
Basic Construction of Shell & Tube Heat Exchangers
Basic Construction of Shell & Tube Heat Exchangers
You might also like
- Rules of Thumb For Heat Exchanger Cost ComparisonsDocument1 pageRules of Thumb For Heat Exchanger Cost ComparisonsEnriqueGDNo ratings yet
- Wolverine Engineering Data Book IIDocument7 pagesWolverine Engineering Data Book IISreedhar Babu0% (1)
- Shell and Tube Ref - AnandDocument6 pagesShell and Tube Ref - Anand7761430No ratings yet
- Heat Operation ExchangersDocument67 pagesHeat Operation ExchangersAkankshya MishraNo ratings yet
- Pressure Vessels ModDocument38 pagesPressure Vessels ModShivahari GopalakrishnanNo ratings yet
- Mass Transfer EquipmentsDocument32 pagesMass Transfer EquipmentsAjaykumarNo ratings yet
- Heat ExchangerDocument44 pagesHeat Exchangerweldy puteraNo ratings yet
- Column PresentationDocument27 pagesColumn PresentationTaifurNo ratings yet
- Bubble ColumnDocument34 pagesBubble ColumnAfroz MohammedNo ratings yet
- Basic Heat ExchangerDocument15 pagesBasic Heat Exchangeraw_aeNo ratings yet
- Heat Exchangers: Submitted To: Mr. AtifDocument12 pagesHeat Exchangers: Submitted To: Mr. Atifmak412No ratings yet
- Piping Systems: Techniques To Avoid Vibration Problems: Course DescriptionDocument1 pagePiping Systems: Techniques To Avoid Vibration Problems: Course Descriptionnasir1141No ratings yet
- Compressors PDFDocument44 pagesCompressors PDFAhmed Khairi100% (1)
- Maintenance of Distillation Column in An Refinery: By: Asmita Mishra Btech, Chemical Engg Igit SarangDocument24 pagesMaintenance of Distillation Column in An Refinery: By: Asmita Mishra Btech, Chemical Engg Igit SarangJohn RajNo ratings yet
- Chapter 5Document70 pagesChapter 5Husnain AliNo ratings yet
- Choosing Trays and Packings For Distillation: Back To BasicsDocument7 pagesChoosing Trays and Packings For Distillation: Back To Basicsmsn1981No ratings yet
- Boiler Components FunctionDocument2 pagesBoiler Components FunctionMuhammad Adli Bin Ja'affarNo ratings yet
- Relief Valves - NCCDocument26 pagesRelief Valves - NCCNour HNo ratings yet
- Es 14 603 05Document12 pagesEs 14 603 05Fakhri GhrairiNo ratings yet
- Introduction To BoilersDocument36 pagesIntroduction To BoilersAdel SukerNo ratings yet
- Heat Exchanger FinalDocument35 pagesHeat Exchanger Finalshabirahsan79No ratings yet
- M y Units of Gasket Seating StressDocument11 pagesM y Units of Gasket Seating StressLcm TnlNo ratings yet
- Acid CorrosionDocument26 pagesAcid CorrosionTamer Abd ElrasoulNo ratings yet
- PSV Safety Valves IntroductionDocument12 pagesPSV Safety Valves IntroductionKachi Ike100% (1)
- ASME B16.9 INTERPRETACION - Accesorios para Soldadura A Tope de Acero ForjadoDocument13 pagesASME B16.9 INTERPRETACION - Accesorios para Soldadura A Tope de Acero ForjadoAlexis MontoyaNo ratings yet
- Isolation Valves - Linear MovementDocument9 pagesIsolation Valves - Linear MovementEmad A.AhmadNo ratings yet
- Cam Profile and Spiral WoundDocument6 pagesCam Profile and Spiral WoundmersiumNo ratings yet
- Comdiflex Kammprofile Gaskets Technical Catalogue.Document6 pagesComdiflex Kammprofile Gaskets Technical Catalogue.Shijumon KpNo ratings yet
- Valves - Standard and Automatic Process ControlDocument90 pagesValves - Standard and Automatic Process ControlmordidomiNo ratings yet
- Leser EngineeringDocument437 pagesLeser Engineeringadrianhhhh1984No ratings yet
- Ranto Manullang KDTP - 2008Document33 pagesRanto Manullang KDTP - 2008Rahadian Dwi PutraNo ratings yet
- Spiral Heat Exchanger TechnologyDocument5 pagesSpiral Heat Exchanger TechnologyNAMONo ratings yet
- Basics of Pipe For Oil & Gas EngineerDocument12 pagesBasics of Pipe For Oil & Gas EngineerMannuddin Khan100% (1)
- Installation Storage Instructions Klinger GasketsDocument6 pagesInstallation Storage Instructions Klinger GasketsMoustafa HelmyNo ratings yet
- Mat Piping ComponentsDocument49 pagesMat Piping Componentsnsr2tNo ratings yet
- New Construction vs. In-Service IntegrityDocument23 pagesNew Construction vs. In-Service IntegrityBrian MarinNo ratings yet
- Pap 2Document68 pagesPap 2Aziz SyahrizalNo ratings yet
- Boilers & Fired Systems: Clean Coal TechnologyDocument47 pagesBoilers & Fired Systems: Clean Coal TechnologyfakharkhiljiNo ratings yet
- Codes Pipe LeDocument197 pagesCodes Pipe Levermaakash22No ratings yet
- Catastrophic Failure of Storage TanksDocument6 pagesCatastrophic Failure of Storage Tanksdga51No ratings yet
- UBE E 102 Heat ExchangersDocument17 pagesUBE E 102 Heat Exchangersjohn carterNo ratings yet
- ASME Code News (Questions and Answers)Document4 pagesASME Code News (Questions and Answers)dj22500No ratings yet
- Type of Heat ExchangersDocument46 pagesType of Heat ExchangersguravdrNo ratings yet
- Heat Exchangers Simple OverviewDocument20 pagesHeat Exchangers Simple OverviewAdhrith JhaNo ratings yet
- What Is TEMADocument2 pagesWhat Is TEMAAKSHAY BHATKARNo ratings yet
- Condenser and Heat Exchanger Tube RestorationDocument6 pagesCondenser and Heat Exchanger Tube RestorationspalaniyandiNo ratings yet
- Ipebs 31 CourseDocument9 pagesIpebs 31 Coursevenky2hemaNo ratings yet
- Heat ExchangersDocument36 pagesHeat ExchangersSyukri ShahNo ratings yet
- PSVDocument3 pagesPSVs33d_2010No ratings yet
- New - Lecture 2 Introduction To S&TDocument31 pagesNew - Lecture 2 Introduction To S&TWael ElArinyNo ratings yet
- Practical Advice On Expansion Joints by Greg PerkinsDocument1 pagePractical Advice On Expansion Joints by Greg Perkinsnaruto256No ratings yet
- API 660 Vs TEMADocument2 pagesAPI 660 Vs TEMAloqNo ratings yet
- ASME BPVC 2013 Invoice Request Form-01-13Document6 pagesASME BPVC 2013 Invoice Request Form-01-13Hatem JafouraNo ratings yet
- B31.3 Process Piping Course - 15 Nonmetallic PipingDocument0 pagesB31.3 Process Piping Course - 15 Nonmetallic PipingAxel MoorNo ratings yet
- Design Check List Viii-1 Rev0 InspectorDocument2 pagesDesign Check List Viii-1 Rev0 InspectorSHAJUNo ratings yet
- TEMA Basics of Construction - 07 10Document8 pagesTEMA Basics of Construction - 07 10Zeeshan SajidNo ratings yet
- Heat ExchangerDocument6 pagesHeat ExchangeralokbdasNo ratings yet
- SHT ExchangerDocument55 pagesSHT ExchangerCc12 22tNo ratings yet
- Recent Trend in Heat ExchangerDocument9 pagesRecent Trend in Heat Exchangersai100% (1)
- How To Select Shell and Tube HEDocument10 pagesHow To Select Shell and Tube HEgigihpradana100% (1)
- Material Combinations For Various Garde MetalsDocument1 pageMaterial Combinations For Various Garde MetalslatshareNo ratings yet
- Vapoloc English BrochureDocument2 pagesVapoloc English BrochurelatshareNo ratings yet
- 7-75-0009 Rev 2Document1 page7-75-0009 Rev 2latshareNo ratings yet
- Ethanol Current Topics For API Tank Conf 8 Oct 2008 in FT WorthDocument51 pagesEthanol Current Topics For API Tank Conf 8 Oct 2008 in FT WorthlatshareNo ratings yet
- FE Tutorials and Introductory MaterialDocument1 pageFE Tutorials and Introductory MateriallatshareNo ratings yet
- 7-75-0011 Rev 2Document1 page7-75-0011 Rev 2latshareNo ratings yet
- ISA 84 For Cyber SecurityDocument2 pagesISA 84 For Cyber Securitylatshare100% (1)
- Steam Trap Selection GuideDocument1 pageSteam Trap Selection GuidelatshareNo ratings yet
- Effect of Ethanol On Engine PerformanceDocument17 pagesEffect of Ethanol On Engine PerformancelatshareNo ratings yet
- Making Carbon Black: Presented by Sid Richardson Carbon CoDocument37 pagesMaking Carbon Black: Presented by Sid Richardson Carbon ColatshareNo ratings yet
- Reboiler DiscussionDocument5 pagesReboiler DiscussionlatshareNo ratings yet
- Maratha Empire: Historyin 1674, Shivaji Carved Out An Independent Maratha Zone Around PuneDocument5 pagesMaratha Empire: Historyin 1674, Shivaji Carved Out An Independent Maratha Zone Around PunelatshareNo ratings yet
- Equipment Piping LayoutDocument39 pagesEquipment Piping Layoutlatshare100% (3)
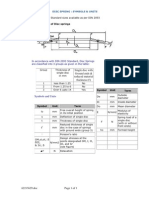
- Disc Spring-Symbols & UnitsDocument1 pageDisc Spring-Symbols & UnitslatshareNo ratings yet





































































Download as pdf or txt
You might also like
- Rules of Thumb For Heat Exchanger Cost ComparisonsDocument1 pageRules of Thumb For Heat Exchanger Cost ComparisonsEnriqueGDNo ratings yet
- Wolverine Engineering Data Book IIDocument7 pagesWolverine Engineering Data Book IISreedhar Babu0% (1)
- Shell and Tube Ref - AnandDocument6 pagesShell and Tube Ref - Anand7761430No ratings yet
- Heat Operation ExchangersDocument67 pagesHeat Operation ExchangersAkankshya MishraNo ratings yet
- Pressure Vessels ModDocument38 pagesPressure Vessels ModShivahari GopalakrishnanNo ratings yet
- Mass Transfer EquipmentsDocument32 pagesMass Transfer EquipmentsAjaykumarNo ratings yet
- Heat ExchangerDocument44 pagesHeat Exchangerweldy puteraNo ratings yet
- Column PresentationDocument27 pagesColumn PresentationTaifurNo ratings yet
- Bubble ColumnDocument34 pagesBubble ColumnAfroz MohammedNo ratings yet
- Basic Heat ExchangerDocument15 pagesBasic Heat Exchangeraw_aeNo ratings yet
- Heat Exchangers: Submitted To: Mr. AtifDocument12 pagesHeat Exchangers: Submitted To: Mr. Atifmak412No ratings yet
- Piping Systems: Techniques To Avoid Vibration Problems: Course DescriptionDocument1 pagePiping Systems: Techniques To Avoid Vibration Problems: Course Descriptionnasir1141No ratings yet
- Compressors PDFDocument44 pagesCompressors PDFAhmed Khairi100% (1)
- Maintenance of Distillation Column in An Refinery: By: Asmita Mishra Btech, Chemical Engg Igit SarangDocument24 pagesMaintenance of Distillation Column in An Refinery: By: Asmita Mishra Btech, Chemical Engg Igit SarangJohn RajNo ratings yet
- Chapter 5Document70 pagesChapter 5Husnain AliNo ratings yet
- Choosing Trays and Packings For Distillation: Back To BasicsDocument7 pagesChoosing Trays and Packings For Distillation: Back To Basicsmsn1981No ratings yet
- Boiler Components FunctionDocument2 pagesBoiler Components FunctionMuhammad Adli Bin Ja'affarNo ratings yet
- Relief Valves - NCCDocument26 pagesRelief Valves - NCCNour HNo ratings yet
- Es 14 603 05Document12 pagesEs 14 603 05Fakhri GhrairiNo ratings yet
- Introduction To BoilersDocument36 pagesIntroduction To BoilersAdel SukerNo ratings yet
- Heat Exchanger FinalDocument35 pagesHeat Exchanger Finalshabirahsan79No ratings yet
- M y Units of Gasket Seating StressDocument11 pagesM y Units of Gasket Seating StressLcm TnlNo ratings yet
- Acid CorrosionDocument26 pagesAcid CorrosionTamer Abd ElrasoulNo ratings yet
- PSV Safety Valves IntroductionDocument12 pagesPSV Safety Valves IntroductionKachi Ike100% (1)
- ASME B16.9 INTERPRETACION - Accesorios para Soldadura A Tope de Acero ForjadoDocument13 pagesASME B16.9 INTERPRETACION - Accesorios para Soldadura A Tope de Acero ForjadoAlexis MontoyaNo ratings yet
- Isolation Valves - Linear MovementDocument9 pagesIsolation Valves - Linear MovementEmad A.AhmadNo ratings yet
- Cam Profile and Spiral WoundDocument6 pagesCam Profile and Spiral WoundmersiumNo ratings yet
- Comdiflex Kammprofile Gaskets Technical Catalogue.Document6 pagesComdiflex Kammprofile Gaskets Technical Catalogue.Shijumon KpNo ratings yet
- Valves - Standard and Automatic Process ControlDocument90 pagesValves - Standard and Automatic Process ControlmordidomiNo ratings yet
- Leser EngineeringDocument437 pagesLeser Engineeringadrianhhhh1984No ratings yet
- Ranto Manullang KDTP - 2008Document33 pagesRanto Manullang KDTP - 2008Rahadian Dwi PutraNo ratings yet
- Spiral Heat Exchanger TechnologyDocument5 pagesSpiral Heat Exchanger TechnologyNAMONo ratings yet
- Basics of Pipe For Oil & Gas EngineerDocument12 pagesBasics of Pipe For Oil & Gas EngineerMannuddin Khan100% (1)
- Installation Storage Instructions Klinger GasketsDocument6 pagesInstallation Storage Instructions Klinger GasketsMoustafa HelmyNo ratings yet
- Mat Piping ComponentsDocument49 pagesMat Piping Componentsnsr2tNo ratings yet
- New Construction vs. In-Service IntegrityDocument23 pagesNew Construction vs. In-Service IntegrityBrian MarinNo ratings yet
- Pap 2Document68 pagesPap 2Aziz SyahrizalNo ratings yet
- Boilers & Fired Systems: Clean Coal TechnologyDocument47 pagesBoilers & Fired Systems: Clean Coal TechnologyfakharkhiljiNo ratings yet
- Codes Pipe LeDocument197 pagesCodes Pipe Levermaakash22No ratings yet
- Catastrophic Failure of Storage TanksDocument6 pagesCatastrophic Failure of Storage Tanksdga51No ratings yet
- UBE E 102 Heat ExchangersDocument17 pagesUBE E 102 Heat Exchangersjohn carterNo ratings yet
- ASME Code News (Questions and Answers)Document4 pagesASME Code News (Questions and Answers)dj22500No ratings yet
- Type of Heat ExchangersDocument46 pagesType of Heat ExchangersguravdrNo ratings yet
- Heat Exchangers Simple OverviewDocument20 pagesHeat Exchangers Simple OverviewAdhrith JhaNo ratings yet
- What Is TEMADocument2 pagesWhat Is TEMAAKSHAY BHATKARNo ratings yet
- Condenser and Heat Exchanger Tube RestorationDocument6 pagesCondenser and Heat Exchanger Tube RestorationspalaniyandiNo ratings yet
- Ipebs 31 CourseDocument9 pagesIpebs 31 Coursevenky2hemaNo ratings yet
- Heat ExchangersDocument36 pagesHeat ExchangersSyukri ShahNo ratings yet
- PSVDocument3 pagesPSVs33d_2010No ratings yet
- New - Lecture 2 Introduction To S&TDocument31 pagesNew - Lecture 2 Introduction To S&TWael ElArinyNo ratings yet
- Practical Advice On Expansion Joints by Greg PerkinsDocument1 pagePractical Advice On Expansion Joints by Greg Perkinsnaruto256No ratings yet
- API 660 Vs TEMADocument2 pagesAPI 660 Vs TEMAloqNo ratings yet
- ASME BPVC 2013 Invoice Request Form-01-13Document6 pagesASME BPVC 2013 Invoice Request Form-01-13Hatem JafouraNo ratings yet
- B31.3 Process Piping Course - 15 Nonmetallic PipingDocument0 pagesB31.3 Process Piping Course - 15 Nonmetallic PipingAxel MoorNo ratings yet
- Design Check List Viii-1 Rev0 InspectorDocument2 pagesDesign Check List Viii-1 Rev0 InspectorSHAJUNo ratings yet
- TEMA Basics of Construction - 07 10Document8 pagesTEMA Basics of Construction - 07 10Zeeshan SajidNo ratings yet
- Heat ExchangerDocument6 pagesHeat ExchangeralokbdasNo ratings yet
- SHT ExchangerDocument55 pagesSHT ExchangerCc12 22tNo ratings yet
- Recent Trend in Heat ExchangerDocument9 pagesRecent Trend in Heat Exchangersai100% (1)
- How To Select Shell and Tube HEDocument10 pagesHow To Select Shell and Tube HEgigihpradana100% (1)
- Material Combinations For Various Garde MetalsDocument1 pageMaterial Combinations For Various Garde MetalslatshareNo ratings yet
- Vapoloc English BrochureDocument2 pagesVapoloc English BrochurelatshareNo ratings yet
- 7-75-0009 Rev 2Document1 page7-75-0009 Rev 2latshareNo ratings yet
- Ethanol Current Topics For API Tank Conf 8 Oct 2008 in FT WorthDocument51 pagesEthanol Current Topics For API Tank Conf 8 Oct 2008 in FT WorthlatshareNo ratings yet
- FE Tutorials and Introductory MaterialDocument1 pageFE Tutorials and Introductory MateriallatshareNo ratings yet
- 7-75-0011 Rev 2Document1 page7-75-0011 Rev 2latshareNo ratings yet
- ISA 84 For Cyber SecurityDocument2 pagesISA 84 For Cyber Securitylatshare100% (1)
- Steam Trap Selection GuideDocument1 pageSteam Trap Selection GuidelatshareNo ratings yet
- Effect of Ethanol On Engine PerformanceDocument17 pagesEffect of Ethanol On Engine PerformancelatshareNo ratings yet
- Making Carbon Black: Presented by Sid Richardson Carbon CoDocument37 pagesMaking Carbon Black: Presented by Sid Richardson Carbon ColatshareNo ratings yet
- Reboiler DiscussionDocument5 pagesReboiler DiscussionlatshareNo ratings yet
- Maratha Empire: Historyin 1674, Shivaji Carved Out An Independent Maratha Zone Around PuneDocument5 pagesMaratha Empire: Historyin 1674, Shivaji Carved Out An Independent Maratha Zone Around PunelatshareNo ratings yet
- Equipment Piping LayoutDocument39 pagesEquipment Piping Layoutlatshare100% (3)
- Disc Spring-Symbols & UnitsDocument1 pageDisc Spring-Symbols & UnitslatshareNo ratings yet