Professional Documents
Culture Documents
TS 5817
TS 5817
Uploaded by
MustafaSaylavCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
TS 5817
TS 5817
Uploaded by
MustafaSaylavCopyright:
Available Formats
TRK STANDARDI
aaaaaaaaaaa
TURKISH STANDARD
Bu standard metni 20 ubat 2007 tarihli TSE Teknik Kurul toplantsnda
kabul edilerek yrrle girmi olup metin zerindeki redaksiyonel
dzeltmeler devam etmektedir.
TS EN ISO 5817
Revizyon
ICS 25.160.40
KAYNAK ELK, NKEL, TTANYUM VE BUNLARIN
ALAIMLARINDA ERGTME KAYNAKLI (DEMET
KAYNAI HAR) BRLETRMELER - KUSURLAR N
KALTE SEVYELER
Welding Fusion-welded joints in steel, nickel, titanium and
their alloys (beam welding excluded) - Quality levels for
imperfections
TRK STANDARDLARI ENSTTS
Necatibey Caddesi No.112 Bakanlklar/ANKARA
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
n sz
Bu tasar, CEN tarafndan kabul edilen EN ISO 5817 (2003) standard esas alnarak, TSE Metalrji
htisas Grubu'na bal Tahribatsz Muayene ve Kaynak zel Daim Komitesi tarafndan TS 7830 EN
25817 (1996) standardnn revizyonu olarak hazrlanmtr.
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
indekiler
0
1
2
3
Giri ........................................................................................................................................................1
Kapsam...................................................................................................................................................1
Atf yaplan standard ve/veya dokmanlar .........................................................................................2
Terimler ve tarifler .................................................................................................................................2
3.1 Kalite seviyesi.......................................................................................................................................2
3.2 Amaca uygunluk ...................................................................................................................................2
3.3 Ksa kusurlar.........................................................................................................................................3
3.4 Sistematik kusurlar ...............................................................................................................................3
3.5 zdm alan .......................................................................................................................................3
3.6 Enine kesit alan ..................................................................................................................................3
4 Semboller ...............................................................................................................................................4
5 Kusurlarn deerlendirilmesi................................................................................................................4
Ek A (Bilgi iin) - Kusurlar yzdesinin tayini iin rnekler.....................................................................22
Ek B (Bilgi iin) - Bu standardn kullanlmas iin ilve bilgi ve klavuz ...............................................25
Kaynaklar.....................................................................................................................................................26
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
Kaynak - elik, nikel, titanyum ve bunlarn alamlarnda ergitme
kaynakl (Demet kayna hari) birletirmeler - Kusurlar iin kalite
seviyeleri
0
Giri
Bu standard, uygulama kodlar ve/veya dier uygulama standardlarnn taslann yazlmasnda referans
olarak kullanlmaldr. Bu standard ISO 6520-1de verilen ksa gsterilileri esas alan ergitme kaynak
kusurlarnn basitletirilmi bir ayrmn kapsar. ISO 6520-1de izah edilen kusurlarn bazlar, dorudan
kullanlm ve bazlar beraber gruplandrlmtr. ISO 6520-1den temel saysal atf sistemi kullanlmtr.
Bu standardn amac normal imaltta beklenebilecek tipik kusurlarn boyutlarn belirlemektir. Bu standard,
fabrikada yaplan kaynakl imalt iin gerekli bir kalite sistemi ierisinde kullanlabilir. Bu standard, zel bir
uygulama iin bir seimin yaplabilecei ayr boyutsal deerler seti salar. Her bir durum iin gerekli kalite
seviyesi uygulama standardyla veya ilgili imalt ve/veya dier taraflarla balantl sorumlu tasarmc
tarafndan tanmlanmaldr. malt balamadan nce tercihen teklif veya sipari aamasnda seviye
ngrlm olmaldr. zel amalar iin ilve ayrntlar ngrlebilir.
Bu standardda verilen kalite seviyeleri, temel referans veriyi oluturur ve herhangi bir zel uygulamayla zel
olarak ilgili deildir. Kalite seviyeleri imal edilmi bir yapdaki kaynakl birletirme tiplerine atfta bulunur ve
komple mamul veya bileenin kendisine atfta bulunmaz. Bu sebeple ayn mamul veya bileendeki bireysel
kaynakl birletirmelere farkl kalite seviyelerinin uygulanmas mmkndr.
Normal olarak zel bir kaynakl birletirme iin kusurlara ilikin boyutsal snrlarn bir kalite seviyesi ile
belirlenerek tamamen kapsanmas beklenir. Baz durumlarda ayn kaynakl birletirmede farkl kusurlar iin
farkl kalite seviyelerinin belirlenmesi gerekli olabilir.
Herhangi bir uygulama iin kalite seviyesinin seimi tasarm kabullerini, mteakip ilemleri (rnein, yzey
hazrlama), gerilim tiplerini (rnein statik, dinamik), hizmet artlarn (rnein, scaklk, evre) ve hata
sonularn dikkate almaldr. Ekonomik faktrler de nemlidir. Bu sebeple yalnzca kaynak maliyetini deil
ayn zamanda muayene deney ve onarm da kapsamaldr.
Bu standard, Madde 1de sralanan ergitme kaynak ilemlerine ilikin kusur tiplerini kapsamasna ramen
dikkate alnmas gereken konularda ilem ve uygulamaya da tatbik edilir.
Kusurlar gerek boyutlarna gre adlandrlr ve tespitleri ve deerlendirilmeleri bir veya daha fazla tahribatsz
muayene metodunun kullanlmasn gerektirebilir. Kusurlarn tespiti ve boyutlandrlmas muayene
metotlarna ve uygulama standard veya szlemede belirtilen muayene kapsamna baldr.
Tespit edilen kusurlar iin gerekli hususlar bu standardn konusunu tekil etmez Ancak ISO 17635 farkl
tahribatsz muayene metotlar iin kabul seviyeleri ile kalite seviyeleri arasndaki ilikiyi kapsar.
Bu satandard, dorudan kaynaklarn gzle muayenesine uygulanabilir. Standard tahribatsz muayene ile
yaplan tespit veya boyutlandrmann tavsiye edilen metotlarnn ayrntsn kapsamaz. Ultrasonik,
radyografik, eddy akmlar, penetrant, manyetik parack muayenesi gibi tahribatsz muayene metotlarna
uygulanabilecek uygun kriterleri tespit etmek iin bu snrlarn kullanmnda glkler olduu dikkate
alnmaldr ve muayene, inceleme ve deneyler iin artlar vastasyla desteklenmesi gerekebilir.
Kusurlar iin kullanlan deerler normal kaynak uygulamasnda dikkate alnmaldr. Daha st zel artlar,
zel kaynak ilemleri veya sk laboratuvar artlar altnda talama veya kaynak gibi ek imalt ilemlerini
gerektirir.
Bu standardla ilgili herhangi bir konunun resm yorumu iin talepler, TSE kanalyla ISO/TC 44/SC 10
sekreterliine ynlendirilmelidir. Komple bir liste iin www.iso.org. a bavurulmaldr.
Kapsam
Bu standard, elik, nikel, titanyum, ve bunlarn alamlarnn btn tiplerinde ergitme kaynakl (demet
kayna iin hari) birletirmelerdeki kusurlarn kalite seviyelerini kapsar. Bu standard, 0,5 mmnin
zerindeki malzeme kalnlklarna uygulanr.
1
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
eliklerde demet kaynakl birletirmeler iin kalite seviyeleri, ISO 13919-1de mevcuttur.
Kaynakl imaltn geni bir aral iin uygulamaya msaade edecek kalite seviyesi verilmitir.
Bunlar B, C ve D sembolleri ile gsterilmitir.B kalite seviyesi, bitirilmi kaynak zerindeki en yksek
artlara karlk gelir. Kalite seviyeleri, imalt kalitesine atfta bulunur ve imal edilen mamuln amaca
uygunluuyla ilgili deildir (Madde 3.2).
Bu standard;
- Alamsz ve alaml eliklere,
- Nikel ve nikel alamlarna,
- Titanyum ve titanyum alamlarna,
- Elle, mekanize ve otomatik kaynaklara,
- Btn kaynak konumlarna,
- Aln kaynaklar, i ke kaynaklar ve branman balantlar gibi btn kaynak tiplerine,
- ISO 4063'e gre aadaki kaynak ilemlerine ve bunlarn tarif ettii alt ilemlerine:
-11 Gaz korumasz metal ark kaynana,
-12 Tozalt ark kaynana,
-13 Koruyucu gaz metal ark kaynana,
-14 Sarf edilmeyen elektrotla koruyucu gaz kaynana,
-15 Plzma ark kaynana,
- 31 Oksi-yakt gaz kaynana (sadece elik iin)
uygulanr.
Bu standard, tane bykl, sertlik gibi metalurjik konular kapsamaz.
Atf yaplan standard ve/veya dokmanlar
Bu standardda, tarih belirtilerek veya belirtilmeksizin dier standard ve/veya dokmanlara atf yaplmaktadr.
Bu atflar metin ierisinde uygun yerlerde belirtilmi ve aada liste halinde verilmitir. Tarih belirtilen
atflarda daha sonra yaplan tadil veya revizyonlar, atf yapan bu standardda da tadil veya revizyon yaplmas
art ile uygulanr. Atf yaplan standard ve/veya dokmann tarihinin belirtilmemesi halinde en son basks
kullanlr.
EN, ISO, IEC
Ad
TS No1)
vb. No
(ngilizce)
ISO 2553 : 1992 Welded, brazed and soldered joints - TS 3004:
Symbolic representation on drawings
ISO 4063 :1998
Welding and allied processes Nomenclature of processes and
reference numbers
ISO 6520-1 :
1998
Welding and allied processes TS 7536
Classification of geometric
EN ISO 6520-1
imperfections in metallic materials
Part 1: Fusion welding
TS 7307
EN 24063
Ad
(Trke)
Teknik resim - Kaynaklarn
sembolik olarak gsterilmesi
kurallar
Teknik resim - Metallerin kaynak,
sert lehim, yumuak lehim ve sert
lehim kaynakla birletirilmelerilemlerin adlandrlmalar ve
teknik resimlerde sembolik
gsterili iin referans numaralar
Kaynak ve ilgili ilemler-Metalik
malzemelerde geometrik
kusurlarn snflandrlmas-Blm
1: Ergitme kayna
Terimler ve tarifleri
Bu standardn amac bakmndan aada verilen terimler ve tarifleri uygulanr.
3.1 Kalite seviyesi
Seilen kusurlarn tip ve boyutunu esas alan, bir kaynak kalitesi tanm.
3.2 Amaca uygunluk
Bir mamul, ilem veya hizmetin tarif edilen bir amaca zel artlar altnda hizmet etme kabiliyeti.
1)
TSE Notu: Atf yaplan standardlarn TS numaras ve Trke ad 3. ve 4. kolonda verilmitir. * iaretli
olanlar bu standardn basld tarihte ngilizce metin olarak yaynlanm olan Trk Standardlardr.
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
3.3 Ksa kusurlar
Uygulanabilecek en byk kusurlar aralnda, kaynan herhangi bir 100 mm uzunluunda toplam
uzunluu 25 mm'den daha byk olmayan veya 100 mm'den daha ksa bir kaynak iin kaynak
uzunluunun en fazla % 25'i kadar olan bir veya daha fazla kusur.
3.4 Sistematik kusurlar
Muayene edilecek kaynak uzunluu boyunca kaynaklarda dzenli mesafelerde dalm kusurlar izelge 1de
verilen kusurlarn snrlar iinde kalan tek kusurlarn lleri.
3.5 z dm alan
Dikkate alnan kaynak hacm boyunca dalm olan kusurlarn iki boyutlu olarak dnlen alan.
Yzey atlak alannn aksine kusurlarn oluumu radyografik olarak incelendiinde (ekil 1) kaynak
kalnlna baldr.
3.6 Enine kesit alan
Krma veya blmeden sonra gz nne alnacak alan.
Aklama:
1 x-n
2 Her bir birim hacim iin 4 gzenek
3
4
6-kat kalnlk
3-kat kalnlk
5
6
2-kat kalnlk
1-kat kalnlk
ekil 1 Her bir birim hacim iin gzeneklerin benzer oluumlu numunelerinin radyografik filmleri
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
Semboller
izelge 1'de aadaki semboller kullanlmtr :
a ke kayna anma kalnl (ISO 2553e de baknz),
b Kaynak ykseltisinin genilii,
d Gzenek ap,
h Kusurun ykseklik veya genilii,
l
Kaynan boyuna ynde kusur boyu,
lp zdm veya enine kesit blgesi uzunluu,
s Aln kayna anma kalnl (ISO 2553e de baknz),
t Levha veya et kalnl (anma ls),
wp Kaynak genilii veya krlma blgesi durumunda ykseklik ,
z ke kaynaklarnn kenar uzunluu (ISO 2553e de baknz. ),
Kaynak kenar as,
Asal kaklk as.
Kusurlarn deerlendirilmesi
Kusurlarn snrlar izelge 1'de verilmitir. Bu snrlar tamamlanm kaynaa uyguland gibi imaltn bir
ara kademesine de uygulanabilir.
ayet kusurlarn tespiti iin makro muayeneden farkl bir metot kullanlrsa, yalnzca 10 bytmeye eit veya
daha kk bytme kullanlarak tespit edilebilen kusurlar dikkate alnmaldr.
Buradaki istisna souk katlanmalar (izelge 1de, No:1.5) ve mikro atlaklardr (izelge 1de, No:2.2).
Sistematik kusurlara, yalnzca, izelge 1deki dier artlarn salanmas kouluyla D kalite seviyesinde izin
verilir.
Bir kaynakl birletirme, normal olarak her bir bamsz kusur tipi iin ayr ayr deerlendirilmelidir.
Birletirmenin herhangi bir enine kesitinde meydana gelen farkl kusur tipleri, zel bir dikkat gerektirebilir
(oklu kusurlara bakn).
oklu kusurlar iin snrlar (izelge 1e bakn) sadece tek bir kusur iin artlar almadnda uygulanabilir.
En kk kusurun en byk boyutundan daha kk bir mesafeyle birbirinden ayrlm iki bitiik herhangi bir
kusur tek bir kusur olarak dikkate alnmaldr..
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
izelge 1 Kusurlar iin snrlar
No
ISO 6520-1e
gre
referans no
1 Yzey kusurlar
1.1
100
1.2
104
1.3
2017
Kusur tantm
atlak
Krater atla
Yzey delii
Notlar
Tek bir deliin en byk ap
-Aln kaynaklar iin,
- ke kaynaklar iin.
Tek bir deliin en byk ap
-Aln kaynaklar iin,
t
mm
0,5
0,5
0,5 - 3
2025
U krater borusu
>3
0,5 - 3
>3
1.5
1.6
401
4021
Ergime noksanl
(yetersiz ergime)
Mikro ergime
noksanl
Tamamlanmam
kk nfuziyeti
Msaade edilmez
Msaade edilmez
Msaade edilmez
Msaade edilmez
Msaade edilmez
B
Msaade edilmez
Msaade edilmez
Msaade edilmez
d 0,3s
d 0,3a
- ke kaynaklar iin
1.4
Kalite seviyeleri iin kusur snrlar
Msaade edilmez
d 0,3s, ancak en d 0,2s, ancak en
ok 3mm
ok 2mm
d 0,3a, ancak en d 0,2a, ancak en
ok 3 mm
ok 2 mm
h 0,2t
Msaade edilmez Msaade edilmez
h 0,2t, ancak en h 0,1t, ancak en Msaade edilmez
ok 2 mm
ok 1 mm
Msaade edilmez
Msaade edilmez
Msaade edilmez
Msaade edilir
Msaade edilir
Msaade edilmez
0,5
Sadece mikro inceleme vastasyla tesbit
edilebilir.
Sadece tek taraftan aln kaynaklar iin
0,5
Ksa kusurlar:
Msaade edilmez
h 0,2t, ancak en
ok 2 mm
Msaade edilmez
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
izelge 1 in devam
No
1.7
1.8
1.9
ISO 6520-1e
gre referans
no
5011
5012
5013
502
Kusur tantm
Notlar
t
mm
Kalite seviyeleri iin kusur snrlar
D
Srekli yanma oluu
Kesintili yanma
oluu
ekme oluu
Dzgn gei gerektirir
Bu simetrik bir kusur olarak grlmez.
Dzgn gei gerektirir
Ar kaynak metali Dzgn gei gerektirir
(aln kayna)
C
Ksa kusurlar:
h 0,1t
0,5-3
Ksa kusurlar:
h 0,2t
>3
h 0,2t, ancak en h 0,1t, ancak en h 0,05t, ancak en
ok 0,5 mm
ok 0,5 mm
ok 1 mm
0,5-3
h 0,2 mm + 0,1t
>3
Ksa kusurlar:
Ksa kusurlar:
Ksa kusurlar:
h 0,2t ,ancak en h 0,1t ,ancak en h 0,05t ,ancak en
ok 2 mm
ok 1 mm
ok 1 mm
0,5
h 1 mm+0,25b,
ancak en ok 10
mm
Ksa kusurlar:
h 0,1t
Msaade edilmez
Msaade edilmez
h 1 mm+0,15b,
h 1 mm+0,1b,
ancak en ok 7 mm ancak en ok 5 mm
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
izelge 1 in devam
No
ISO 6520-1e
gre referans
no
Kusur tantm
Notlar
t
mm
Kalite seviyeleri iin kusur snrlar
D
1.10
503
Ar d bkeylik
(d bkeylik)
0,5
h 1 mm+0,25b,
ancak en ok
5mm
h 1 mm+0,15b,
ancak en ok
4mm
h 1 mm+0,1b,
ancak en ok 3mm
1.11
504
Ar nfuziyet
0,5 - 3
>3
h 1 mm+0,6b
h 1 mm+0,1b,
ancak en ok 5
mm
h 1 mm+0,3b
h 1 mm+0,6b,
ancak en ok 4
mm
h 1 mm+0,1b
h 1 mm+0,2b,
ancak en ok 3 mm
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
izelge 1 in devam
No
1.12
ISO 6520-1e
gre referans
no
503
Kusur tantm
Notlar
t
mm
Kalite seviyeleri iin kusur snrlar
D
Yanl kaynak
kenar
- Aln kayna
0,5
90
110
150
- ke kayna
0,5
90
110
110
Msaade edilmez
Msaade edilmez
a1 a
a2 a
1.13
506
Binme
0,5
h0,2b
1.14
509
511
kme
Dzgn gei gerekir.
Yetersiz
doldurulmu kaynak
az
0,5-3
>3
Ksa kusurlar :
Ksa kusurlar :
Msaade edilmez
h0,25t
h0,1t
Ksa kusurlar :
Ksa kusurlar :
Ksa kusurlar :
h0,25t ancak en h0,1t ancak en h0,05t ancak en
ok 2 mm
ok 1 mm
ok 0,5 mm
0,5
Msaade edilmez
1.15
510
e yanma
Msaade edilmez
Msaade edilmez
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
izelge 1 in devam
No
ISO 6520-1e
gre referans
no
Kusur tantm
Notlar
t
mm
Kalite seviyeleri iin kusur snrlar
D
1.16
512
ke kaynann
ar asimetriklii
[ar kenar (bacak)
eitsizlii]
Simetrik bir i ke kaynann
ngrlmedii durum
0,5
h2 mm+0,2a
1.17
515
Kk ibkeylii
Dzenli gei gerekir
0,5-3
h0,2 mm+0,1t
>3
1.18
516
Kk gzenei
Katlama annda (yetersiz altlk gaz gibi)
kaynak metalinin kaynamas sebebiyle bir
kaynan kknde sngerimsi oluum
0,5
C
h2 mm+0,15a
B
h1,5 mm+0,15a
Ksa kusurlar :
Msaade edilmez
h 0,1t
Ksa kusurlar :
Ksa kusurlar :
Ksa kusurlar :
h 0,2t, ancak en h 0,1t, ancak en h 0,05t, ancak en
ok 2 mm
ok 1 mm
ok 0,5 mm
Mevzii olarak
msaade edilir
Msaade edilmez
Msaade edilmez
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
izelge 1 in devam
No
1.19
ISO 6520-1e
gre referans
no
517
1. 20 5213
Kusur tantm
Notlar
Kalite seviyeleri iin kusur snrlar
t
mm
D
Kt balama
Yetersiz (boaz)
kalnlk
0,5
Daha derin nfuziyet dayankllna sahip 0,5-3
ilemlere uygulanmaz
>3
Msaade edilir.
Snr balama
sebebiyle oluan
kusurun tipine
baldr.
Msaade edilmez
Msaade edilmez
Ksa kusurlar :
h0,2 mm+0,1a
Ksa kusurlar :
h0,3 mm+0,1a,
ancak en ok 2
mm
Ksa kusurlar :
h0,2 mm
Ksa kusurlar :
h0,3 mm+0,1a,
ancak en ok 1
mm
Msaade edilmez
h1mm+0,2a,
h1mm+0,15a,
ancak en ok 4 ancak en ok 3 mm
mm
Msaade edilmez
1. 21 5214
Ar (boaz) kalnlk ke kaynann kalnl ok byk
0,5
Snrsz
1. 22 601
Rastgele ark
0,5
1. 23 602
Srant
0,5
Esas metal
Msaade edilmez Msaade edilmez
zellikleri
etkilenmediinde
msaade edilir
Malzeme, korzyondan koruma gibi uygulamaya bal kabul
10
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
izelge 1 in devam
No
ISO 6520-1e
gre referans
no
Kusur tantm
Notlar
Kalite seviyeleri iin kusur snrlar
t
mm
D
2 kusurlar
2.1
100
atlaklar
Mikro atlaklar ve krater atlaklar
haricideki btn atlakalar
0,5
Msaade edilmez
Msaade edilmez
2. 2
1001
Mikro atlaklar
Genellikle mikroskop (50x) altnda
grlebilen bir atlak
0,5
Msaade edilir
atlama
hassasiyetine
zel
atfta
bulunulan esas metalin tipine bal olarak
kabul
2. 3
2011
2012
Gaz delii
Dzenli dalm
gzenek
Kusurlar iin aadaki artlar ve snrlar ifa
edilmelidir. Bilgi iin Ek Aya da bakn.
a1) z dm alana ait kusurlarn
(sistematik kusurlar dahil) alannn en
byk boyutu
Not: z dm alandaki gzenek kat
saysna (kaynak hacmna) baldr.
a2) Krlm blgeye (sadece imalt iin
kaynak
ve
prosedr
deneyine
uygulanabilir) ait kusurlarn (sistematik
kusurlar dahil) enine kesit alannn en
byk boyutu
b) Tek bir delik iin en byk boyut :
- Aln kaynaklar
0,5
0,5
Tek kat iin:
% 2,5
ok kat iin: % 5
Tek kat iin:
%1,5
ok kat iin: % 3
Tek kat iin:
%1
ok kat iin: % 2
0,5
% 2,5
% 1,5
%1
- ke kaynaklar
Msaade edilmez
0,5
d 0,4s ancak en d 0,3s ancak en d 0,2s ancak en
ok 4 mm
ok 3 mm
ok 5 mm
d 0,4a ancak en d 0,3a ancak en d 0,2a ancak en
ok 5 mm
ok 4 mm
ok 3 mm
11
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
izelge 1 in devam
No
2.4
ISO 6520-1e
Kusur tantm
gre referans
no
Toplu (mevzii)
2013
gzenek
Notlar
Kalite seviyeleri iin kusur snrlar
D
Durum 1 (D>dA2 )
Durum 2 (D<dA2 )
Farkl delik alanlarnn toplam
(A1+A2+.), lp x wp deerlendirme alanna
baldr (Durum 1).
lp iin referans uzunluk, 100mm dir.
ayet D, dA1 veya dA2den daha az ise hangisi
daha kkse, A1 + A2 gzenek alanlarn
evreleyen bir zarf bir kusur alan olarak gz
nne alnmaldr (Durum 2).
12
t
mm
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
izelge 1 in devam
No
2.4
ISO 6520-1e Kusur tantm
gre referans
no
Notlar
2013
Kusurlar iin aadaki boyut koullar ve
snrlar karlanmaldr. Bilgi iin Ek Aya
da baknz.
Toplu (mevzii)
gzenek
t
mm
D
a) Kusurun (sistematik kusurlar dhil) iz 0,5
dm alan toplamnn en byk boyutu
b) Tek bir delik iin en byk boyut
- Aln kaynaklar
- ke kaynaklar
2.5
2014
Dorusal gzenek
Kalite seviyeleri iin kusur snrlar
0,5
% 16
%8
%4
d 0,4 s, ancak en
ok 4 mm
d 0,4 a, ancak en
ok 4 mm
d 0,3 s, ancak en
ok 3 mm
d 0,3 a, ancak en
ok 3 mm
d 0,2 s, ancak en
ok 2 mm
d 0,2 a, ancak en
ok 2 mm
Durum 1 (D>d2 )
Durum 2 (D<d2 )
13
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
izelge 1 in devam
No
2.5
ISO 6520-1e
gre referans
no
2014
Kusur tantm
Notlar
t
mm
Kalite seviyeleri iin kusur snrlar
D
Dorusal gzenek
Farkl delik alanlarnn toplam
lp xwp deerlendirme alanna baldr (Durum
1).
ayet D birbirine komu olan deliklerin en
kk apa sahip olanndan daha kk ise, iki
deliin tam birletirilmi alan kusurlarn
toplam olarak kabul edilmelidir (Durum 2).
Kusurlar iin aadaki artlar ve snrlar
karlanmaldr. Bilgi iin Ek aya da bakn.
a1) Kusurlarn alannn en byk boyutu
0,5
(sistematik kusurlar dhil) iz dm alan ile
alkaldr.
Tek kat iin % 8
ok kat iin % 16
Tek kat iin % 4
ok kat iin % 8
Tek kat iin % 2
ok kat iin % 4
%8
%4
%2
d 0,3 s, ancak en
ok 3 mm
d 0,3 a, ancak en
ok 3 mm
d 0,2 s, ancak en
ok 2 mm
d 0,2 a, ancak en
ok 2 mm
Not : zdm alanndaki gzenek, katlarn
saysna (kaynak hamcna) baldr.
a2) Kusurlarn alannn enine kesitinin en
0,5
byk boyutu (sistematik kusurlar hari) krlma
alan ile alakaldr (sadece imalt, kaynak
veya prosedr deneylerine uygulanr).
b) Tek bir delik iin en byk boyut:
- Aln kaynaklar iin
- ke kaynaklar iin
14
0,5
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
izelge 1 in devam
No
2.6
2.7
ISO 6520-1e
gre referans
no
2015
2016
202
2.8
2024
2.9
300
301
302
303
Kusur tantm
Uzam oyuklar
Kurt delikleri
Notlar
t
mm
- Aln kaynaklar
0,5
- ke kaynaklar
0,5
ekme oyuu
0,5
0,5 3
>3
Kalite seviyeleri iin kusur snrlar
D
d 0,4 s, ancak en ok
4 mm
l s , ancak en ok 75
mm
d 0,4 a, ancak en ok
4 mm
l a , ancak en ok 75
mm
d 0,3 s, ancak en
ok 3 mm
l s , ancak en ok
50 mm
d 0,3 a, ancak en
ok 3 mm
l a , ancak en ok
50 mm
d 0,2 s, ancak en
ok 2 mm
l s , ancak en ok
25 mm
d 0,2 a , ancak en
ok 2 mm
l a , ancak en ok
25 mm
Yzeye kmayan
ksa kusurlara
msaade edilir.
Msaade edilmez
Msaade edilmez
Msaade edilmez
Msaade edilmez
- Aln kaynaklar:
h 0,4 s, ancak en ok
4 mm
- ke kaynaklar:
h 0,4 a, ancak en ok
4 mm
h l 0,2 t
h l 0,2 t, , ancak en
ok 2 mm
h veya lnin en byk deeri llecek.
Kat kalntlar
Curuf kalntlar
Toz kalntlar
Oksit kalntlar
- Aln kaynaklar
0,5
h 0,4 s, ancak en ok
4 mm
l s , ancak en ok 75
mm
h 0,3 s, ancak en
ok 3 mm
l s , ancak en ok
50 mm
h 0,2 s, ancak en
ok 2 mm
l s , ancak en ok
25 mm
- ke kaynaklar
0,5
h 0,4 a, ancak en ok
4 mm
l a , ancak en ok 75
mm
h 0,3 a, ancak en
ok 3 mm
l a , ancak en ok
50 mm
h 0,2 a , ancak en
ok 2 mm
l a , ancak en ok
25 mm
15
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
izelge 1 in devam
No
2.10
ISO 6520-1e
gre referans
no
304
Kusur tantm
Bakr haricinde ki
dier metalik
kalntlar
3042
Bakr kalntlar
2.12
401
Ergime noksanl
(yetersiz ergime)
Yan duvar ergime
noksanl
4012
Pasolar aras
ergime noksanl
4013
Kk ergime
noksanl
16
t
mm
Kalite seviyeleri iin kusur snrlar
D
2.11
4011
Notlar
- Aln kaynaklar
0,5
h 0,4 s, ancak en ok h 0,3 s, ancak en h 0,2 s, ancak en
4 mm
ok 3 mm
ok 2 mm
- ke kaynaklar
0,5
h 0,4 a, ancak en ok h 0,3 a, ancak en h 0,2 a , ancak en
4 mm
ok 3 mm
ok 2 mm
0,5
Msaade edilmez
Msaade edilmez
Msaade edilmez
0,5
Msaade edilmez
Yzeye kmayan
ksa kusurlara
msaade edilir.
- Aln kaynaklar:
h 0,4 s, ancak en
ok 4 mm
- ke kaynaklar:
h 0,4 a, ancak en
ok 4 mm
Msaade edilmez
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
izelge 1 in devam
No
2.13
ISO 6520-1e
gre referans
no
402
Kusur tantm
Notlar
t
mm
Kalite seviyeleri iin kusur snrlar
D
Nfuziyet
noksanl
> 0,5
Ksa kusurlar:
C
Msaade edilmez
B
Msaade edilmez
h 0,2 a, ancak en ok
2 mm
T- birletirme (i ke kayna)
T- birletirme (ksmi nfuziyet)
0,5
Aln birletirme (ksmi nfuziyet)
0,5
Ksa kusurlar:
Ksa kusurlar:
Msaade edilmez
- Aln birletirme:
- Aln birletirme:
h 0,2 s, ancak en
h 0,1 s, ancak en
ok 2 mm
ok 1,5 mm
- T-birletirme:
- ke
h 0,2 a, ancak en birletirme:
h 0,1 a, ancak
ok 2 mm
en ok 1,5 mm
Msaade edilmez Msaade edilmez
Ksa kusurlar:
h 0,2 t, ancak en
ok 2 mm
Aln birletirme (tam nfuziyet)
17
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
izelge 1 in devam
No
ISO 6520Kusur
1e gre
tantm
referans
no
3. Birletirme geometrisindeki kusurlar
3.1
507
Dorusal
kaklk
Notlar
t
mm
Kalite seviyeleri iin kusur
snrlar
D
C
B
Doru konumdan sapma ile ilgili 0,5 - h 0,2
snrlar. Aksi belirtilmedike doru 3
mm +
konum,
orta
eksenlerin
0,25 t
akmasdr (Madde 1e de bakn).
t daha kk kalnl kapsar.
Verilen snrlar iindeki dorusal
kaklk, bir sistematik kusur olarak
ele alnmaz (ekil A ve ekil Bye
uygulanabilir).
h 0,2
mm +
0,15 t
h 0,2
mm + 0,1
t
>3
h 0,25
t, ancak
en ok 5
mm
h 0,15
t, ancak
en ok 4
mm
h 0,1 t,
ancak en
ok 3
mm
0,5
h 0,5 t, h 0,5 t,
ancak en ancak en
ok 4 mm ok 3
mm
h 0,5 t,
ancak en
ok 2
mm
ekil A: levhalar ve boyuna
kaynaklar
ekil B: epe evre kaynaklar
18
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
izelge 1 in devam
No
ISO
Kusur
6520-1e
tantm
gre
referans
no
3.2 508
Asal kaklk
3.3 617
Notlar
ke
kaynaklar iin
doru
olmayan kk
aral
t
mm
Kalite seviyeleri iin kusur
snrlar
D
C
B
0,5
0,5
-3
h 0,5
mm + 0,1
a
h 0,3
mm + 0,1
a
h 0,2
mm + 0,1
a
>3
h 1 mm
+ 0,3 a,
ancak en
ok 4 mm
h 0,5
mm + 0,2
a,
ancak en
ok 3 mm
h 0,5
mm +
0,1a,
ancak en
ok 2 mm
0,5
-3
>3
Msaade
edilmez
Kusurlarn
en ok
toplam
ykseklii
h 0,4 t
veya
0,25 a
Msaade
edilmez
Kusurlarn
en ok
toplam
ykseklii
h 0,3 t
veya 0,2
a
Msaade
edilmez
Kusurlarn
en ok
toplam
ykseklii
h 0,2t
veya
0,15 a
4. oklu kusurlar
4.1 Hibiri
Her bir
kesitteki oklu
kusurlar a).
En olumsuz
birletirme
aralndaki
enine kesit
(macrograph).
h1+h2+h3+h4+h5 = h
19
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
izelge 1 in devam
No
ISO 65201e gre
referans
no
Kusur
tantm
Notlar
4.1
4.2
Hi biri
Boyuna
ynde
izdm
veya enine
kesit alan
h1+h2+h3+h4+h5 = h
Durum 1 ( D > l3 )
h1 x l1+h2 x l2+h3 x l3 = hx l
20
t
mm
Kalite seviyeleri iin kusur
snrlar
D
C
B
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
izelge 1 in devam
No
ISO 65201e gre
referans
no
4.2
Kusur
tantm
Notlar
t
mm
Durum 2 ( D < l3 )
0,5
Kalite seviyeleri iin kusur
snrlar
D
C
B
hxl
%16
hxl
%8
hxl
%4
hxl alanlarnn toplam lp x wp
deerlendirme alannn yzdesi
olarak hesaplanmaldr (Durum
1).
ayet D birbirine komu olan
kusurlarn daha ksa uzunlukta
olanndan daha kk ise, iki
kusurun tam birletirilmi alan
kusurlarn toplam olarak kabul
edilmelidir.
(Durum 2).
Not: Bilgi iin Ek Aya da bakn.
a)
Ek Bye bakn.
21
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
Ek A
(Bilgi iin)
Kusurlarn yzde tayini iin rnekler
Aadaki ekiller farkl kusur yzdelerinin tantmn verir. Bu ekiller radyograflar ve krk yzeyler
zerindeki kusurlarn deerlendirilmesini desteklemelidir.
ekil A.1 - % 1 yzey,15 gzenek, d=1mm
ekil A.2 - % 1,5 yzey, 23 gzenek, d=1mm
ekil A.3 - % 2 yzey, 30 gzenek, d=1mm
22
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
ekil A.4 - % 2,5 yzey, 38 gzenek, d=1mm
ekil A. 5 - % 3 yzey, 45 gzenek, d=1mm
ekil A.6 - % 4 yzey, 61 gzenek, d=1mm
23
ICS 25.160.40
TRK STANDARDI
ekil A.7 - % 5 yzey, 76 gzenek, d=1mm
ekil A.8 - % 8 yzey,122 gzenek, d=1mm
ekil A.9 - % 16 yzey, 244 gzenek, d=1mm
24
TS EN ISO 5817/Revizyon
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
Ek B
(Bilgi iin)
Bu standardn kullanlmas iin ilve bilgi ve klavuz
Bu standard, elik, nikel, titanyum ve alamlarnn kaynakl birletirmelerinde, ergitme kaynak ilemleriyle
(demet kayna hari) 0,5 mmye eit veya daha fazla kaynak kalnlklarnda kabul seviyesi iin artlar
belirler. Uygulanabildiinde, dier ergitme kaynak ilemleri veya kaynak kalnlklar iin kullanlabilir.
Farkl bileenler, ok sk olarak farkl uygulamalar ancak benzer artlar iin imal edilir. Bununla beraber,
iin ayn kriterlere gre yaplmasn garanti altna almak iin farkl atlyelerde imal edilen ayn bileenlere
ayn artlar uygulanmaldr. Bu standardn srekli uygulamalar, kaynakl yaplarn imaltnda kullanlan bir
kalite gvencesi sisteminin ana esaslarndan biridir.
oklu kusurlarn bileimi, verilen ekiller, st ste konulan bamsz kusurlarn bir teorik olaslln
gsterir. Byle bir durumda, btn msaade edilebilen sapmalarn toplam, farkl kusurlar iin ngrlen
deerlerle snrlanm olmaldr. Yani tek bir kusurun snr deeri, rnein tek bir delik iin u hyi
amamaldr.
Bu standard, kaynan kesitini gsteren fotografik bytmeler ve/veya yeniden retilmi radyograflar ve kk
taraf ve yzeyi gsteren fotoraflar vastasyla eitli kalite seviyeleri iin kabul edilebilir kusurlarn
boyutlarn gsteren gerek resimli bir katalogla birlikte kullanlabilir. International Institute of Welding
(IIW) ve Deutscher Verlag fr Schweien und verwandte Verfahren, Dsseldorf.tarafndan yaynlanan "ISO
5817ye gre kaynak kusurlarnn deerlendirilmesi iin referans radyograflar" byle bir katoloa rnek
verilebilir. Bu katalog eitli kusurlarn deerlendirilmesi iin referans kartlarla ve msaade edilebilir kusur
boyutlar ynnden gr farkllklar olduunda kullanlabilir.
25
ICS 25.160.40
TRK STANDARDI
TS EN ISO 5817/Revizyon
Kaynaklar
1)
ISO 13919-1:1996, Welding Electron and laser beam welded joints Guidance on quality levels for
imperfections Part 1: Steel
2)
ISO 17635, Non destructive examination of welds General rules for fusion wells in metallic materials
26
You might also like
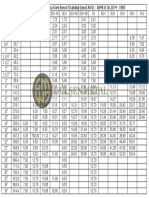
- ASME Boru Et KalınlıklarıDocument1 pageASME Boru Et KalınlıklarıMustafaSaylavNo ratings yet
- Depolama Tankları Hidrostatik Test ProsedürüDocument2 pagesDepolama Tankları Hidrostatik Test ProsedürüMustafaSaylav100% (1)
- ASME Boru Et KalınlıklarıDocument1 pageASME Boru Et KalınlıklarıMustafaSaylavNo ratings yet
- TS en 13445 4 PDFDocument51 pagesTS en 13445 4 PDFMustafaSaylav50% (2)
- Cıvata Somun Yük TestleriDocument1 pageCıvata Somun Yük TestleriMustafaSaylavNo ratings yet
- TS en ISO 5817 Kaynaklı Birleştirmeler, Kalite SeviyeleriDocument30 pagesTS en ISO 5817 Kaynaklı Birleştirmeler, Kalite SeviyeleriMustafaSaylavNo ratings yet