
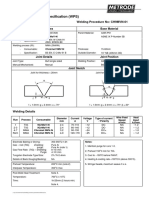
Preliminary Welding Procedure Specification (PWPS)
Preliminary Welding Procedure Specification (PWPS)
You might also like
- QW-482 201.1Document2 pagesQW-482 201.1Barwin CruzNo ratings yet
- Asme Ix - WPS - Gtaw Fcaw Gmaw PDFDocument1 pageAsme Ix - WPS - Gtaw Fcaw Gmaw PDFThe Welding Inspections CommunityNo ratings yet
- Preliminary Welding Procedure Specification: Code: EN ISO 15609-1Document2 pagesPreliminary Welding Procedure Specification: Code: EN ISO 15609-1wentropremNo ratings yet
- Sa 516 GR 70 WPSDocument5 pagesSa 516 GR 70 WPSRajesh Owaiyar71% (7)
- PQR TipsDocument4 pagesPQR TipsWaqas WaqasNo ratings yet
- Univeral WPS For Pipe To Plate Fillet Welding (6800009)Document1 pageUniveral WPS For Pipe To Plate Fillet Welding (6800009)Ibrahim shaikNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Ramadhan AdityaNo ratings yet
- PT Kuwera Karya Me: PanduDocument2 pagesPT Kuwera Karya Me: PanduGalang Pratama PutraNo ratings yet
- WPS SampleDocument182 pagesWPS Sampleaymenfr23No ratings yet
- WQT Form (ASME) 04-23Document1 pageWQT Form (ASME) 04-23hanz bermejoNo ratings yet
- Template BUTTDocument1 pageTemplate BUTTDylan TriggNo ratings yet
- Welding Procedure Welding Procedure Specification SpecificationDocument2 pagesWelding Procedure Welding Procedure Specification SpecificationHamid MansouriNo ratings yet
- WPS BhelDocument2 pagesWPS BhelpradhankruhsnaNo ratings yet
- WPS 05Document4 pagesWPS 05Naqqash SajidNo ratings yet
- WPS ExampleDocument2 pagesWPS ExampleMarcio Jr.No ratings yet
- Welding Procedure Specification (WPS) : Standard Applicable: BS EN ISO 15609 1:2019 & BS EN ISO 15614 1: 2017 Level 2Document2 pagesWelding Procedure Specification (WPS) : Standard Applicable: BS EN ISO 15609 1:2019 & BS EN ISO 15614 1: 2017 Level 2phong NguyenduyNo ratings yet
- WPS Updated PDFDocument2 pagesWPS Updated PDFRaja Muaz Ahmad KhanNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- JTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackDocument19 pagesJTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackWarren LeeNo ratings yet
- Sa 387Document29 pagesSa 387Ali VarmazyarNo ratings yet
- WPQ-1083 3G PDFDocument2 pagesWPQ-1083 3G PDFduendex360100% (1)
- Wps GT 9b Cvn90 Rev 1 PDFDocument6 pagesWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document2 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Emmanuel Loayza100% (1)
- Form Qw-483 Suggested Format For Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record Actual Variables Used To Weld Test CouponDocument2 pagesForm Qw-483 Suggested Format For Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record Actual Variables Used To Weld Test CouponMijanur Rahman100% (1)
- Slamet WPQRDocument1 pageSlamet WPQRChandra Bintang W.PNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- 193 Gmaw Zug Asme (Andhika Rolando 3g) WPQDocument1 page193 Gmaw Zug Asme (Andhika Rolando 3g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- WPS PQR-05Document10 pagesWPS PQR-05Ranjan KumarNo ratings yet
- Equivalent ASME en MaterialsDocument3 pagesEquivalent ASME en MaterialsChee WeiNo ratings yet
- Sa 516 WPQDocument1 pageSa 516 WPQElgen IgloriaNo ratings yet
- SS WPSDocument1 pageSS WPSMOHAMEDABBASNo ratings yet
- Welding Procedure Specification (WPS) : in The Outer TubeDocument1 pageWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaNo ratings yet
- WPS ListDocument2 pagesWPS ListAdeel OmerNo ratings yet
- WPS PQR PDFDocument23 pagesWPS PQR PDFtomj9104No ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad Pathan100% (1)
- Welding Procedure Specification (WPS) : N.A N.ADocument1 pageWelding Procedure Specification (WPS) : N.A N.AMajdi Jerbi100% (1)
- ASME IX Sample WPS GTAW SMAWDocument1 pageASME IX Sample WPS GTAW SMAWDeepak ShrivastavNo ratings yet
- WPQR2Document3 pagesWPQR2Thanasis KyrgiazoglouNo ratings yet
- Indt QCP RT HJ 05NDocument14 pagesIndt QCP RT HJ 05NAsad Bin Ala QatariNo ratings yet
- PQR Saw ProcessDocument1 pagePQR Saw ProcessARUL ARON JOSENo ratings yet
- QW 483Document2 pagesQW 483delta lab sangliNo ratings yet
- Welding Procedure Specification (WPS)Document6 pagesWelding Procedure Specification (WPS)Mohamad Marwan HamwiNo ratings yet
- WPS MS 01C Rev. 0Document1 pageWPS MS 01C Rev. 0alinor_tnNo ratings yet
- S.No SL - No Mogura Deuma Two Tee's One I Two Tee's Du. No Web TCK, MM Flange TCK, MM Width, MM Length, MMDocument12 pagesS.No SL - No Mogura Deuma Two Tee's One I Two Tee's Du. No Web TCK, MM Flange TCK, MM Width, MM Length, MMRajiv DamodarNo ratings yet
- WPS-CS-113 Rev.1Document2 pagesWPS-CS-113 Rev.1Muhammad Bilal100% (1)
- 1 5 1Document5 pages1 5 1daemsalNo ratings yet
- Blank Sample PQR Form (GMAW & FCAW - Page 1) Procedure Qualification Record (PQR)Document2 pagesBlank Sample PQR Form (GMAW & FCAW - Page 1) Procedure Qualification Record (PQR)GMNo ratings yet
- OCS Prel WPS 007Document2 pagesOCS Prel WPS 007vinothNo ratings yet
- Eil WPSDocument28 pagesEil WPSRanjan Kumar0% (1)
- WPS Qualify To DNV-OS-C401 - SampleDocument12 pagesWPS Qualify To DNV-OS-C401 - SampleBien NguyenDuyNo ratings yet
- Graycor WPS 19 SampleDocument5 pagesGraycor WPS 19 SampleRaul SebastiamNo ratings yet
- ABout Preheat Before WeldingDocument2 pagesABout Preheat Before WeldingHary Olya AdriansyahNo ratings yet
- Ingress Fabricators Sdn. BHD.: Preliminary Welding Procedure Specification - Repair (PWPS-R) Repair 1 & Repair 2Document2 pagesIngress Fabricators Sdn. BHD.: Preliminary Welding Procedure Specification - Repair (PWPS-R) Repair 1 & Repair 2eskim00No ratings yet
- MOS Welding WorksDocument4 pagesMOS Welding WorksTuyen Nguyen100% (1)
- WPS 0250Document1 pageWPS 0250igorspirkoskiNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKAnonymous Ij6VfaNo ratings yet
- Example of Exothermic ReactionDocument6 pagesExample of Exothermic ReactionAzriNo ratings yet
- Product Data Sheet OK 55.00: E 'Manual Metal-Arc Welding' ESAB AB SwedenDocument2 pagesProduct Data Sheet OK 55.00: E 'Manual Metal-Arc Welding' ESAB AB SwedenAzriNo ratings yet
- Equipment Data Requisition Sheet C4 Intermediate Vessel 5210-V-101Document8 pagesEquipment Data Requisition Sheet C4 Intermediate Vessel 5210-V-101AzriNo ratings yet
- 110 Filarc 76SDocument1 page110 Filarc 76SAzriNo ratings yet
- Geomatics Sko 13 Hgis 074 Supg B Sea HorizonDocument1 pageGeomatics Sko 13 Hgis 074 Supg B Sea HorizonAzriNo ratings yet































































Download as xlsx, pdf, or txt
You might also like
- QW-482 201.1Document2 pagesQW-482 201.1Barwin CruzNo ratings yet
- Asme Ix - WPS - Gtaw Fcaw Gmaw PDFDocument1 pageAsme Ix - WPS - Gtaw Fcaw Gmaw PDFThe Welding Inspections CommunityNo ratings yet
- Preliminary Welding Procedure Specification: Code: EN ISO 15609-1Document2 pagesPreliminary Welding Procedure Specification: Code: EN ISO 15609-1wentropremNo ratings yet
- Sa 516 GR 70 WPSDocument5 pagesSa 516 GR 70 WPSRajesh Owaiyar71% (7)
- PQR TipsDocument4 pagesPQR TipsWaqas WaqasNo ratings yet
- Univeral WPS For Pipe To Plate Fillet Welding (6800009)Document1 pageUniveral WPS For Pipe To Plate Fillet Welding (6800009)Ibrahim shaikNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Ramadhan AdityaNo ratings yet
- PT Kuwera Karya Me: PanduDocument2 pagesPT Kuwera Karya Me: PanduGalang Pratama PutraNo ratings yet
- WPS SampleDocument182 pagesWPS Sampleaymenfr23No ratings yet
- WQT Form (ASME) 04-23Document1 pageWQT Form (ASME) 04-23hanz bermejoNo ratings yet
- Template BUTTDocument1 pageTemplate BUTTDylan TriggNo ratings yet
- Welding Procedure Welding Procedure Specification SpecificationDocument2 pagesWelding Procedure Welding Procedure Specification SpecificationHamid MansouriNo ratings yet
- WPS BhelDocument2 pagesWPS BhelpradhankruhsnaNo ratings yet
- WPS 05Document4 pagesWPS 05Naqqash SajidNo ratings yet
- WPS ExampleDocument2 pagesWPS ExampleMarcio Jr.No ratings yet
- Welding Procedure Specification (WPS) : Standard Applicable: BS EN ISO 15609 1:2019 & BS EN ISO 15614 1: 2017 Level 2Document2 pagesWelding Procedure Specification (WPS) : Standard Applicable: BS EN ISO 15609 1:2019 & BS EN ISO 15614 1: 2017 Level 2phong NguyenduyNo ratings yet
- WPS Updated PDFDocument2 pagesWPS Updated PDFRaja Muaz Ahmad KhanNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- JTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackDocument19 pagesJTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackWarren LeeNo ratings yet
- Sa 387Document29 pagesSa 387Ali VarmazyarNo ratings yet
- WPQ-1083 3G PDFDocument2 pagesWPQ-1083 3G PDFduendex360100% (1)
- Wps GT 9b Cvn90 Rev 1 PDFDocument6 pagesWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document2 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Emmanuel Loayza100% (1)
- Form Qw-483 Suggested Format For Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record Actual Variables Used To Weld Test CouponDocument2 pagesForm Qw-483 Suggested Format For Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record Actual Variables Used To Weld Test CouponMijanur Rahman100% (1)
- Slamet WPQRDocument1 pageSlamet WPQRChandra Bintang W.PNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- 193 Gmaw Zug Asme (Andhika Rolando 3g) WPQDocument1 page193 Gmaw Zug Asme (Andhika Rolando 3g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- WPS PQR-05Document10 pagesWPS PQR-05Ranjan KumarNo ratings yet
- Equivalent ASME en MaterialsDocument3 pagesEquivalent ASME en MaterialsChee WeiNo ratings yet
- Sa 516 WPQDocument1 pageSa 516 WPQElgen IgloriaNo ratings yet
- SS WPSDocument1 pageSS WPSMOHAMEDABBASNo ratings yet
- Welding Procedure Specification (WPS) : in The Outer TubeDocument1 pageWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaNo ratings yet
- WPS ListDocument2 pagesWPS ListAdeel OmerNo ratings yet
- WPS PQR PDFDocument23 pagesWPS PQR PDFtomj9104No ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad Pathan100% (1)
- Welding Procedure Specification (WPS) : N.A N.ADocument1 pageWelding Procedure Specification (WPS) : N.A N.AMajdi Jerbi100% (1)
- ASME IX Sample WPS GTAW SMAWDocument1 pageASME IX Sample WPS GTAW SMAWDeepak ShrivastavNo ratings yet
- WPQR2Document3 pagesWPQR2Thanasis KyrgiazoglouNo ratings yet
- Indt QCP RT HJ 05NDocument14 pagesIndt QCP RT HJ 05NAsad Bin Ala QatariNo ratings yet
- PQR Saw ProcessDocument1 pagePQR Saw ProcessARUL ARON JOSENo ratings yet
- QW 483Document2 pagesQW 483delta lab sangliNo ratings yet
- Welding Procedure Specification (WPS)Document6 pagesWelding Procedure Specification (WPS)Mohamad Marwan HamwiNo ratings yet
- WPS MS 01C Rev. 0Document1 pageWPS MS 01C Rev. 0alinor_tnNo ratings yet
- S.No SL - No Mogura Deuma Two Tee's One I Two Tee's Du. No Web TCK, MM Flange TCK, MM Width, MM Length, MMDocument12 pagesS.No SL - No Mogura Deuma Two Tee's One I Two Tee's Du. No Web TCK, MM Flange TCK, MM Width, MM Length, MMRajiv DamodarNo ratings yet
- WPS-CS-113 Rev.1Document2 pagesWPS-CS-113 Rev.1Muhammad Bilal100% (1)
- 1 5 1Document5 pages1 5 1daemsalNo ratings yet
- Blank Sample PQR Form (GMAW & FCAW - Page 1) Procedure Qualification Record (PQR)Document2 pagesBlank Sample PQR Form (GMAW & FCAW - Page 1) Procedure Qualification Record (PQR)GMNo ratings yet
- OCS Prel WPS 007Document2 pagesOCS Prel WPS 007vinothNo ratings yet
- Eil WPSDocument28 pagesEil WPSRanjan Kumar0% (1)
- WPS Qualify To DNV-OS-C401 - SampleDocument12 pagesWPS Qualify To DNV-OS-C401 - SampleBien NguyenDuyNo ratings yet
- Graycor WPS 19 SampleDocument5 pagesGraycor WPS 19 SampleRaul SebastiamNo ratings yet
- ABout Preheat Before WeldingDocument2 pagesABout Preheat Before WeldingHary Olya AdriansyahNo ratings yet
- Ingress Fabricators Sdn. BHD.: Preliminary Welding Procedure Specification - Repair (PWPS-R) Repair 1 & Repair 2Document2 pagesIngress Fabricators Sdn. BHD.: Preliminary Welding Procedure Specification - Repair (PWPS-R) Repair 1 & Repair 2eskim00No ratings yet
- MOS Welding WorksDocument4 pagesMOS Welding WorksTuyen Nguyen100% (1)
- WPS 0250Document1 pageWPS 0250igorspirkoskiNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKAnonymous Ij6VfaNo ratings yet
- Example of Exothermic ReactionDocument6 pagesExample of Exothermic ReactionAzriNo ratings yet
- Product Data Sheet OK 55.00: E 'Manual Metal-Arc Welding' ESAB AB SwedenDocument2 pagesProduct Data Sheet OK 55.00: E 'Manual Metal-Arc Welding' ESAB AB SwedenAzriNo ratings yet
- Equipment Data Requisition Sheet C4 Intermediate Vessel 5210-V-101Document8 pagesEquipment Data Requisition Sheet C4 Intermediate Vessel 5210-V-101AzriNo ratings yet
- 110 Filarc 76SDocument1 page110 Filarc 76SAzriNo ratings yet
- Geomatics Sko 13 Hgis 074 Supg B Sea HorizonDocument1 pageGeomatics Sko 13 Hgis 074 Supg B Sea HorizonAzriNo ratings yet