Download as pdf or txt
You might also like
- Recommended Practice No SNT TC 1A 2020 ADocument59 pagesRecommended Practice No SNT TC 1A 2020 Arabia akramNo ratings yet
- Is 11006 2011 PDFDocument16 pagesIs 11006 2011 PDFAnantha NarayananNo ratings yet
- Air Compressor Guide AICIP and CAAA - Guidelines and Requirements For Asset Management of Pressure VesselsDocument4 pagesAir Compressor Guide AICIP and CAAA - Guidelines and Requirements For Asset Management of Pressure VesselsTim WilsonNo ratings yet
- Load Restraint - Safe Transport 5X5 Rev 2Document2 pagesLoad Restraint - Safe Transport 5X5 Rev 2Hortencio SamuelNo ratings yet
- Flux Leakage Wire RopesDocument19 pagesFlux Leakage Wire RopesMohamed Zied ChaariNo ratings yet
- GE Osmonics SWRO 200C O&M Manual LDocument38 pagesGE Osmonics SWRO 200C O&M Manual LIsaac Deusdedit Salazar Ehuan100% (1)
- Load Test Report Format of Rotor Lifting Beam-4Document1 pageLoad Test Report Format of Rotor Lifting Beam-4M8Rskn6wcNo ratings yet
- Inspection ChecklistsDocument43 pagesInspection Checklistsmuhammad.younisNo ratings yet
- Universal Beams PDFDocument2 pagesUniversal Beams PDFbrodieNo ratings yet
- Report of Ultrasonic Flaw Detection Test of Weld JointDocument1 pageReport of Ultrasonic Flaw Detection Test of Weld Jointkevin desai100% (1)
- Product CatalogueDocument44 pagesProduct CatalogueTo Van TinhNo ratings yet
- Ultrasonic Wall Thickness Report Feb.27-28,20062 - 2Document32 pagesUltrasonic Wall Thickness Report Feb.27-28,20062 - 2Endickk Screamo PoreperrNo ratings yet
- Major Project-1Document177 pagesMajor Project-1api-19884175No ratings yet
- Installation and Commissioning of Overhead CraneDocument43 pagesInstallation and Commissioning of Overhead CraneKarim GarahNo ratings yet
- API Spec 2C 7th Offshore Pedestal-Mountedd Cranes - Section12Document3 pagesAPI Spec 2C 7th Offshore Pedestal-Mountedd Cranes - Section12Sonthi MooljindaNo ratings yet
- Jib Crane Inspection Report 04-1005195 - J1610688 - NQC1154 - PDFDocument3 pagesJib Crane Inspection Report 04-1005195 - J1610688 - NQC1154 - PDFAnonymous N2Se0bYNo ratings yet
- 1.4 Rope Access Job Method StatementDocument6 pages1.4 Rope Access Job Method StatementMohammad YusoffNo ratings yet
- IS 16018 Product ManualDocument12 pagesIS 16018 Product ManualsaikiranNo ratings yet
- ZAWADA Wire Rope DefetographDocument14 pagesZAWADA Wire Rope Defetographalmeer100% (2)
- Proc SopDocument90 pagesProc SopJohn Dolan100% (1)
- Industrial Rope Access ChecklistDocument12 pagesIndustrial Rope Access ChecklistPaulNo ratings yet
- FM-IN-02 Monorail CHECKLISTDocument3 pagesFM-IN-02 Monorail CHECKLISTishfaqNo ratings yet
- ResumeDocument5 pagesResumeHemant ChaudharyNo ratings yet
- Scaffolds and Ladders - Code of Safety: Indian StandardDocument7 pagesScaffolds and Ladders - Code of Safety: Indian StandarddkbarcNo ratings yet
- Locating and Clamping Principles: The Mechanics of LocatingDocument4 pagesLocating and Clamping Principles: The Mechanics of Locatingniloy_67No ratings yet
- Liquid Dye Penetration Examination: 1.0 ScopeDocument3 pagesLiquid Dye Penetration Examination: 1.0 Scopesuria qaqc100% (1)
- List of NDT StandardsDocument3 pagesList of NDT Standardskiki270977No ratings yet
- Characterization of Coatings Using Conformable Eddy-Current Sensors Without Coating Reference StandardsDocument8 pagesCharacterization of Coatings Using Conformable Eddy-Current Sensors Without Coating Reference StandardsChristopheNo ratings yet
- Extract From ISO 4309 - 2010Document1 pageExtract From ISO 4309 - 2010Jason RobertsNo ratings yet
- Mobile Cranes Check ListDocument6 pagesMobile Cranes Check ListBanesco TemplarisNo ratings yet
- LEEA-062 General Guidance To The Manufacturer of Lifting Equipment To The Development of Instructions For Use Version 1 April 2015 PDFDocument11 pagesLEEA-062 General Guidance To The Manufacturer of Lifting Equipment To The Development of Instructions For Use Version 1 April 2015 PDFUlviyye ElesgerovaNo ratings yet
- Penguard ZP AO - English (Uk) - Issued.06.12.2007Document3 pagesPenguard ZP AO - English (Uk) - Issued.06.12.2007Mohamed FaragNo ratings yet
- CHG 55B2Document1 pageCHG 55B2Nhien ManNo ratings yet
- Defect / Non Compliance ReportDocument12 pagesDefect / Non Compliance ReportMichael OkwuwaNo ratings yet
- Disclosure To Promote The Right To InformationDocument21 pagesDisclosure To Promote The Right To InformationSriram Subramanian100% (1)
- Rail WeldingDocument5 pagesRail Weldingahmedzizo_2No ratings yet
- Wire Rope - Sling Inspection ReportDocument2 pagesWire Rope - Sling Inspection ReportdharwinNo ratings yet
- Synthetic Webbing & Round Sling Acceptance CriteriaDocument3 pagesSynthetic Webbing & Round Sling Acceptance CriteriarustamriyadiNo ratings yet
- E9018 G Welding ElectrodeDocument1 pageE9018 G Welding ElectrodeSai PrasathNo ratings yet
- Crane Wire Rope Code PDFDocument1 pageCrane Wire Rope Code PDFraulbrlunaNo ratings yet
- Is 6044 1-2013Document17 pagesIs 6044 1-2013tapas bera0% (1)
- Working Safely With Wire RopeDocument5 pagesWorking Safely With Wire Ropedcsamaraweera100% (1)
- LEEA Correspondence Courses: Assignment 1.10Document6 pagesLEEA Correspondence Courses: Assignment 1.10ikponmwonsaNo ratings yet
- 04 Dye Penetration TestDocument10 pages04 Dye Penetration TestTulasidas SugguNo ratings yet
- Accessories For Magnetic Particle Inspection Brochure - Jan 15 - EnglishDocument3 pagesAccessories For Magnetic Particle Inspection Brochure - Jan 15 - EnglishimahidaNo ratings yet
- Ut PWPS 001Document1 pageUt PWPS 001Goutam Kumar Deb100% (1)
- Safety Alert Space HeatersDocument2 pagesSafety Alert Space HeatersRamadan KareemNo ratings yet
- Material Safety Data Sheet: Poly Cell AdhesiveDocument8 pagesMaterial Safety Data Sheet: Poly Cell AdhesiveMinh BảoNo ratings yet
- BS en 345 1 1993Document16 pagesBS en 345 1 1993hendri sukrisnoNo ratings yet
- Wire Rope Sling Capacity Chart PDFDocument1 pageWire Rope Sling Capacity Chart PDFRajesh BNo ratings yet
- Elcometer 266 DC Portable Holiday DetectorDocument3 pagesElcometer 266 DC Portable Holiday DetectorkhuramluckNo ratings yet
- TCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerDocument118 pagesTCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerNam NguyenNo ratings yet
- Elevator Link Ears MPIDocument1 pageElevator Link Ears MPIRanjithNo ratings yet
- Wall Thickness - ReportDocument1 pageWall Thickness - ReportPetro100% (1)
- Method of Statement PDFDocument7 pagesMethod of Statement PDFSakib AyubNo ratings yet
- Aerial Bundle Extractor 2014Document8 pagesAerial Bundle Extractor 2014sidouNo ratings yet
- Rigaku Radioflex RF-EGM2 Series Brochure - VISCODocument4 pagesRigaku Radioflex RF-EGM2 Series Brochure - VISCOrhinemineNo ratings yet
- Manual Apollo AnalysisDocument114 pagesManual Apollo AnalysisvrapciudorianNo ratings yet
- Mordec-Catalogue 2011 MayDocument83 pagesMordec-Catalogue 2011 Maykiiru88100% (1)
- Building CodesDocument15 pagesBuilding CodesPikuNo ratings yet
- 9282Document13 pages9282Frank StephensNo ratings yet
- Shut Down ProceduresDocument3 pagesShut Down ProceduresAnand AgrawalNo ratings yet
- Permit To Work Single PageDocument2 pagesPermit To Work Single PageAnand AgrawalNo ratings yet
- Is 14494 1998Document37 pagesIs 14494 1998Anand Agrawal100% (1)
- How Power Factor Corection WorksDocument16 pagesHow Power Factor Corection Worksapi-3806201100% (6)
- Electrical Safety in MinesDocument9 pagesElectrical Safety in MinesAnand AgrawalNo ratings yet
- Arc Flash Safety PDFDocument76 pagesArc Flash Safety PDFEdwin53No ratings yet
- Sample Employee Appraisal Reports PDFDocument13 pagesSample Employee Appraisal Reports PDFAnand AgrawalNo ratings yet
- Mine Electrical Study GuideDocument314 pagesMine Electrical Study GuideAnand AgrawalNo ratings yet
- Mines 1Document12 pagesMines 1Anand AgrawalNo ratings yet
- Training Retraining GuidelinesDocument79 pagesTraining Retraining GuidelinesAnand AgrawalNo ratings yet
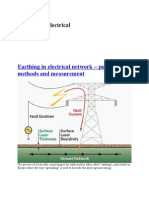
- Earthing in Electrical Network - Purpose, Methods and MeasurementDocument12 pagesEarthing in Electrical Network - Purpose, Methods and MeasurementShah JayNo ratings yet
- Dam Engineering: 5th International Conference OnDocument24 pagesDam Engineering: 5th International Conference OnAnand Agrawal67% (3)
- Guidebook IIDocument188 pagesGuidebook IIAnand AgrawalNo ratings yet
- Basic Conveyor LayoutDocument1 pageBasic Conveyor LayoutAnand AgrawalNo ratings yet
- Experiment-3 ChemistryDocument2 pagesExperiment-3 Chemistryanshsoni1101No ratings yet
- Dring Water Pump Model BHR-40 M C 08Document2 pagesDring Water Pump Model BHR-40 M C 08Nam Nguyen HuuNo ratings yet
- Wojciech I. Pawlak: THE Archive OF Mechanical Engineering Vol. Liv 2007 Number 3Document23 pagesWojciech I. Pawlak: THE Archive OF Mechanical Engineering Vol. Liv 2007 Number 3JIGAR SURANo ratings yet
- Monochromator&PM IntroductionDocument8 pagesMonochromator&PM IntroductiondoraemonminiNo ratings yet
- Delphi CompressorsDocument12 pagesDelphi CompressorsRAJENDRANJD20097864100% (2)
- MHT Cet Chemistry Triumph STD 11th and 12th MCQ Hints1561553400Document326 pagesMHT Cet Chemistry Triumph STD 11th and 12th MCQ Hints1561553400Chandrakant Rajmane50% (2)
- Basic Engineering Correlation Admath X de 001Document11 pagesBasic Engineering Correlation Admath X de 001Ati gurlNo ratings yet
- Ecole Polytechnique Federale de LausanneDocument44 pagesEcole Polytechnique Federale de LausanneSyed Yahya HussainNo ratings yet
- SOM Lecture 03Document25 pagesSOM Lecture 03tvkbhanuprakashNo ratings yet
- Conversion PDFDocument2 pagesConversion PDFGavin TexeirraNo ratings yet
- Miscellaneous Biochemistry QuestionsDocument8 pagesMiscellaneous Biochemistry QuestionsphoenixscarNo ratings yet
- Physics 406: Winter, 2016Document3 pagesPhysics 406: Winter, 20160pt618No ratings yet
- Jet-Lube Silicone Compound DMDocument1 pageJet-Lube Silicone Compound DMDon HowardNo ratings yet
- Antibody Screening - Kupang - 2016Document59 pagesAntibody Screening - Kupang - 2016yuni.kartika.ndoen92No ratings yet
- (Ecosystem) Peter D. Moore - Tropical Forests (Ecosystem) (2007, Facts On File)Document267 pages(Ecosystem) Peter D. Moore - Tropical Forests (Ecosystem) (2007, Facts On File)Dan Muntoiu100% (1)
- Aci 304.6R-91Document14 pagesAci 304.6R-91minhnnNo ratings yet
- Anaerobic Waste Water Treatment Plant With Continuous Bio FiltrationDocument5 pagesAnaerobic Waste Water Treatment Plant With Continuous Bio FiltrationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Cement Plant EquipmentDocument46 pagesCement Plant EquipmentArul Chinnapillai100% (1)
- QB - TE5101 - Unit 4 PDFDocument1 pageQB - TE5101 - Unit 4 PDFDr.T.ChristopherNo ratings yet
- BS 7371-3-1993 PDFDocument18 pagesBS 7371-3-1993 PDFMuthuswamy0% (1)
- Heat of Solution, Heat Capacity, and Density of Aqueous Urea Solutions at 25° C. (1966)Document3 pagesHeat of Solution, Heat Capacity, and Density of Aqueous Urea Solutions at 25° C. (1966)Felipe MuñozNo ratings yet
- Analysis of Pesticides in Food Matrix Using QuEChERS by Triple Quadrupole GC/MS/MS and LC/MS/MSDocument6 pagesAnalysis of Pesticides in Food Matrix Using QuEChERS by Triple Quadrupole GC/MS/MS and LC/MS/MSFlavio Antonio FranchinaNo ratings yet
- Msds of MICDocument10 pagesMsds of MICcezzaNo ratings yet
- PET and PVC Separation by Froth FlotationDocument1 pagePET and PVC Separation by Froth Flotationsalarim679No ratings yet
- MICROBIOLOGICAL TechniquesDocument3 pagesMICROBIOLOGICAL TechniquesOreki HoutarouNo ratings yet
- Expt3 Group3 Surname, First NameDocument3 pagesExpt3 Group3 Surname, First NameBlazy InhumangNo ratings yet
- Preparation and Evaluation of Starch LactoseDocument7 pagesPreparation and Evaluation of Starch LactoseNani MoveNo ratings yet
- TDB 01 PVC F #Sen #Aip #v1Document3 pagesTDB 01 PVC F #Sen #Aip #v1Mohammad Doost MohammadiNo ratings yet
- Solution of Elasticity Problems of PotentialsDocument10 pagesSolution of Elasticity Problems of Potentialsbadr amNo ratings yet