et
faig‘et del tino 18Cr ~ Nt (AISE
oa) y se sualda con ete electrodo
tendo el de uso mds extensive. Se
recommenda también pera soldar en-
tro. if as aceroy al GraNt ATS 301,
1902, 9088, $05 y 208 Tor aceros fun
didas ASME CFS, CF20 y shlares.
‘dsimismo se rocamlonda para unit
fox’ monos conoeldas acerot austeno
ferrvioos al cromo-manganeso-niquel
‘ASL 201 4 202 y ASTM A340 XRII7.
CLASIFICACION
DE ACEROS
INOXIDABLES
CLASIFICACION
DE LOS MATERIALES
DE APORTE
DIAGRAMA
DE SCHAEFFLER
Utilidad
DESCRIPCION
DEL DIAGRAMA
con el Cr, formando carburos de cromo, los cuales no tienen resistencia
a la corrosién, por lo cual disminuye el nivel de proteccién original del
acero del metal base.
La formacion de los carburos de cromo tiene lugar cuando el acero pasa
lentamente el rango de temporaturas entre 430° y 880° G, tal como ocurre
durante la soldadura y el posterior enfriamiento lento.
Para evitar la procipitacién do carburos de cromo y su posterior efecto
nocivo existen varias posibilidades:
1, Utilizacién de motal base con muy bajo carbono (0,030 % maximo)
conocides como grado E.L.C. 0 extra bajo carbon.
Este nivel de carbono bajo permite la formacién de una pequefia can-
tidad de carburos y su posterlor precipitacién, pero los efectos, dada la
cantidad formada, son dospreciables.
2. Agragar titanlo o columblo ya que estos elementos se combinan pre~
ferencialmente con el carbono, en presencia de Cr, dando carburo de
titanio 0 de columbio, los cuales son inocuos, no afectando la resistencia
a la cortosién original det acero.
En esta situaci6n el Cr, no combinado, esté en condiciones de formar
la ya mencionada capa protectora superficial.
3. Aportar la menor cantidad posible de calor durante la soldadura y
reducir lo mas posible el tiempo de permanencia en el rango de precipi-
tacién de carburos (430-880° C}.
4, Calentar a 110°C, para permitir la disolucién de los carburos pre-
cipitados y luego enfriar bruscamente en agua.
Los metalurgistas han clasificado los aceros inoxidables de uso més
habitual actualmente, de acuerdo a su estructura metalografica, en auste-
niticos, ferriticos y martensfticos.
A su vez la American Iron and Steel Institute ha clasificado los aceros
inoxidables de acuerdo al siguiente detalle parcial: (Ver Tabla I).
La American Welding Society (AW.S,) ha clasificado el metal de aporte
puro y todos los requerimientos tanto quimicos como mecanicos en la
norma AWS A5.4-69. (Ver Tabla Il)
EI diagrama de Schaeffler permite, conociendo la composicién quimica
de una aleacién Cr-Ni, determinar su estructura metalografica. Con este
diagrama se puede predecir el comportamiento de un depésito de sol-
dadura respecto a la aparicién do fisuras en caliente, fragilidad por tase
sigma, fragilidad a temperatura ambiente, etc. Sirve para elegir ef ma-
terial de aporte més indicado on ol caso do soldadura de inoxidables
disimiles, inoxidables a acero al carbono o plaqueado. de acero al car-
bono con inoxidable.
De esta manera el conocimiento del uso del diagrama de Schaeffler lo
convierte en una herramienta indispensable para el Ingeniero en Sol-
dadura.
En la construcci6n del diagrama se utilizaron electrodos de acero Inoxi-
dable de distinta composicién, en diémetros de 4,7mm y se realizaron
aportes de metal puro segin ASTM-AWS.
Luego se determiné ta estructura metalogrética para cada uno de los,
depésitos, apareciendo las siguientes estructuras:
Austenita: Tenemos una estructura puramente austenitica en el caso de
electrodos AWS E-310. Presenta granos gruesos, con alta tenacidad,
pero muy sensible a la fisuracién en caliente,
Tabla |.
Anéilsis quimico de aceros Inoxidables segin AIS!
CONARCO 2086. La crecionte ute
‘Stet del acoroinosdable 18 Ce
SNt ELC, de" carbono era belo
(004% masimo) ha dado otn a
{deta de lt Sa
He or debe de 308°. So ta
‘e'combatie por este medi a corr:
Sin trgraalar Los estos alSt
Sib1 eden “con electodos
SESE; con onto electra 6 deben
Salle ctiomo on acoes AISI S08,
Seaton, Po0tl, S51, CRS,
GEaA y sindares.
Seo ou resend y Hone de fluen-
algo ‘menor, no existe ningune
Saureacon para ‘adar ln ce
fat de cnkano més at on
35; pore contro, su mayor com
tentda‘do forte To hace’ mdo ret
Ceypone | Mingo’ | Sitelo Como Miguel aiomentoe | estructura
AIS! (%) (%)
aor | oasmax | —earre | 100 | vooorineo|~aaor ajo | twas mac] hostomico
a2 fossmux | 8/000 | +00 | tz00rt000 | 4007 000 | neoas wax, | anstontice
sor | ossmax | 200 100 | 1ac0/1000 | enor 000 = ‘Astonitog
soz | ossmax | 200 too | 1700/1000 | e0/10.00 - Austen
sexo} ossmux | 200 | 200/300 | izo0vine0 | ooorio00 2 ‘Austaiticn
sos | ocomex | 200 100 | 1900/2000 | ooorsa00 = ‘Astaitico
sou | onasex | 200 400 | ra00/a000 | soortean = Austen
sos | otema. | 200 100 | +700/%000 | 10.00/00 = Acstontcn
ao | oemix. | 200 100 | tee0/at00 | to0rv200 = Austence
ace | ozomex | 200 190 | 2200/2400 | s200rs600 = Austentico
sass | osmex. | 200 400 | za00r2t00 | s200"1800 = Austeitico
sa | ozsaus. | 200 150 | 2400/2000 | ‘e0/2200 7 Avstontioo
sias | osm | 200 sso | 24072600 | 90072200 7 Avstnton
34 | oasmix | 200 | 150/800 | zs00ves00 } 1900/2200 = Avstentioo
sie | ooemex | 200 190 | 900/100 | toc0ri400 | to 200/300 | auctanticn
sree | ooemex | 200 100 | racors90 | toootg00 | oo 200/800 | pustonticg
a7 0,08 Max, 2,00 1,00 18,00/20,00 11,00/ 13,00 ‘Mo 3,00/4,00 Austenitico
azi | oomex | 200 190 | 70/1900 | soortz00 | tisxon | Austntico
a7 0,08 Max, 2,00 4,00 17,00/19,00 | 9,00/13,00 |Cb+Ta10xX¢ Min] Austenttico
so | oem | 200 100 | rro0r1900 | spors300 | SE T9EMO | puctenticn
as | ossmix | 400 exo | rs0090 | = Martenstico
sof ossmex | 400 so0 | wrsorta50 | a Martenatcg
sa | oxsmex | 300 100 | rte0/1980 | 287 250 a Martnsiteo
ae | ossmix | ta5 100 | rz00/400 |” — |zromeasor mic} Martenetce
azo | o1smin | 40 too | recort4o0 | 7 Marenatco
wos | 075/088 | $00 tao | weoorreno | = — | mo 076% sox | atrtenstcg
sor | osomin | 490 too | 400/600 | vo 040/085. | arteries
aos | oosnisx | 4,00 400 | ansortag0 | ro0/039 | rertico
aso | onemex | 400 400 | tooo | ie Fonteo
wz | ozomex | 100 t00 | eo0290 | — a Fentico
axomix | 100 100 | 4007 600 io 046/080 | Feriico
Ferrita: El depdsito de un electrodo AWS £-908 puede tener aproximia~
damente 6 % de ferrita. Las estructuras austeniticas con un cierto por-
centaje de ferrita son menos sonsibles a fa fisuracion en caliente. El
mecanismo de inmunidad no es bien conocido, pero existen algunas su-
posiciones al respecto.
Los tamafios de granos son mas pequefios que el caso de estructuras
austeniticas puras, pues al separarse primero los cristales de ferrita, du-
ante el proceso de solidificacién, éstos impiden el crecimiento de los
cristales austeniticos. Por otro lado, existe un 4rea mayor de borde de
grano, donde se distribuyen los compuestos de bajo punto de fusion,
foméndose asi menos peligrosos.
Martensita: Depositando un cord6én con electrodes AWS E-316 sobre un
acero al carbono, se obtiene una estructura austenitica-martensitica, La.
martensita es conocida como una estructura dura, poco tenaz, qué so
forma de la austenita provocando un crecimiento de volumen. Este tipo
de estructura es muy sensible a la fisuracién por debajo de los 400°C.
3
tong a attantnto on ent ave
sued ser detorninante anor
{oldatras senna cn condiciones seve.
tun de rgider 0 restrectin de mou
Indento fecinten en ta inion det
pesores ‘mayores
COWARGO 909. tndieado yor sl.
flare) acero oxidable ti 95-12
{Atst 900) sw mda ato content de
Grom y wiguel le tmporte excelente
realtone a corenin to hace
menos suicepibla ala cotinine
terarntar cls dade do ear
largo tiempo expuesto a la recip
{acl ‘de eerur, ‘eno rtene
inp elemplo al dott suftico dito
talent
GONARCO S09Mo., Se recomienda
para las mayores soliltactones mech
hlcas. Las funtas poseen excelente
restwtoncia y ductlidad; con tonaces
iy resstentes al agriatamiento debido
{contenido de ferrite (aproximada~
nente 8%).
{ible quo el 908 y et 816 a sensibi-
ease! fa vorresion por preci
clin deeming pr
Fe conenonte is sovicnes te
Indsimg sovoridad (Aldo acco nf
trate" de plata). Contra ol “pitting”
‘er algo mejor aun que el 316; cuon-
doen la elaboracidn 0 empleo de
‘aldo nieio se usan los aceros AIST
900.8 "y GHI0S (28.12 de. carbone
Dojo) at uso de CONARCO 309Cb
congeroa no solo la pastoidad de ta
‘nilonda para soldor CHI20 en fr.
CONARCO $10 y $10Mo. Reco.
mendades para la soldadura de wnién
de Tos inosidables tipo 25-20 (AIST
210)” principalmente ‘wadoe por si
teslatenca ala escamacidn, pero tam-
bidn por su alta resistencia y baja
fluencla lento a alta temperatura. Fo-
100 vinilere aptitudes do resistencia
fla consasién en caliente que et 509
1 30980,
4
Tabla Il: Clastticacién AWS:
wi
sort
9.07110
120/140
120/140
120/140
20,0/22,0
20,0/22,0
20,0722,0
80/105
78/95
#1,0/140
11,0180
120/160
110/140
18.0/21.9
180/210
220/250
220/260
220/280
25,0/280
25,0280
25,0/28,0
28,0732,0
148/185
70/200
17,0/200
180/210
170/209
140/170
10,0721.0
19,0/21,0
11,0135
150/180
40/ 60
80/105
23,0/37,0
voto
8/100
60
‘60
040
040
y debe ser evitada en la soldadura do unién. El dopésito de un electrode
ita,
‘AWS E-410 presenta una estructura de martensita-fer
Schaeffler {ue construyendo empiricamente el diagrama graticando en
abscisas los elementos formadores de ferrita, agrupados en la formula de!
Cromo Equivalente y en ordenadas los formadores de austenitica, agru-
pados en la férmula de Niquel Equivalente, Dentro de cada formula
incluy6 los elementos multiplicados por un factor de “‘potencia” respecto
al cromo y niquel. Asi se obtuvo:
rat % Cr + % Mo +1.5 x % Si405 % Ob
Niet 9 NI-E90 x 960+ 05 x % Mn
Luego, sobre el diagrama de Schaeffler, Bystram incluyé una linea divi-
sofia, pata una mejor clasificacién de los depésitos de soldadura,
Las distintas zonas de Bystram son las de:
Crecimiento de gtano: Se produce por encima de 1150°C y comprende
a los aceros resistentes al calor, del tipo 17% Cr. Tienen tendencia a
dar en la ZAC una estructura fragil de granos gruesos.
‘Tendencia a fisuras: Producidas por endurecimiento por debajo de los
400°C. Este campo incluye a los aceros formadores de martensita, los
de dificil soldabilidad (templados y revenides) con carbono de 0,30 a
0,50 %, los revestimientos duros, asi como las estructuras mixtas mar-
‘tensita-austenita y martensita-ferrita,
Fragilizacién sigma: Por solicitacién a temperaturas entre 500 y 900° C.
Esta fase sigma es una combinacién Fe-Cr que se separa de las alea-
clones de alto cromo. Los aceros austeno-ferriticos son susce|
Ja fragilizacién por fase sigma, especialmente aquellos con un tenor de
mas de 10% de fertita. Un ejemplo tipico es el aporte det electrode
AWS E-312 que tiene alrededor de 40 % de ferrita.
ZONA
AUSTENO-FERAITICA
MoDO DEL USO
DEL DIAGRAMA
CONARCO 812. Por su rostetonci
4 la examacién 9 alia tempera
fen atndsfora oxidants 0 reductora
(090°C) y te excelente ductiidad
ide 1a soldadura se recomenda ‘pera
‘older entre si los demas aceros aus-
tonitioos reistentes al calor.
Su allo contenido de fersia (més de
25 %) le confore gran resistencia a
ta propagactin ce grletas en, frig
0 en caliente por lo\ quo resulta et
‘nde apto también para. soldar’ los
laceros inoxidables. 200 % ‘austentt-
os 250+, 20Ni de alto. carbono y
silieto (AISI 814), y de olio content.
do de axujre, fésforo y/o selenio
(AIST 908 y 30986).
GONARCO 518. Se recomionda pa.
4a: ler los tptoos aceros, 18-1240
(Ai8t St0)."La’prevenots dl mol
tena cumenta to resistencia al toque
fo muchos agentes quimicos; ofece
Toona rvitoncta aloe medion coro.
Sogs reduotores ysuanclalmenge et
rnd restnte a Yas plooduras ("pie
Ing’) que tas tipos 18-8 cue ex
tn expuesos « Los cloruroy, tal como
an ani der on treo de ata
temperctra contribuye a. aumontar
le” featencia a Ta fluoncia lente
‘mactin, ‘Debe sor utlizado pare rol-
dap el cooro AIST S16 y sue sinvlares
ACL, ASM y ASME fundidos CREM
1 ChiaM, ASTM, A189, F916, 31677
Y similares.
GONARCO $0. Exe sngras a
See ee ee
leet cea
Bane Te ae ay Ee
Pat 0 GaSe sh ice
tnt ipl
Se eee
bide co eecomtenda CONARCO S13
Ei acl sera
fa a ri oe ne
Seen ee ae
CONC So ate
Fiouracién en caliente: Se produce encima de los 1250° y comprende a.
las aleaciones austeniticas puras depositadas por soldadura, asi como.
también @ los austeno-martensiticos y las martensiticas puras.
En el centro do! diagrama quoda una pequelia zona de estructura mixta,
austeno-ferritica, y que ¢8 oI ideal a obtener en la junta soldada. La ma-
yorla de las soluciones dadas a la seleccién de material de aporte para
soldar aceros inoxidables disimlles o aceros inoxidables a aceros al car-
bono, tienden a quo el motal de soldadura, desde el punto de vista do
Su estructura metalogrdfica, caiga dentro de esta zona.
Para usar el diagrama de Schaoifler so utiliza ol siguiente procedimiento:
a) Se calcula el cromo y niquel equivalente del material o materiales base
y se los ublca en el diagrama,
b) Se calcula el cromo y nique! equivalente de los materiales de aporte
puro preselecclonados para su uso.
Las dos reglas basicas de uso det diagrama dicen:
) Cuando so reallza la soldadura de dos materiales base Idénticos entre
sf, el punto correspondiente al metal de soldadura, en el diagrama de
Schaeffler, estaré sobre la recta de unién entre ef punto det metal base.
¥ el punto del metal de aporte puro, dependiendo su ubicacién dentro
de esa recta, del grado de dilucién,
b) Cuando se realiza la soldadura de dos materiales base distintos, of
punto correspondiente al metal de soldadura, on el diagrama de Schaefiler,
estard sobre la recta de unién entre algun’ punto (1) de la unién de los
dos materiales base y el punto correspondiente al metal de aporte puro.
EI punto (1), ubicado sobre la unién de los dos materiales base, estaré
localizado dentro de esa linea, en funcién de la participacion de cada
uno de los materiales base en of metal de soldadura.
Vamos a ejemplificar el uso del diagrama, con el fin de ver como se utiliza
en la préctica,
Ejemplo 1. Ubicacién en el diagrama de los puntos correspondientes a
algunos de los metales de aporte de electrodos revestidos, segiin norma
AWS AS.4-69. (Ver pégina 6)
cconsideran valores quimicos medios, dentro de loe indieados por norma.
EJomplo 2. Ubicacién en el diagrama de los puntos correspondientes a
algunos de los meteles base segtin norma AISI. (Ver pagina 6)
4 Para user Schaeffler para aceros al carbono, se considera un 60% de descarburizacion
en la soldadura (0,23 % de carbono|.
DIAGRAMA DE SCHAEFFLER CONARCO (Ver ejemplo 1)
‘Austeniti
12
7 | } le
Martensita
\
4
=
2
3
S
3
a
w
2
Zz
0
0 % 8 2 16 20. 2%
Cromo Equivalente =%Cr +%Mo +1,5x% Si +05x%sNb
DIAGRAMA DE SCHAEFFLER CONARCO (Ver ojomplo 2)
£2
= .
S:
S20
: Austenita
$20
aN
:
216} TS ae Be
3
[304
wi
= le |
3 Martensita A TAtM TE) |
w 1) Kt Peet
a4
3+ tne a el Ferrita
z
Z9 Let 1
0 4 @ a re 7.)
Cromo Equivalente=%Cr
lo + 1,5x% Si+05x%Nb
Lene a ezamaclin en arises
‘oxidante (146° C) y 8 dptimo para
Seracios cicicos de temperatura ti:
shin on aimésforas coburn
‘estructura. metalognd lar
‘al 810, we recomienda soldar con elec
{odor dle didenetro menor, baja
fend eplcandegoione. a
oxtos ‘para mantener fa" ples fle
lrantela eecuctin de ta boldadura
GONARCO 410. Se recomionde
para solder tas, ‘aceros "AISI. 405,
Ho, 414, 416, 41 y 4208 (ASTNI
‘418766; A1S8P0; A176/2; A182F0,
‘ALSSHG: A221A, AROS; A200A g
‘AMBTFI0). Su empleo es indisye
sable cucndo la soldadura debe res.
onder al tratamiento. térmico tral
‘Guo of metal bose, Tambidn se en-
‘len para renarar piezas da cerre de
‘cotsorios para ae, oaporY e78 con
temperaturas de trabajo. de hasta
400°C Asimismo para protazer pies
{as do acero al earbomo sujotes« osi-
actin: a" corrostin "por ameniaco,
cide. ntrco, petrdleo crudoy sub
deeds ails Temper, ag,
tapor yeas: @ erestin por fluider
‘lta valotdad’ com abrasions ow cu
‘pensiin y a cavitactin por turbulen.
‘los; a eacamactén a alta temperature
hrasia'700" C.
DIAGRAMA DE SCHAEFFLER
Elemplo 3. Soldadura de un acero AISI 410 con electrodo austenitico.
Selecclén del electrodo. (Ver pagina 7)
1. Se uno ol punto de! matorlal base con cada uno de los electrodos.
preseleccionados. Se divide Ia récta en 10 segmentos Iguales. Se nu-
meran de 10 en 10% de dllucién, comenzando del metal de aporte
puro.
2, | Si ellio el E-810, tendré peligro do tsuracién en caliente si la dilu-
cién es baja, Entonces puedo usar E-309 0 E-312. Elijo ol E-309 porque
el metal de soldadura seré menos propenso a la precipitacién de fase
sigma, por menor contenido en ferrita libre.
Ejemplo 4. Alternativa para soldadura de acero AIS! 410 usando doa
electrodos austeniticos. (Vor pagina 8)
1. Realizar un plaqueado de las suporticies de 1a junta con £-309. Et
punto resultante serd (I) pera el plaqueado.
2, Soldar con E-308. El punto resultante estaré entre E-208 y (\).
= 09
Ejemplo 5. Soldadura de SAE 1045 con AISI 316. (Ver pagina 8)
1. Si el SAE 1045 y AISI 316 participan del metal de soldadura en la
misma proporcién, el punto mezcla serd (I).
2. Para soldar un punto como (I) en Schaeffler, elijo un E-312,
CONARCO (Ver ejemplo 3)
= 28) -
=
= isto
%
bast ais
5 Austenita Bi
S20
eR EM er
ie 40,
316 AtM. Bl
ci as
giz
5
Se ; 00"
3 Martensita +I
g Ca
3 are ol ST Ferrita
Zz, BEERS ete Peo ee
0 4 8 2 16 2 2 28 32 36 40
Cromo Equivatente=
Cr +%oMo +1,5x% Si +05x%Nb
“eg
QYagHAMAeDE SCHAEFFLER CONARCO (Ver ejemplo 4)
8
|
R
8
a
>
Nis 30x%C + 95x%Mn
@
00"!
Martensita
5
+a
Ferrita
Niquel Equivatente
°
°
o& 8 12 16 20 pay 28
Cromo Equivalente=%Cr +%Mo +15 x% Si+O5x%Nb
y
8
5
3
DIAGRAMA DE SCHAEFFLER GONARCO (Ver ejemplo 5)
£2 7
= # 11
Sw
o at Austenita —|—
#20
*
eh
216 AM.
7 | 16,
3 {
pie a
5
& , HO4s
00"
3 A Martensita heer 4
a =] |
B+ MSF oe a Ferrita
g Me 1
Zo eee
0 p 8 wz i 20 % 2 «32 #436 40
Cromo Equivalente="%Cr +%Mo +1,5%% Si +05x%Nb
CONARCO ALAMBRES Y SOLDADURAS S. A.
8 Calle 97 N° 741 (1672) - Villa Lynch - Pcia. de Bs. As.
T. E.: 755-0399/0443/0476 - REPUBLICA ARGENTINA
You might also like
- Cálculo Placa CalibradoraDocument13 pagesCálculo Placa CalibradoracuervocrdNo ratings yet
- Persulfato de Amonio Hoja de Seguridad PDFDocument3 pagesPersulfato de Amonio Hoja de Seguridad PDFcuervocrdNo ratings yet
- GRACODocument12 pagesGRACOcuervocrdNo ratings yet
- Credenciales RUBINDocument1 pageCredenciales RUBINcuervocrdNo ratings yet
- Manual AutoCAD Avanzado 2009-I PDFDocument45 pagesManual AutoCAD Avanzado 2009-I PDFcuervocrdNo ratings yet
- Carta Genérica de Colores Ral PDFDocument3 pagesCarta Genérica de Colores Ral PDFcuervocrd50% (2)
- Tabla Dimensional de ProductosDocument1 pageTabla Dimensional de ProductoscuervocrdNo ratings yet