
Injection Molding: Part Cost Estimator
Injection Molding: Part Cost Estimator
You might also like
- MMR - Weekly 29 Jan 2024Document20 pagesMMR - Weekly 29 Jan 2024dishukadam06100% (1)
- Blow Mould Component Cost EstimationDocument6 pagesBlow Mould Component Cost EstimationVenkateswaran venkateswaran50% (2)
- Lathe and VMC Cycle Time CalculatorDocument5 pagesLathe and VMC Cycle Time CalculatorDhanus KodiNo ratings yet
- Cost BreakupDocument6 pagesCost Breakuppiyush sharma100% (1)
- Die Design ChecklistDocument3 pagesDie Design ChecklistLương TuấnNo ratings yet
- SHT Metal EstimatorDocument7 pagesSHT Metal Estimatorkarthikkumarfeb6No ratings yet
- Tool Design Calculation: Cutting ForceDocument4 pagesTool Design Calculation: Cutting ForceRaja SathishNo ratings yet
- Tonnage CalculationDocument3 pagesTonnage CalculationEmba MadrasNo ratings yet
- Compression Molding Machine PriceDocument13 pagesCompression Molding Machine PriceSalma FarooqNo ratings yet
- Instructions For Completion of Piece Cost Breakdown WorksheetDocument9 pagesInstructions For Completion of Piece Cost Breakdown WorksheetfranciscoNo ratings yet
- Injctmld F03Document2 pagesInjctmld F03prasad_kcpNo ratings yet
- Injection Molded Plastic Part Cost Estimator: Design Organizatio Date Part EvaluatedDocument4 pagesInjection Molded Plastic Part Cost Estimator: Design Organizatio Date Part EvaluatedTiago CerqueiraNo ratings yet
- Form Tooling List Approval Tooling (002) Rev 4Document3 pagesForm Tooling List Approval Tooling (002) Rev 4Kalista BettiNo ratings yet
- The Process of Injection Mold Price Estimation:: The Tool Is Using This Formula: Weight L/1000 W/1000 T SDocument6 pagesThe Process of Injection Mold Price Estimation:: The Tool Is Using This Formula: Weight L/1000 W/1000 T SSanjay KumarNo ratings yet
- Inj Mold CalculateDocument9 pagesInj Mold CalculateGiap NguyenNo ratings yet
- CTM Mold Design Standards PDFDocument43 pagesCTM Mold Design Standards PDFDini ViruNo ratings yet
- Costing Format - Press ToolDocument6 pagesCosting Format - Press ToolVineet Pandey Vlogs67% (3)
- Injection Molding Part CostingDocument4 pagesInjection Molding Part Costingfantinno100% (1)
- 02injection Moulding MachineDocument31 pages02injection Moulding MachineS Karthick KeyanNo ratings yet
- Shot Area: Must Be 50% From Injection PressureDocument7 pagesShot Area: Must Be 50% From Injection PressureAri Wibowo NugrohoNo ratings yet
- Blanking Process Cost CalculationDocument3 pagesBlanking Process Cost CalculationVenkateswaran venkateswaran100% (1)
- Minsa Trial Report Molde SC194Document2 pagesMinsa Trial Report Molde SC194daniel ortiz fuentesNo ratings yet
- Stamping Blank and Tonnage CalculatorDocument10 pagesStamping Blank and Tonnage CalculatorDhanus KodiNo ratings yet
- PP - Injection Mould Component Cost EstimationDocument7 pagesPP - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Partcost With Freight Table Rev. 7Document3 pagesPartcost With Freight Table Rev. 7RJLockNo ratings yet
- D10369520ADocument4 pagesD10369520AQUALITY ControlNo ratings yet
- Mold Cost EstimationDocument5 pagesMold Cost EstimationPenjahit TedyNo ratings yet
- Tool Design - Chapter 3 (Part 3)Document48 pagesTool Design - Chapter 3 (Part 3)Fiq IFTNo ratings yet
- FES MTG Welding Fixture F7222910Document11 pagesFES MTG Welding Fixture F7222910Sekar NaikNo ratings yet
- Die CalculationsDocument13 pagesDie CalculationsDhinakaran R100% (1)
- Abs - Injection Mould Component Cost EstimationDocument7 pagesAbs - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Injection Molding Condition Sheet For Sumitomo Duz (For Mass Production)Document1 pageInjection Molding Condition Sheet For Sumitomo Duz (For Mass Production)Jake Floyd G. FabianNo ratings yet
- 20me702 - Process Planning and Cost Estimation Unit 5 2023-24Document65 pages20me702 - Process Planning and Cost Estimation Unit 5 2023-24CAD With RaoNo ratings yet
- How To Compute Tonnage RequirementsDocument5 pagesHow To Compute Tonnage RequirementsPrabhat SharmaNo ratings yet
- Cupola Melting CostDocument3 pagesCupola Melting CostnirevievNo ratings yet
- Mould Starndard Parts PDFDocument13 pagesMould Starndard Parts PDFMohd Nazri SalimNo ratings yet
- MHR Calculation 1Document13 pagesMHR Calculation 1RamNo ratings yet
- Investment Casting Cycle TimeDocument12 pagesInvestment Casting Cycle TimemaheshNo ratings yet
- Injection Molding Cost CalculatorDocument111 pagesInjection Molding Cost CalculatorvenkithankamNo ratings yet
- Rubber Component Cost Estimation SheetDocument1 pageRubber Component Cost Estimation SheetVenkateswaran venkateswaran100% (2)
- Mould Check List / Trial Record: FG Control Tube FG H-TopDocument8 pagesMould Check List / Trial Record: FG Control Tube FG H-ToprajeshNo ratings yet
- Poly Carbonate - Injection Mould Component Cost EstimationDocument7 pagesPoly Carbonate - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Tool Life SheetDocument4 pagesTool Life SheetYam Udhai100% (1)
- Asa - Injection Mould Component Cost EstimationDocument7 pagesAsa - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Seminar On Split Cavity MouldDocument43 pagesSeminar On Split Cavity MouldasgrutuNo ratings yet
- Mold ChecklistDocument5 pagesMold ChecklistSelvaraj BalasundramNo ratings yet
- Body ModelDocument145 pagesBody ModelDipika PandaNo ratings yet
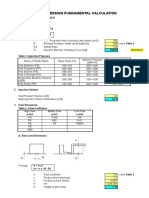
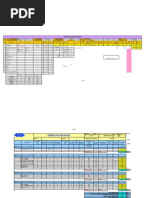
- Mold Design Fundamental Calculation BATTERY COVERDocument7 pagesMold Design Fundamental Calculation BATTERY COVERrgrao85No ratings yet
- Part/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryDocument13 pagesPart/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryEmba MadrasNo ratings yet
- Product or Service Technical Design Specifications, Including Unit of Measure (UOM)Document1 pageProduct or Service Technical Design Specifications, Including Unit of Measure (UOM)Priyaprasad PandaNo ratings yet
- Costing Sheet 500632403736Document6 pagesCosting Sheet 500632403736Sourabh PradhanNo ratings yet
- Methodology of Die Design For HPDCDocument8 pagesMethodology of Die Design For HPDCruben6286No ratings yet
- Fixtures Cost Break UpDocument23 pagesFixtures Cost Break UpAshok AroraNo ratings yet
- Internal Costing Sheet: C45 - 36 Dia QT+ IH 1,400.00 400.00Document2 pagesInternal Costing Sheet: C45 - 36 Dia QT+ IH 1,400.00 400.00ramabhplNo ratings yet
- Clutch HSG Casting CostingDocument18 pagesClutch HSG Casting CostingAjay DeshpandeNo ratings yet
- Lab10 Final Progressive Die PDFDocument7 pagesLab10 Final Progressive Die PDFSyed Asif Bukhari100% (1)
- Part Cost Analysis Report: A. Raw Material Detail B. Purchased Part DetailDocument2 pagesPart Cost Analysis Report: A. Raw Material Detail B. Purchased Part DetailramabhplNo ratings yet
- Injctmld F03Document3 pagesInjctmld F03Šetkić SemirNo ratings yet
- Answers MechanicalDocument3 pagesAnswers MechanicalLê Nguyễn Hoàng ThăngNo ratings yet
- File 10 Bab ViDocument20 pagesFile 10 Bab ViJoko TeloNo ratings yet
- Jumping Math!: Grade 1Document1 pageJumping Math!: Grade 1pchakkrapaniNo ratings yet
- Printer Compatibility List: Print Server Model Printer Manufacture Printer ModelDocument20 pagesPrinter Compatibility List: Print Server Model Printer Manufacture Printer ModelpchakkrapaniNo ratings yet
- Piping Material Selection TableDocument1 pagePiping Material Selection TablepchakkrapaniNo ratings yet
- Ash Land DetailsDocument1 pageAsh Land DetailspchakkrapaniNo ratings yet
- Obtaining Contents in DVDDocument1 pageObtaining Contents in DVDpchakkrapaniNo ratings yet
- Welding Terms & DefinitionsDocument42 pagesWelding Terms & DefinitionspchakkrapaniNo ratings yet
- Manuals Type3Document365 pagesManuals Type3pchakkrapani100% (1)
- Calibre User Manual, The - Kovid GoyalDocument2 pagesCalibre User Manual, The - Kovid GoyalpchakkrapaniNo ratings yet
- Design For Assembly WorksheetDocument1 pageDesign For Assembly WorksheetpchakkrapaniNo ratings yet
- Instrument Calibration ProcedureDocument7 pagesInstrument Calibration ProceduremullanjiNo ratings yet
- Hitachi CalibrationDocument3 pagesHitachi CalibrationpchakkrapaniNo ratings yet
- Calculating Electrical CostsDocument1 pageCalculating Electrical CostspchakkrapaniNo ratings yet
- Vendors 820Document28 pagesVendors 820pchakkrapaniNo ratings yet
- c006b QDocument54 pagesc006b QpchakkrapaniNo ratings yet
- Setting Rings: Total Solution For Thread GaugingDocument1 pageSetting Rings: Total Solution For Thread GaugingpchakkrapaniNo ratings yet









































































Download as xls, pdf, or txt
You might also like
- MMR - Weekly 29 Jan 2024Document20 pagesMMR - Weekly 29 Jan 2024dishukadam06100% (1)
- Blow Mould Component Cost EstimationDocument6 pagesBlow Mould Component Cost EstimationVenkateswaran venkateswaran50% (2)
- Lathe and VMC Cycle Time CalculatorDocument5 pagesLathe and VMC Cycle Time CalculatorDhanus KodiNo ratings yet
- Cost BreakupDocument6 pagesCost Breakuppiyush sharma100% (1)
- Die Design ChecklistDocument3 pagesDie Design ChecklistLương TuấnNo ratings yet
- SHT Metal EstimatorDocument7 pagesSHT Metal Estimatorkarthikkumarfeb6No ratings yet
- Tool Design Calculation: Cutting ForceDocument4 pagesTool Design Calculation: Cutting ForceRaja SathishNo ratings yet
- Tonnage CalculationDocument3 pagesTonnage CalculationEmba MadrasNo ratings yet
- Compression Molding Machine PriceDocument13 pagesCompression Molding Machine PriceSalma FarooqNo ratings yet
- Instructions For Completion of Piece Cost Breakdown WorksheetDocument9 pagesInstructions For Completion of Piece Cost Breakdown WorksheetfranciscoNo ratings yet
- Injctmld F03Document2 pagesInjctmld F03prasad_kcpNo ratings yet
- Injection Molded Plastic Part Cost Estimator: Design Organizatio Date Part EvaluatedDocument4 pagesInjection Molded Plastic Part Cost Estimator: Design Organizatio Date Part EvaluatedTiago CerqueiraNo ratings yet
- Form Tooling List Approval Tooling (002) Rev 4Document3 pagesForm Tooling List Approval Tooling (002) Rev 4Kalista BettiNo ratings yet
- The Process of Injection Mold Price Estimation:: The Tool Is Using This Formula: Weight L/1000 W/1000 T SDocument6 pagesThe Process of Injection Mold Price Estimation:: The Tool Is Using This Formula: Weight L/1000 W/1000 T SSanjay KumarNo ratings yet
- Inj Mold CalculateDocument9 pagesInj Mold CalculateGiap NguyenNo ratings yet
- CTM Mold Design Standards PDFDocument43 pagesCTM Mold Design Standards PDFDini ViruNo ratings yet
- Costing Format - Press ToolDocument6 pagesCosting Format - Press ToolVineet Pandey Vlogs67% (3)
- Injection Molding Part CostingDocument4 pagesInjection Molding Part Costingfantinno100% (1)
- 02injection Moulding MachineDocument31 pages02injection Moulding MachineS Karthick KeyanNo ratings yet
- Shot Area: Must Be 50% From Injection PressureDocument7 pagesShot Area: Must Be 50% From Injection PressureAri Wibowo NugrohoNo ratings yet
- Blanking Process Cost CalculationDocument3 pagesBlanking Process Cost CalculationVenkateswaran venkateswaran100% (1)
- Minsa Trial Report Molde SC194Document2 pagesMinsa Trial Report Molde SC194daniel ortiz fuentesNo ratings yet
- Stamping Blank and Tonnage CalculatorDocument10 pagesStamping Blank and Tonnage CalculatorDhanus KodiNo ratings yet
- PP - Injection Mould Component Cost EstimationDocument7 pagesPP - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Partcost With Freight Table Rev. 7Document3 pagesPartcost With Freight Table Rev. 7RJLockNo ratings yet
- D10369520ADocument4 pagesD10369520AQUALITY ControlNo ratings yet
- Mold Cost EstimationDocument5 pagesMold Cost EstimationPenjahit TedyNo ratings yet
- Tool Design - Chapter 3 (Part 3)Document48 pagesTool Design - Chapter 3 (Part 3)Fiq IFTNo ratings yet
- FES MTG Welding Fixture F7222910Document11 pagesFES MTG Welding Fixture F7222910Sekar NaikNo ratings yet
- Die CalculationsDocument13 pagesDie CalculationsDhinakaran R100% (1)
- Abs - Injection Mould Component Cost EstimationDocument7 pagesAbs - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Injection Molding Condition Sheet For Sumitomo Duz (For Mass Production)Document1 pageInjection Molding Condition Sheet For Sumitomo Duz (For Mass Production)Jake Floyd G. FabianNo ratings yet
- 20me702 - Process Planning and Cost Estimation Unit 5 2023-24Document65 pages20me702 - Process Planning and Cost Estimation Unit 5 2023-24CAD With RaoNo ratings yet
- How To Compute Tonnage RequirementsDocument5 pagesHow To Compute Tonnage RequirementsPrabhat SharmaNo ratings yet
- Cupola Melting CostDocument3 pagesCupola Melting CostnirevievNo ratings yet
- Mould Starndard Parts PDFDocument13 pagesMould Starndard Parts PDFMohd Nazri SalimNo ratings yet
- MHR Calculation 1Document13 pagesMHR Calculation 1RamNo ratings yet
- Investment Casting Cycle TimeDocument12 pagesInvestment Casting Cycle TimemaheshNo ratings yet
- Injection Molding Cost CalculatorDocument111 pagesInjection Molding Cost CalculatorvenkithankamNo ratings yet
- Rubber Component Cost Estimation SheetDocument1 pageRubber Component Cost Estimation SheetVenkateswaran venkateswaran100% (2)
- Mould Check List / Trial Record: FG Control Tube FG H-TopDocument8 pagesMould Check List / Trial Record: FG Control Tube FG H-ToprajeshNo ratings yet
- Poly Carbonate - Injection Mould Component Cost EstimationDocument7 pagesPoly Carbonate - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Tool Life SheetDocument4 pagesTool Life SheetYam Udhai100% (1)
- Asa - Injection Mould Component Cost EstimationDocument7 pagesAsa - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Seminar On Split Cavity MouldDocument43 pagesSeminar On Split Cavity MouldasgrutuNo ratings yet
- Mold ChecklistDocument5 pagesMold ChecklistSelvaraj BalasundramNo ratings yet
- Body ModelDocument145 pagesBody ModelDipika PandaNo ratings yet
- Mold Design Fundamental Calculation BATTERY COVERDocument7 pagesMold Design Fundamental Calculation BATTERY COVERrgrao85No ratings yet
- Part/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryDocument13 pagesPart/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryEmba MadrasNo ratings yet
- Product or Service Technical Design Specifications, Including Unit of Measure (UOM)Document1 pageProduct or Service Technical Design Specifications, Including Unit of Measure (UOM)Priyaprasad PandaNo ratings yet
- Costing Sheet 500632403736Document6 pagesCosting Sheet 500632403736Sourabh PradhanNo ratings yet
- Methodology of Die Design For HPDCDocument8 pagesMethodology of Die Design For HPDCruben6286No ratings yet
- Fixtures Cost Break UpDocument23 pagesFixtures Cost Break UpAshok AroraNo ratings yet
- Internal Costing Sheet: C45 - 36 Dia QT+ IH 1,400.00 400.00Document2 pagesInternal Costing Sheet: C45 - 36 Dia QT+ IH 1,400.00 400.00ramabhplNo ratings yet
- Clutch HSG Casting CostingDocument18 pagesClutch HSG Casting CostingAjay DeshpandeNo ratings yet
- Lab10 Final Progressive Die PDFDocument7 pagesLab10 Final Progressive Die PDFSyed Asif Bukhari100% (1)
- Part Cost Analysis Report: A. Raw Material Detail B. Purchased Part DetailDocument2 pagesPart Cost Analysis Report: A. Raw Material Detail B. Purchased Part DetailramabhplNo ratings yet
- Injctmld F03Document3 pagesInjctmld F03Šetkić SemirNo ratings yet
- Answers MechanicalDocument3 pagesAnswers MechanicalLê Nguyễn Hoàng ThăngNo ratings yet
- File 10 Bab ViDocument20 pagesFile 10 Bab ViJoko TeloNo ratings yet
- Jumping Math!: Grade 1Document1 pageJumping Math!: Grade 1pchakkrapaniNo ratings yet
- Printer Compatibility List: Print Server Model Printer Manufacture Printer ModelDocument20 pagesPrinter Compatibility List: Print Server Model Printer Manufacture Printer ModelpchakkrapaniNo ratings yet
- Piping Material Selection TableDocument1 pagePiping Material Selection TablepchakkrapaniNo ratings yet
- Ash Land DetailsDocument1 pageAsh Land DetailspchakkrapaniNo ratings yet
- Obtaining Contents in DVDDocument1 pageObtaining Contents in DVDpchakkrapaniNo ratings yet
- Welding Terms & DefinitionsDocument42 pagesWelding Terms & DefinitionspchakkrapaniNo ratings yet
- Manuals Type3Document365 pagesManuals Type3pchakkrapani100% (1)
- Calibre User Manual, The - Kovid GoyalDocument2 pagesCalibre User Manual, The - Kovid GoyalpchakkrapaniNo ratings yet
- Design For Assembly WorksheetDocument1 pageDesign For Assembly WorksheetpchakkrapaniNo ratings yet
- Instrument Calibration ProcedureDocument7 pagesInstrument Calibration ProceduremullanjiNo ratings yet
- Hitachi CalibrationDocument3 pagesHitachi CalibrationpchakkrapaniNo ratings yet
- Calculating Electrical CostsDocument1 pageCalculating Electrical CostspchakkrapaniNo ratings yet
- Vendors 820Document28 pagesVendors 820pchakkrapaniNo ratings yet
- c006b QDocument54 pagesc006b QpchakkrapaniNo ratings yet
- Setting Rings: Total Solution For Thread GaugingDocument1 pageSetting Rings: Total Solution For Thread GaugingpchakkrapaniNo ratings yet