Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Continental-4rev 0302 PDFDocument24 pagesContinental-4rev 0302 PDFLuis Mejia AlbarracinNo ratings yet
- Internal Acquisition: R&D Management: Technology Management Activities and ToolsDocument40 pagesInternal Acquisition: R&D Management: Technology Management Activities and ToolsChris RessoNo ratings yet
- Components of A Strategy StatementDocument3 pagesComponents of A Strategy StatementChris RessoNo ratings yet
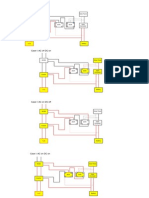
- Case I: AC Off DC Off: Acdb Solar PanelDocument1 pageCase I: AC Off DC Off: Acdb Solar PanelChris RessoNo ratings yet
- Data Communication and NetworkingDocument28 pagesData Communication and NetworkingRahul SharmaNo ratings yet
- Esc-36m-80 Esc-36m-85 Esc-36m-90Document2 pagesEsc-36m-80 Esc-36m-85 Esc-36m-90Chris RessoNo ratings yet
- Process Improvement Project GuideDocument19 pagesProcess Improvement Project GuideChris RessoNo ratings yet
- VISION, Mission, Objectives of BusinessDocument15 pagesVISION, Mission, Objectives of BusinesssjanseerNo ratings yet
- Project Phases and The Project Life CycleDocument4 pagesProject Phases and The Project Life CycleChris RessoNo ratings yet
- New Product DevelopmentDocument7 pagesNew Product DevelopmentChris RessoNo ratings yet
- Presentation 1Document1 pagePresentation 1Chris RessoNo ratings yet
- Data CommunicationDocument24 pagesData CommunicationChris RessoNo ratings yet
- MS10-OD, Dev and Change - Unit 5 - Book 3Document61 pagesMS10-OD, Dev and Change - Unit 5 - Book 3Chris Resso100% (1)
- Book 4 OD Unit 8Document56 pagesBook 4 OD Unit 8Chris RessoNo ratings yet
- MS 10 - OD, Dev, and Change - Book2 - Unit 4Document47 pagesMS 10 - OD, Dev, and Change - Book2 - Unit 4Chris RessoNo ratings yet
- Cash Flow Statements IIDocument7 pagesCash Flow Statements IIChris RessoNo ratings yet
- Cash Flow Statement PDFDocument30 pagesCash Flow Statement PDFDebashish GoraiNo ratings yet
- Corporate Profile: Safety - Effectiveness - Value - Quality Scientific LeadershipDocument2 pagesCorporate Profile: Safety - Effectiveness - Value - Quality Scientific LeadershipChris RessoNo ratings yet
- Unique Architecture Provides A Competitive Edge: The IPSX 9500™ Service Processing SwitchDocument4 pagesUnique Architecture Provides A Competitive Edge: The IPSX 9500™ Service Processing SwitchChris RessoNo ratings yet
- Huawei ME60 MSCG Series BrochureDocument8 pagesHuawei ME60 MSCG Series BrochureChris RessoNo ratings yet
- Firm-A Firm-B Industry Y Y YDocument1 pageFirm-A Firm-B Industry Y Y YChris RessoNo ratings yet
- Leadership StyleDocument5 pagesLeadership StyleChris RessoNo ratings yet
- Rules For Hybrid StringingDocument3 pagesRules For Hybrid Stringingrhaudiogeek100% (1)
- Development of A Sunlight LuminaireDocument191 pagesDevelopment of A Sunlight LuminaireFREE BUSINESS INTELLIGENCENo ratings yet
- Jivaka Sutta.Document2 pagesJivaka Sutta.AyurvashitaNo ratings yet
- Thesis 2Document15 pagesThesis 2El TabianNo ratings yet
- Class XII Chemistry Investigatory Project Analysis of HoneyDocument13 pagesClass XII Chemistry Investigatory Project Analysis of HoneyCherish Binny100% (1)
- Physical Education 8 ModulesDocument4 pagesPhysical Education 8 ModulesWizza Mae L. Coralat50% (2)
- AIA IHS GP ClinicListingDocument32 pagesAIA IHS GP ClinicListingkiyotakaayaNo ratings yet
- Synopsis On Study of Debit Card in INDIAN SCENERIODocument5 pagesSynopsis On Study of Debit Card in INDIAN SCENERIOHapi ERNo ratings yet
- A2 Paper 1 7357 MSDocument18 pagesA2 Paper 1 7357 MSOrion BlaqueNo ratings yet
- Pspice Tutorial AcDocument89 pagesPspice Tutorial AcZadziorNo ratings yet
- Project Essay FinalDocument5 pagesProject Essay Finalapi-534828614No ratings yet
- Relationship Between Market Orientation, Entrepreneurial Orientation, and Firm Performance in Thai Smes: The Mediating Role of Marketing CapabilitiesDocument25 pagesRelationship Between Market Orientation, Entrepreneurial Orientation, and Firm Performance in Thai Smes: The Mediating Role of Marketing CapabilitiesMahipal18No ratings yet
- Download: Suflete Tari Camil Petrescu PDFDocument3 pagesDownload: Suflete Tari Camil Petrescu PDFValentin MihaiNo ratings yet
- Trichomonas - WikipediaDocument9 pagesTrichomonas - WikipediaMuhammad AminNo ratings yet
- Autism & The Neurodiversity Paradigm 1Document13 pagesAutism & The Neurodiversity Paradigm 1RishavBanerjeeNo ratings yet
- Drug Cards EndoDocument12 pagesDrug Cards EndoChristine Schroeder100% (1)
- Qualitative ResearchDocument48 pagesQualitative ResearchJam BarredoNo ratings yet
- Copywriting ProposalDocument7 pagesCopywriting ProposalAli HassanNo ratings yet
- QUT Stage2 Document Avijit PaulDocument21 pagesQUT Stage2 Document Avijit PaulAvijit PaulNo ratings yet
- !!! Artigo. The Identity Theory of Truth - Semantic and Ontologic Aspects, Lorenz PuntelDocument8 pages!!! Artigo. The Identity Theory of Truth - Semantic and Ontologic Aspects, Lorenz PuntelEdnilson Gomes MatiasNo ratings yet
- Supportand Resistance Trading StrategyDocument10 pagesSupportand Resistance Trading StrategyEng Abdikariim AbdillahiNo ratings yet
- Bose The Untold Story of An Inconvenient NationalistDocument968 pagesBose The Untold Story of An Inconvenient NationalistSumit KhandaitNo ratings yet
- Module-2 Eco-598 ML & AiDocument12 pagesModule-2 Eco-598 ML & AiSoujanya NerlekarNo ratings yet
- Natural Law Ethics Di Pa FinalDocument2 pagesNatural Law Ethics Di Pa FinalMaita Jullane DaanNo ratings yet
- Introduction To AlgebraDocument477 pagesIntroduction To AlgebraFranknire IgNo ratings yet
- Impact of Culture On Tourist Decision-Making StylesDocument15 pagesImpact of Culture On Tourist Decision-Making Stylescon meoNo ratings yet
- Chapter18 Rizal's Disappointments in MadridDocument22 pagesChapter18 Rizal's Disappointments in MadridEdmund Earl Timothy Hular Burdeos III100% (1)
- Standards Based Curriculum Development 課程發展實務: Karen Moreau, Assistant Superintendent for LearningDocument43 pagesStandards Based Curriculum Development 課程發展實務: Karen Moreau, Assistant Superintendent for Learningtrúc thuyên nguyễnNo ratings yet
- Easy Laser E710 E720ShaftBrochureDocument8 pagesEasy Laser E710 E720ShaftBrochuretmmehtaNo ratings yet