Download as pdf or txt
You might also like
- Ipc 7527Document3 pagesIpc 7527ram dhuke100% (1)
- IPC J-STD-004C en 2022 Requirements For Soldering FluxesDocument16 pagesIPC J-STD-004C en 2022 Requirements For Soldering Fluxescdming0% (2)
- BAHIR DAR UNIVERSITY - Design of Centrifugal Pump AbDocument30 pagesBAHIR DAR UNIVERSITY - Design of Centrifugal Pump AbADEFRIS BELACHEWNo ratings yet
- PDF IIHR402Document61 pagesPDF IIHR402Sanjib MazumderNo ratings yet
- Experiment 1 and 2Document6 pagesExperiment 1 and 2haudeitbaNo ratings yet
- Influence of Air Knife Wiping On Coating Thickness inDocument9 pagesInfluence of Air Knife Wiping On Coating Thickness inTrilok Chand GuptaNo ratings yet
- Surface Mount TechnologyDocument138 pagesSurface Mount Technologynksharma44100% (2)
- JEDEC Solderability 22B102EDocument26 pagesJEDEC Solderability 22B102EAlex Garcia100% (1)
- Screw PumpDocument12 pagesScrew Pumpemilliomud100% (1)
- Hydrodynamic ScrewsDocument8 pagesHydrodynamic Screwsarrester97No ratings yet
- Pressure Surge Damage in PipelineDocument16 pagesPressure Surge Damage in PipelinebbmokshNo ratings yet
- Impeller Materials FlygtDocument4 pagesImpeller Materials FlygtrenatocamaramNo ratings yet
- Bell and Gossett Sump DesignDocument8 pagesBell and Gossett Sump DesignVelpandian ManiNo ratings yet
- Water Hammer Sound Celerity Equation Surge in Pipe Water Hammer Variable-Waves SpeedDocument8 pagesWater Hammer Sound Celerity Equation Surge in Pipe Water Hammer Variable-Waves SpeedmanojmoryeNo ratings yet
- Flygt PDFDocument40 pagesFlygt PDFjesusNo ratings yet
- IIT-Intake and Exhaust Manifold DesignDocument28 pagesIIT-Intake and Exhaust Manifold DesignVasudev GuptaNo ratings yet
- Francis ReportDocument24 pagesFrancis Reportantukara100% (3)
- Flow Measurement ManualDocument10 pagesFlow Measurement ManualSHANKARNo ratings yet
- Characteristic Curves of Pumps and TurbinesDocument7 pagesCharacteristic Curves of Pumps and Turbinessonabrar10No ratings yet
- Pump Selection A Real ExampleDocument6 pagesPump Selection A Real ExampleBassam AmirNo ratings yet
- Lecture 2. Types of Machine DrawingDocument19 pagesLecture 2. Types of Machine DrawingaddisudagneNo ratings yet
- The Power of Wear RingsDocument18 pagesThe Power of Wear RingsVinh Do ThanhNo ratings yet
- (Carl Schaschke) Fluid Mechanics Worked ExamplesDocument164 pages(Carl Schaschke) Fluid Mechanics Worked Examplesrok100% (1)
- Lift CalculationDocument3 pagesLift CalculationHussain JiffryNo ratings yet
- Flygt Vertical Column FAS VersionDocument8 pagesFlygt Vertical Column FAS VersioncomedyboNo ratings yet
- Water Hammer: KSB Know-How, Volume 1Document34 pagesWater Hammer: KSB Know-How, Volume 1ashumishra007No ratings yet
- Closed Conduit Flow ExptDocument99 pagesClosed Conduit Flow ExptStephanie Anne FortinNo ratings yet
- Free VortexDocument3 pagesFree VortexVrushiket Patil67% (3)
- Orifice & free jet flow: Z P ρg V Z P ρg VDocument4 pagesOrifice & free jet flow: Z P ρg V Z P ρg VEsra BelhajNo ratings yet
- Penstocks Catalogue PDFDocument19 pagesPenstocks Catalogue PDFAhmed AbuoelnagaNo ratings yet
- Trashrack 2021 ManualDocument10 pagesTrashrack 2021 ManualomerscheenNo ratings yet
- Hydraulics Lab ManualDocument12 pagesHydraulics Lab ManualArman OlaNo ratings yet
- Waterman Tilting Weir GatesDocument3 pagesWaterman Tilting Weir Gatessandaldm100% (1)
- Manning's Roughness Coefficient (N)Document11 pagesManning's Roughness Coefficient (N)Khurram MumtazNo ratings yet
- KT Penstock PDFDocument24 pagesKT Penstock PDFKmi GutierrezNo ratings yet
- Notch and WeirsDocument33 pagesNotch and WeirsAbdur RashidNo ratings yet
- Factory Performance Testing of Vertical Turbine PumpsDocument3 pagesFactory Performance Testing of Vertical Turbine PumpsSrećko BlaževićNo ratings yet
- Is 4622 2003Document27 pagesIs 4622 2003Apurba Haldar100% (1)
- Guidelines For Selection of Turbines, Preliminary Dimensioning and Layout of Surface Hydroelectric Power HousesDocument17 pagesGuidelines For Selection of Turbines, Preliminary Dimensioning and Layout of Surface Hydroelectric Power HousessubasratnaNo ratings yet
- Bombas Sumergibles KSBDocument92 pagesBombas Sumergibles KSBArturPNo ratings yet
- HTTP WWW Mathalino Com Reviewer Fluid Mechanics and Hydraulics Energy and HeadDocument13 pagesHTTP WWW Mathalino Com Reviewer Fluid Mechanics and Hydraulics Energy and HeadYel Carla Sovill100% (3)
- Unit V: - TurbinesDocument56 pagesUnit V: - TurbinesparthibankNo ratings yet
- L .2 Hydraulic PumpDocument45 pagesL .2 Hydraulic PumpMentsnot GetuNo ratings yet
- (726847550) Exp 6 Head Loss Due To Pipe Fitting 2012Document6 pages(726847550) Exp 6 Head Loss Due To Pipe Fitting 2012Nirvenesh CaspianNo ratings yet
- Pipe FrictionDocument4 pagesPipe FrictionShubham ChauhanNo ratings yet
- Hydro-Mechanical EquipmentDocument160 pagesHydro-Mechanical EquipmentSteve MadrigalNo ratings yet
- PumpDocument33 pagesPumppramodtryNo ratings yet
- 1 - Hydro Power PlantsDocument54 pages1 - Hydro Power Plantsraghurmi100% (1)
- Pump Sump-Design General PrinciplesDocument14 pagesPump Sump-Design General Principlesspnatu0% (1)
- Centifugal PumpDocument8 pagesCentifugal PumpTinaaTinyNo ratings yet
- Water Hammer ArticleDocument14 pagesWater Hammer ArticleayoungaNo ratings yet
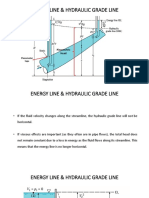
- Energy Line & Hydraulic Grade Line: Piezometric HeadDocument19 pagesEnergy Line & Hydraulic Grade Line: Piezometric HeadMaryam Arif100% (1)
- Pump LectureDocument22 pagesPump LectureRafie MohammedNo ratings yet
- Centrifugal PumpDocument11 pagesCentrifugal PumpJamie Shane DemosthenousNo ratings yet
- Well Design PDFDocument29 pagesWell Design PDFPratul ChoudhuryNo ratings yet
- Pump Intake DesignDocument52 pagesPump Intake DesignAnonymous CMS3dL1T75% (4)
- Lift TrafficDocument32 pagesLift TrafficMatthew WongNo ratings yet
- Permeability TestDocument10 pagesPermeability TestIsa MuellerNo ratings yet
- Pumps Training Very BasicDocument38 pagesPumps Training Very Basicprashant mishraNo ratings yet
- Net Positive Suction Head for Rotodynamic Pumps: A Reference GuideFrom EverandNet Positive Suction Head for Rotodynamic Pumps: A Reference GuideRating: 5 out of 5 stars5/5 (1)
- Wire Surface Roughness As Possible Criteria For Evaluation of Dies WearDocument6 pagesWire Surface Roughness As Possible Criteria For Evaluation of Dies WearNguyen Thanh TrungNo ratings yet
- Solder Paste LiteratureDocument1 pageSolder Paste LiteraturescmeswarNo ratings yet
- Downloaded From Manuals Search EngineDocument44 pagesDownloaded From Manuals Search Enginemilton arenaNo ratings yet
- Infineon An 1035 ApplicationNotes v29 01 enDocument44 pagesInfineon An 1035 ApplicationNotes v29 01 enLeonard GržetićNo ratings yet
- RMA-223 User GuideDocument2 pagesRMA-223 User Guidemarc_2ice@yahoo.comNo ratings yet
- ICS R490说明书(ENGLISH) PDFDocument14 pagesICS R490说明书(ENGLISH) PDFFurqonudin SejahteraNo ratings yet
- PIHR Book PDFDocument163 pagesPIHR Book PDFRanjitha BNo ratings yet
- IPC HDBK 001SDocument7 pagesIPC HDBK 001SKauã MartinsNo ratings yet
- A DMAIC Approach To Printed Circuit Board Quality Improvement-1Document9 pagesA DMAIC Approach To Printed Circuit Board Quality Improvement-1rogers4759No ratings yet
- TN0018 Technical Note: Linear Accelerometers in LGA Package Surface Mounting GuidelinesDocument15 pagesTN0018 Technical Note: Linear Accelerometers in LGA Package Surface Mounting Guidelinesthanggimme.phanNo ratings yet
- IPC-TM-650: IPC Test Method ManualDocument30 pagesIPC-TM-650: IPC Test Method ManualQUALITY LABORATORYNo ratings yet
- Material Data Sheet NC 259 Sn100c Solder Paste Rev 1Document3 pagesMaterial Data Sheet NC 259 Sn100c Solder Paste Rev 1vkmsNo ratings yet
- Pf-Emco#218-63p Rev.bDocument6 pagesPf-Emco#218-63p Rev.bPhung Cam VanNo ratings yet
- R276 Solder Paste: Dispensable No-Clean Solder Paste For Leaded and Lead-Free AlloysDocument2 pagesR276 Solder Paste: Dispensable No-Clean Solder Paste For Leaded and Lead-Free AlloysChoice OrganoNo ratings yet
- M705-GRN360-MZ: High-Reliability, High-Preheat Resistance Lead-Free Solder PasteDocument12 pagesM705-GRN360-MZ: High-Reliability, High-Preheat Resistance Lead-Free Solder PasteAlejandro Hernandez de DiosNo ratings yet
- CDS-Solder PasteDocument2 pagesCDS-Solder PasteSaul SolisNo ratings yet
- Surface Mounting TechnlogyDocument161 pagesSurface Mounting Technlogyhariharasankar100% (2)
- Solder Paste Printing ProcessDocument8 pagesSolder Paste Printing ProcessShooting StarNo ratings yet
- The Effect of Rotating Atomizer Geometry On The SaDocument7 pagesThe Effect of Rotating Atomizer Geometry On The SamazaherramazaniNo ratings yet
- Three-Dimensional CFD Simulation of The Stencil Printingperformance of Solder PasteDocument9 pagesThree-Dimensional CFD Simulation of The Stencil Printingperformance of Solder PastecocozhouNo ratings yet
- Pin-in-Paste Stencil Design SpreadsheetDocument4 pagesPin-in-Paste Stencil Design Spreadsheetsmtdrkd100% (1)
- Can Nano Coatings Really Improve Stencil PerformanceDocument56 pagesCan Nano Coatings Really Improve Stencil Performanceachref jebaliNo ratings yet
- LY201503-2 BGA Accessories PricelistDocument5 pagesLY201503-2 BGA Accessories PricelistNebojsaKocicNo ratings yet
- Indium10.8hf Pbfree Solder Paste 99040 A4 r9Document2 pagesIndium10.8hf Pbfree Solder Paste 99040 A4 r9rigoberto solNo ratings yet
- FmeaDocument5 pagesFmeaBuiTrungNo ratings yet
- Philips hts3520Document64 pagesPhilips hts3520gabriel6276No ratings yet