Download as pdf or txt
You might also like
- 7) Talaşlı İmalat-TornalamaDocument6 pages7) Talaşlı İmalat-Tornalamaziya deniz kayaNo ratings yet
- SAC METAL ŞEKİLLENDİRME PROSESLERİ-KalpakjianDocument9 pagesSAC METAL ŞEKİLLENDİRME PROSESLERİ-KalpakjianCengiz Görkem Dengiz100% (1)
- Imal Butun PdflerDocument593 pagesImal Butun PdflerHilal FıratNo ratings yet
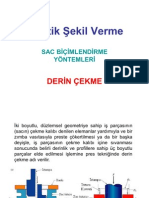
- 93 Deri̇n ÇekmeDocument31 pages93 Deri̇n ÇekmeMümin MutluNo ratings yet
- Toleranslar Atila CinarDocument23 pagesToleranslar Atila Cinarsiena sienadNo ratings yet
- Maki̇ne Elemanlari-I Ders NotlariDocument86 pagesMaki̇ne Elemanlari-I Ders NotlariBülent KabadayiNo ratings yet
- Sicak Dovme Prof YurdiciDocument69 pagesSicak Dovme Prof YurdicicztlakNo ratings yet
- Plastik Enjeksiyon Kalıp ProjesiDocument19 pagesPlastik Enjeksiyon Kalıp ProjesiKoray BAYAZITNo ratings yet
- Imalat Islemleri II PDFDocument82 pagesImalat Islemleri II PDFakingultekNo ratings yet
- CAM Konusunda Kullanılan İngilizce Terimler Ve Detaylı AçıklamalarıDocument5 pagesCAM Konusunda Kullanılan İngilizce Terimler Ve Detaylı Açıklamalarıasus creaNo ratings yet
- Talasli Imalat Ve MakinalariDocument28 pagesTalasli Imalat Ve MakinalariOnur KaplanNo ratings yet
- Metal Sac Şekillendirme EĞİTİM 2013Document19 pagesMetal Sac Şekillendirme EĞİTİM 2013Sinan Aslan100% (1)
- Solidwoks İle Düz Dişli Çark Tasarımı-Ufuk SARIALTIN PDFDocument49 pagesSolidwoks İle Düz Dişli Çark Tasarımı-Ufuk SARIALTIN PDFUfuk SarialtinNo ratings yet
- Sac Levhalarin Sekillendirilebilirligine Etki Eden Degiskenliklerin Incelenmesi An Analysis of Process and Modelling Parameters in Sheet Metal Form AbilityDocument123 pagesSac Levhalarin Sekillendirilebilirligine Etki Eden Degiskenliklerin Incelenmesi An Analysis of Process and Modelling Parameters in Sheet Metal Form Abilitymya_1No ratings yet
- CNC Dik Işlem Tezgahının Imalat SıralamasıDocument60 pagesCNC Dik Işlem Tezgahının Imalat SıralamasıOnur KaplanNo ratings yet
- Kalıp Tasarımı Solıdworks Model OrnekleriDocument54 pagesKalıp Tasarımı Solıdworks Model OrnekleriCaner AlphanNo ratings yet
- Teknik Resimde Yuzey Isaretleri 02Document33 pagesTeknik Resimde Yuzey Isaretleri 02enver328No ratings yet
- MONTAJ - DETAYd RESIM NOTLARI - pdf-14-05-2012 15-02-0410-63-2-134Document27 pagesMONTAJ - DETAYd RESIM NOTLARI - pdf-14-05-2012 15-02-0410-63-2-134TOLGANo ratings yet
- Kalip Tasarim PDFDocument32 pagesKalip Tasarim PDFhüseyin demirNo ratings yet
- Kesme KaliplariDocument30 pagesKesme KaliplariMaRCoS8666No ratings yet
- Teknik Resim UMKDocument39 pagesTeknik Resim UMKmaksutNo ratings yet
- 2.1. Plastik Enjeksiyon Kaliplarina GirisDocument40 pages2.1. Plastik Enjeksiyon Kaliplarina Girissusu222000No ratings yet
- Standart Makine ElemanlarıDocument107 pagesStandart Makine ElemanlarısercanaltinNo ratings yet
- 4 Civata Bağlantıları IDocument18 pages4 Civata Bağlantıları Ibrkyylmz96No ratings yet
- Sicak DövmeDocument10 pagesSicak Dövmemehmetozer1905100% (1)
- Otomotiv Malzemeleri-1Document209 pagesOtomotiv Malzemeleri-1erdems116733% (3)
- Bükme KaliplariDocument59 pagesBükme Kaliplaristrangerinthefog100% (3)
- Autodesk Inventor PDFDocument218 pagesAutodesk Inventor PDFAwdik PekceNo ratings yet
- Hacim Ve Plastik Şekillendirme Kalıp ResmiDocument85 pagesHacim Ve Plastik Şekillendirme Kalıp ResmiomerNo ratings yet
- Sac Metal Kalip Ve Mekanizmalarin ResmiDocument79 pagesSac Metal Kalip Ve Mekanizmalarin ResmiAlper TufanNo ratings yet
- Plastik Enjeksiyon Kalıpçılık KursuDocument1 pagePlastik Enjeksiyon Kalıpçılık KursuSayısal AnalizNo ratings yet
- Rulman Tekni̇k Bi̇lgi̇Document71 pagesRulman Tekni̇k Bi̇lgi̇Sinan Aslan92% (12)
- Sac Kalip Tasarimi Uzerine TezDocument121 pagesSac Kalip Tasarimi Uzerine TezBüşra GirişNo ratings yet
- Yusuf Mansuroglu Sac Levha Tasarim KriterleriDocument52 pagesYusuf Mansuroglu Sac Levha Tasarim KriterleriUfuk KıvançNo ratings yet
- Rulman SeçimiDocument14 pagesRulman Seçimiblgndll100% (1)
- Bukmevecapak Alma KaliplariDocument44 pagesBukmevecapak Alma Kaliplarimya_1No ratings yet
- Kaynaklı BirleştirmelerDocument21 pagesKaynaklı BirleştirmelerArif AkbasNo ratings yet
- Tekni̇k Resi̇m PDFDocument33 pagesTekni̇k Resi̇m PDFhurcanvyazgin6323No ratings yet
- Plasti̇k Enjeksi̇yon Maki̇nalarinin Çi̇zelgelenmesi̇Document13 pagesPlasti̇k Enjeksi̇yon Maki̇nalarinin Çi̇zelgelenmesi̇Mehmet Akif ErsoyNo ratings yet
- Derin ÇekmeDocument6 pagesDerin ÇekmeSelim KayaNo ratings yet
- Makine Elemanlari Ders Notlari-3.HaftaDocument13 pagesMakine Elemanlari Ders Notlari-3.Haftahasan arifNo ratings yet
- Bilesik Sac Metal Kaliplari1Document73 pagesBilesik Sac Metal Kaliplari1r4mms3sNo ratings yet
- Taguchi Deney Tasarimi Yontemi Ile Aluminyum Ekstruzyon Prose Sin in Iyilestirilmesi Improvement of Aluminum Extrusion Process by Using Taguchi Experimental Design MethodDocument78 pagesTaguchi Deney Tasarimi Yontemi Ile Aluminyum Ekstruzyon Prose Sin in Iyilestirilmesi Improvement of Aluminum Extrusion Process by Using Taguchi Experimental Design Methodpsychedelic_lullabyNo ratings yet
- TS 88 24 Iso 128 24Document20 pagesTS 88 24 Iso 128 24mehmet tekinNo ratings yet
- Katıların Montajı Ve Teknik ResmiDocument72 pagesKatıların Montajı Ve Teknik ResmiFatih ÇelikbaşNo ratings yet
- Çekme Kalıpları 1-MEGEPDocument100 pagesÇekme Kalıpları 1-MEGEPAtakan DurmazNo ratings yet
- U Bükme Ve U KalıplarDocument30 pagesU Bükme Ve U KalıplarSinan AslanNo ratings yet
- Makine Mühendisliği El Kitabı 3Document55 pagesMakine Mühendisliği El Kitabı 3cevherim0% (1)
- Konum Tolerans IşaretleriDocument51 pagesKonum Tolerans Işaretlerizekibalaban78% (9)
- TalaşlıDocument54 pagesTalaşlımuratti74No ratings yet
- 5-Maki̇na Ve Teçhi̇zatDocument7 pages5-Maki̇na Ve Teçhi̇zatsametNo ratings yet
- Talaş Oluşu, Çeşi̇tleri̇ Ve Ti̇pleri̇Document29 pagesTalaş Oluşu, Çeşi̇tleri̇ Ve Ti̇pleri̇Serkan Gürel0% (2)
- Chip Removal ProcessesDocument76 pagesChip Removal ProcessesFeridun EkmekciogluNo ratings yet
- Makine Muhendisligi El Kitabi Uretim Ve TasarimDocument151 pagesMakine Muhendisligi El Kitabi Uretim Ve TasarimErman GüngörNo ratings yet
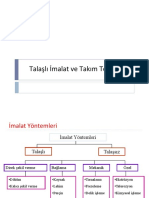
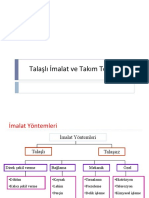
- Talaşlı İmalat Ve Takım TezgahlarıDocument20 pagesTalaşlı İmalat Ve Takım Tezgahlarıfurkan erkanNo ratings yet
- Talasli Imalat Ve Takim Tezgahlari2432 PDFDocument20 pagesTalasli Imalat Ve Takim Tezgahlari2432 PDFBatuhan ArslanNo ratings yet
- Talalimalat PDFDocument91 pagesTalalimalat PDFferroburakNo ratings yet
- Metalografik İnceleme (Prof - Dr. Sakin ZEYTİN)Document20 pagesMetalografik İnceleme (Prof - Dr. Sakin ZEYTİN)BülentAlkanNo ratings yet
- Eminerdin@hititedutr 110520185 B2 N4 W5 YDocument39 pagesEminerdin@hititedutr 110520185 B2 N4 W5 Yİbrahim AltanNo ratings yet