Download as docx, pdf, or txt
You might also like
- Dno 6282 OpgwDocument2 pagesDno 6282 OpgwJuanNo ratings yet
- Miniature InductiveDocument5 pagesMiniature InductivePrasetyo AdiNo ratings yet
- Increased Safety Stator Winding Temperature Sensors: Specification and Order OptionsDocument2 pagesIncreased Safety Stator Winding Temperature Sensors: Specification and Order Optionsswapneel_kulkarniNo ratings yet
- AB Inductive SensorDocument18 pagesAB Inductive Sensorjatg813747No ratings yet
- Datasheet - BTL156W - 254084 - Item 10Document2 pagesDatasheet - BTL156W - 254084 - Item 10Nahid RahmaniNo ratings yet
- Data SheetDocument3 pagesData SheetDavid Salgado SalgadoNo ratings yet
- Datasheet - NZMN3-AE630: Part No. Article No. Catalog NoDocument12 pagesDatasheet - NZMN3-AE630: Part No. Article No. Catalog Nosampath sarangaNo ratings yet
- BTL5-A11-M0650-B-S32 Ordering Code: BTL0174: Output Signal 0 10 V and 10 0 V Nominal Stroke 650 MMDocument2 pagesBTL5-A11-M0650-B-S32 Ordering Code: BTL0174: Output Signal 0 10 V and 10 0 V Nominal Stroke 650 MMWesame ShnodaNo ratings yet
- Semikonduktor 3Document22 pagesSemikonduktor 3Muhamad SalimNo ratings yet
- CONTRINEX Series 600 Proximity Sensors PDFDocument38 pagesCONTRINEX Series 600 Proximity Sensors PDFMemik TylnNo ratings yet
- Tech Spec Spiral Pipe For Faide Project.r1Document5 pagesTech Spec Spiral Pipe For Faide Project.r1Delshad DuhokiNo ratings yet
- Dimensions: NJ10-30GM-DW2-2,5Document1 pageDimensions: NJ10-30GM-DW2-2,5InterTejasNo ratings yet
- Relay 5 Volts PDFDocument3 pagesRelay 5 Volts PDFesmerilnr12No ratings yet
- Datasheet - NZMN3-AE630: Part No. Article No. Catalog NoDocument12 pagesDatasheet - NZMN3-AE630: Part No. Article No. Catalog NoConstantin UdreaNo ratings yet
- Sensor LinkDocument2 pagesSensor LinkBiasotto2No ratings yet
- SI5000 Thermal Flow SwitchDocument3 pagesSI5000 Thermal Flow Switchehab8320014413No ratings yet
- Micro-Hole Drilling On Thin Sheet Metals by Micro-EdmDocument11 pagesMicro-Hole Drilling On Thin Sheet Metals by Micro-EdmAmit Kumar SinghNo ratings yet
- BTL5-E10-M0150-K-SR32 Order Code: BTL014Y: Magnetostrictive SensorsDocument2 pagesBTL5-E10-M0150-K-SR32 Order Code: BTL014Y: Magnetostrictive Sensorsguiancarlos ochoa ramosNo ratings yet
- Specs of The Tehsino Opgw Fiber CableDocument12 pagesSpecs of The Tehsino Opgw Fiber CableCarlos Aviles CutiñoNo ratings yet
- Kamla Karr A Jurk ArDocument56 pagesKamla Karr A Jurk ArdhariyapankajNo ratings yet
- Welding EstimationDocument2 pagesWelding Estimationalok987No ratings yet
- Finder 62 SeriesDocument12 pagesFinder 62 SerieskazishahNo ratings yet
- 061 Lagerliste RSH Stabstahl GBDocument28 pages061 Lagerliste RSH Stabstahl GBwilian_coelho3309No ratings yet
- Permanent Magnet High-Speed Generator For FTT Micro Turbine: Jinho Kim, Daniel Kirk and Hector GutierrezDocument15 pagesPermanent Magnet High-Speed Generator For FTT Micro Turbine: Jinho Kim, Daniel Kirk and Hector Gutierrezj.c.castellano6625No ratings yet
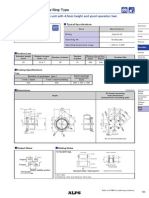
- 28mm Size Ring Type: A Low-Profile Unit With 4mm Height and Good Operation FeelDocument3 pages28mm Size Ring Type: A Low-Profile Unit With 4mm Height and Good Operation FeelshyhuNo ratings yet
- GBDocument2 pagesGBRolando SoledadNo ratings yet
- 3-Low Voltage Aerial Bundle Cables (6001000V)Document11 pages3-Low Voltage Aerial Bundle Cables (6001000V)apranaguptaNo ratings yet
- 1-Pwq Iso Grup 1 Wi'89Document25 pages1-Pwq Iso Grup 1 Wi'89Ir FankovicNo ratings yet
- Brosur EuromagDocument4 pagesBrosur EuromagAnnisa Dipva MaryamNo ratings yet
- Catalogo SensoresDocument5 pagesCatalogo SensoresPablo AllosiaNo ratings yet
- 8 MM Series, Illuminated Pushbutton, 42 V/250 MaDocument1 page8 MM Series, Illuminated Pushbutton, 42 V/250 MaKatelynn SmithNo ratings yet
- Pressure Transmitter 8314Document2 pagesPressure Transmitter 8314ANGELNo ratings yet
- WELDING ESAB Welding Handbook XA00106720 - Pipeline Catalogue (Ebook, 66 Pages)Document66 pagesWELDING ESAB Welding Handbook XA00106720 - Pipeline Catalogue (Ebook, 66 Pages)Denny SyamsuddinNo ratings yet
- MS116-32 Manual Motor Starter: General InformationDocument6 pagesMS116-32 Manual Motor Starter: General InformationCesar PerrusquiaNo ratings yet
- Eaton 290376 NZMH4 VE800 S1 en - GBDocument10 pagesEaton 290376 NZMH4 VE800 S1 en - GBkarthik01heroNo ratings yet
- Eaton 290376 NZMH4 VE800 S1 en - GBDocument10 pagesEaton 290376 NZMH4 VE800 S1 en - GBkarthik01heroNo ratings yet
- 60mm Size Ring Type: Large Ring Structure Contributes To MultifunctioningDocument3 pages60mm Size Ring Type: Large Ring Structure Contributes To MultifunctioningshyhuNo ratings yet
- XSAV12801: Product DatasheetDocument2 pagesXSAV12801: Product DatasheetClaudio Joaquin PérezNo ratings yet
- Datasheet - NZMH4-VE800-S1: Part No. Article No. Catalog NoDocument10 pagesDatasheet - NZMH4-VE800-S1: Part No. Article No. Catalog Nogogo2021No ratings yet
- Hand Pieces Technical ManualDocument11 pagesHand Pieces Technical Manualmaxtor_No ratings yet
- Development of Multi Objective Optimization Model For Electrical Discharge Machining (EDM)Document9 pagesDevelopment of Multi Objective Optimization Model For Electrical Discharge Machining (EDM)Vicky VigneshNo ratings yet
- S4 5Document12 pagesS4 5Fabian CaizaNo ratings yet
- Gyta53 PDFDocument5 pagesGyta53 PDFcarlosvicunavNo ratings yet
- E2a M12-KS04Document18 pagesE2a M12-KS04vuong49vtuNo ratings yet
- 1SAM150000R1009 ms325 6 3 Manual Motor StarterDocument5 pages1SAM150000R1009 ms325 6 3 Manual Motor Starterasca barbesNo ratings yet
- CA2KN22P7 DocumentDocument2 pagesCA2KN22P7 DocumentRavi SankarNo ratings yet
- Ijmet: ©iaemeDocument9 pagesIjmet: ©iaemeIAEME PublicationNo ratings yet
- 20mm Size Metal Shaft Magnetic TypeDocument4 pages20mm Size Metal Shaft Magnetic TypeshyhuNo ratings yet
- SK22 - SK2B: Schottky Barrier Rectifiers PRV: 20 - 100 Volts I: 2.0 AmperesDocument2 pagesSK22 - SK2B: Schottky Barrier Rectifiers PRV: 20 - 100 Volts I: 2.0 AmperesRandall ChinchillaNo ratings yet
- Slimline Stepper Motors: Technical DataDocument3 pagesSlimline Stepper Motors: Technical DataTeoh Pei ZhiNo ratings yet
- Pressure Transmitter With Thin Film Technology For Mobile Hydraulic Applications Model MH-1Document7 pagesPressure Transmitter With Thin Film Technology For Mobile Hydraulic Applications Model MH-1Larbi BelazizNo ratings yet
- BTL5-E10-M0150-K-SR32 Ordering Code: BTL014Y: 4 20 Ma 150 MMDocument2 pagesBTL5-E10-M0150-K-SR32 Ordering Code: BTL014Y: 4 20 Ma 150 MMSrinivasa RaoNo ratings yet
- Ug7Ocr Rg7Ocr: - 0,6/1 KV - 0,6/1 KV (Wire Fraud)Document2 pagesUg7Ocr Rg7Ocr: - 0,6/1 KV - 0,6/1 KV (Wire Fraud)MihaelaNo ratings yet
- Data Sheet: Proximity Sensor SME-8-S-LED-24 - #150857: 1 / 1 29.11.2011 - Subject To Change - Festo AG & Co. KGDocument1 pageData Sheet: Proximity Sensor SME-8-S-LED-24 - #150857: 1 / 1 29.11.2011 - Subject To Change - Festo AG & Co. KGYacoletoNo ratings yet
- Siemon Tera E6 Cable Spec SheetDocument2 pagesSiemon Tera E6 Cable Spec SheetAdrian Gamboa MarcellanaNo ratings yet
- 17201-Article Text-86569-1-10-20220406Document15 pages17201-Article Text-86569-1-10-20220406Abraham GutierrezNo ratings yet
- Datasheet BTL1E22 284293 enDocument2 pagesDatasheet BTL1E22 284293 enajahiseng58No ratings yet
- 35mm Size Ring Type: A Low-Profile Unit With 4.5mm Height and Good Operation FeelDocument3 pages35mm Size Ring Type: A Low-Profile Unit With 4.5mm Height and Good Operation FeelshyhuNo ratings yet
- Wps For Ss Welding in Pump Room: Phase-3A Development at Indira Gandhi International AirportDocument5 pagesWps For Ss Welding in Pump Room: Phase-3A Development at Indira Gandhi International Airportamit rajputNo ratings yet