
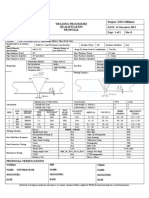
WPQP 6gr Smaw API 5lx52 Od6inch 14mm 18mm (Approved)
WPQP 6gr Smaw API 5lx52 Od6inch 14mm 18mm (Approved)
You might also like
- Isometric Pipe Support SymbolsDocument1 pageIsometric Pipe Support Symbolsufomski0% (1)
- 550 Gallon Stainless Steel Ibc Center Discharge SheetDocument1 page550 Gallon Stainless Steel Ibc Center Discharge SheetGioNo ratings yet
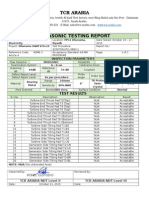
- Ultrasonic Testing ReportsDocument1 pageUltrasonic Testing ReportsRonel John Rodriguez CustodioNo ratings yet
- Ultrasonic Testing ReportDocument2 pagesUltrasonic Testing ReportRonel John Rodriguez Custodio100% (1)
- WPQP 6g Smaw API 5lx52 Od10inch 15.9mmDocument1 pageWPQP 6g Smaw API 5lx52 Od10inch 15.9mmufomskiNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name Daterohitbhat2345No ratings yet
- WPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmDocument1 pageWPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmufomski100% (1)
- WPQP 6g Smaw A135 Gr.a Od2inch 5.54mm (Approved)Document1 pageWPQP 6g Smaw A135 Gr.a Od2inch 5.54mm (Approved)ufomskiNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Record of Welder Qualification Test WQR NO: SD006 DATE: 24.07.2014Document2 pagesRecord of Welder Qualification Test WQR NO: SD006 DATE: 24.07.2014cisar0007No ratings yet
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Document2 pagesLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNo ratings yet
- WPS - 016Document11 pagesWPS - 016MAT-LIONNo ratings yet
- Errata D1.1 D1.1M 2020Document19 pagesErrata D1.1 D1.1M 2020JohnNo ratings yet
- Prestige Engineering L.L.C: Welding Procedure Specification (WPS)Document24 pagesPrestige Engineering L.L.C: Welding Procedure Specification (WPS)Sarathiraja SekarNo ratings yet
- Welding Procedure Specification (WPS) : in The Outer TubeDocument1 pageWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaNo ratings yet
- Safety Comittee Report: Company Logo and Name Time Date VenueDocument2 pagesSafety Comittee Report: Company Logo and Name Time Date VenueHiren Maheta0% (1)
- Gmaw STTDocument4 pagesGmaw STTAnonymous 0rt9KWmNNo ratings yet
- Wps Model 2 PDFDocument17 pagesWps Model 2 PDFbeyNo ratings yet
- RTCC Manual WPS Approval WE-WPS-001Document7 pagesRTCC Manual WPS Approval WE-WPS-001Akansha SharmaNo ratings yet
- WPS PQR 12 PDFDocument9 pagesWPS PQR 12 PDFVinay YadavNo ratings yet
- WPS PQR PDFDocument23 pagesWPS PQR PDFAhmad Daniel100% (1)
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Document2 pagesWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabNo ratings yet
- WPS List For Piping: (Asme Section Ix)Document2 pagesWPS List For Piping: (Asme Section Ix)Ali MoosaviNo ratings yet
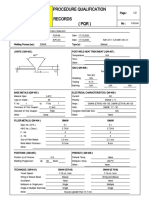
- Procedure Qualification Records (PQR) : KAL.f.009 REV:01 01.07.2002Document2 pagesProcedure Qualification Records (PQR) : KAL.f.009 REV:01 01.07.2002Walid BdeirNo ratings yet
- Pipe Welding Traceability Record (Rev 01) As On 1st June 2018Document1,913 pagesPipe Welding Traceability Record (Rev 01) As On 1st June 2018gomathyselvi100% (1)
- Utoc Preliminary Wps Shell Project 270807 PDFDocument55 pagesUtoc Preliminary Wps Shell Project 270807 PDFErick HoganNo ratings yet
- WPS ListDocument2 pagesWPS ListAdeel OmerNo ratings yet
- 1 WPS & PQRDocument2 pages1 WPS & PQRManoranjan sharmaNo ratings yet
- Welding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Document15 pagesWelding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Felipe Vásquez ArribasplataNo ratings yet
- WPS - D1.1Document1 pageWPS - D1.1Nam_HitechNo ratings yet
- PQR Editable SampleDocument2 pagesPQR Editable SampleKoya ThangalNo ratings yet
- SLB Check List-1Document2 pagesSLB Check List-1Jitendra BhosaleNo ratings yet
- Hemps 11.100 A1Document33 pagesHemps 11.100 A1हेमंत कुमार मीणाNo ratings yet
- Quality Docs DEP 17 0803Document7 pagesQuality Docs DEP 17 0803Edwin MPNo ratings yet
- Wps S - Ea-6gr-01.Doc Rev2 j4662Document1 pageWps S - Ea-6gr-01.Doc Rev2 j4662cisar0007No ratings yet
- ASME P NumbersDocument1 pageASME P NumbersFahri Risfa ZulfiNo ratings yet
- PWPS 013 PRDocument2 pagesPWPS 013 PRRenjith Gopan100% (1)
- WPS FGPDocument1 pageWPS FGPShabbir HussainNo ratings yet
- QC - Consumables Colour Coding and IdentificationDocument3 pagesQC - Consumables Colour Coding and IdentificationfizanlaminNo ratings yet
- 12.6 Welding Procedures List (Li-002)Document31 pages12.6 Welding Procedures List (Li-002)Ana GameroNo ratings yet
- Inspection Plan - NDTDocument4 pagesInspection Plan - NDTgymadniNo ratings yet
- 6GR WPS PQR PDFDocument15 pages6GR WPS PQR PDFerwincalvoNo ratings yet
- VLG02 NGUYEN QUANG TUAN - 6G Duplex, T 18.26mmDocument3 pagesVLG02 NGUYEN QUANG TUAN - 6G Duplex, T 18.26mmTuTuy AnNo ratings yet
- Class P6A6Document24 pagesClass P6A6SalimNo ratings yet
- Pm01988 Ge WG 5 1-8'' 10k SSV - Phase IDocument2 pagesPm01988 Ge WG 5 1-8'' 10k SSV - Phase IAbu UmarNo ratings yet
- 10 NDE ControlDocument6 pages10 NDE ControlShahbaz AlamNo ratings yet
- Name: Nihat First Name (S) : WPQ N°: TUR-19-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWDocument2 pagesName: Nihat First Name (S) : WPQ N°: TUR-19-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWSabit CirdiNo ratings yet
- Inspection and Quality Control in ManufacturingDocument598 pagesInspection and Quality Control in Manufacturingsaeed.pdNo ratings yet
- d1.1 Fcaw Unlimited Test Plate ConfigurationDocument77 pagesd1.1 Fcaw Unlimited Test Plate ConfigurationJuan Martinez100% (1)
- Premier Engineering Industries: List of WPS/PQRDocument1 pagePremier Engineering Industries: List of WPS/PQRBalkishan DyavanapellyNo ratings yet
- WPS 05Document4 pagesWPS 05Naqqash SajidNo ratings yet
- Fit-Up and Daily Welding Visual Inspection ReportDocument1 pageFit-Up and Daily Welding Visual Inspection ReportAws AbduljaleelNo ratings yet
- A286 GIGLM 1004 PJ DOC QAR R 0006 Welding ConsumableDocument8 pagesA286 GIGLM 1004 PJ DOC QAR R 0006 Welding ConsumableMahesh PanditNo ratings yet
- Hardness Pro Form1Document2 pagesHardness Pro Form1gst ajah100% (1)
- WPQ Sunil Yadav W-13 PQR 003 Smaw - PipeDocument1 pageWPQ Sunil Yadav W-13 PQR 003 Smaw - Pipeharshileng3992100% (1)
- Hust WPS Gtaw - Smaw 6GDocument4 pagesHust WPS Gtaw - Smaw 6GtruongtrungplhdNo ratings yet
- Limak - Sawaed WpsDocument1 pageLimak - Sawaed WpsAlam MD SazidNo ratings yet
- BQ-ZUL-0XX10 Welding Consumable ControlDocument10 pagesBQ-ZUL-0XX10 Welding Consumable ControlRAMAKRISHNANo ratings yet
- Insulation Inspection ReportDocument1 pageInsulation Inspection ReportKarthikNo ratings yet
- WPS Format For AWS D1.1 - WPS - SMAWDocument1 pageWPS Format For AWS D1.1 - WPS - SMAWThe Welding Inspections CommunityNo ratings yet
- Welder Qualification Manual Revision 5Document20 pagesWelder Qualification Manual Revision 5Hugo RodriguezNo ratings yet
- WPQP 6g Smaw API 5lx52 Od10inch 15.9mmDocument1 pageWPQP 6g Smaw API 5lx52 Od10inch 15.9mmufomskiNo ratings yet
- WPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmDocument1 pageWPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmufomski100% (1)
- WPQP 6g Smaw A135 Gr.a Od2inch 5.54mm (Approved)Document1 pageWPQP 6g Smaw A135 Gr.a Od2inch 5.54mm (Approved)ufomskiNo ratings yet
- Schedules & Fees.Document2 pagesSchedules & Fees.ufomskiNo ratings yet



























































Download as doc, pdf, or txt
You might also like
- Isometric Pipe Support SymbolsDocument1 pageIsometric Pipe Support Symbolsufomski0% (1)
- 550 Gallon Stainless Steel Ibc Center Discharge SheetDocument1 page550 Gallon Stainless Steel Ibc Center Discharge SheetGioNo ratings yet
- Ultrasonic Testing ReportsDocument1 pageUltrasonic Testing ReportsRonel John Rodriguez CustodioNo ratings yet
- Ultrasonic Testing ReportDocument2 pagesUltrasonic Testing ReportRonel John Rodriguez Custodio100% (1)
- WPQP 6g Smaw API 5lx52 Od10inch 15.9mmDocument1 pageWPQP 6g Smaw API 5lx52 Od10inch 15.9mmufomskiNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name Daterohitbhat2345No ratings yet
- WPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmDocument1 pageWPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmufomski100% (1)
- WPQP 6g Smaw A135 Gr.a Od2inch 5.54mm (Approved)Document1 pageWPQP 6g Smaw A135 Gr.a Od2inch 5.54mm (Approved)ufomskiNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Record of Welder Qualification Test WQR NO: SD006 DATE: 24.07.2014Document2 pagesRecord of Welder Qualification Test WQR NO: SD006 DATE: 24.07.2014cisar0007No ratings yet
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Document2 pagesLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNo ratings yet
- WPS - 016Document11 pagesWPS - 016MAT-LIONNo ratings yet
- Errata D1.1 D1.1M 2020Document19 pagesErrata D1.1 D1.1M 2020JohnNo ratings yet
- Prestige Engineering L.L.C: Welding Procedure Specification (WPS)Document24 pagesPrestige Engineering L.L.C: Welding Procedure Specification (WPS)Sarathiraja SekarNo ratings yet
- Welding Procedure Specification (WPS) : in The Outer TubeDocument1 pageWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaNo ratings yet
- Safety Comittee Report: Company Logo and Name Time Date VenueDocument2 pagesSafety Comittee Report: Company Logo and Name Time Date VenueHiren Maheta0% (1)
- Gmaw STTDocument4 pagesGmaw STTAnonymous 0rt9KWmNNo ratings yet
- Wps Model 2 PDFDocument17 pagesWps Model 2 PDFbeyNo ratings yet
- RTCC Manual WPS Approval WE-WPS-001Document7 pagesRTCC Manual WPS Approval WE-WPS-001Akansha SharmaNo ratings yet
- WPS PQR 12 PDFDocument9 pagesWPS PQR 12 PDFVinay YadavNo ratings yet
- WPS PQR PDFDocument23 pagesWPS PQR PDFAhmad Daniel100% (1)
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Document2 pagesWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabNo ratings yet
- WPS List For Piping: (Asme Section Ix)Document2 pagesWPS List For Piping: (Asme Section Ix)Ali MoosaviNo ratings yet
- Procedure Qualification Records (PQR) : KAL.f.009 REV:01 01.07.2002Document2 pagesProcedure Qualification Records (PQR) : KAL.f.009 REV:01 01.07.2002Walid BdeirNo ratings yet
- Pipe Welding Traceability Record (Rev 01) As On 1st June 2018Document1,913 pagesPipe Welding Traceability Record (Rev 01) As On 1st June 2018gomathyselvi100% (1)
- Utoc Preliminary Wps Shell Project 270807 PDFDocument55 pagesUtoc Preliminary Wps Shell Project 270807 PDFErick HoganNo ratings yet
- WPS ListDocument2 pagesWPS ListAdeel OmerNo ratings yet
- 1 WPS & PQRDocument2 pages1 WPS & PQRManoranjan sharmaNo ratings yet
- Welding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Document15 pagesWelding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Felipe Vásquez ArribasplataNo ratings yet
- WPS - D1.1Document1 pageWPS - D1.1Nam_HitechNo ratings yet
- PQR Editable SampleDocument2 pagesPQR Editable SampleKoya ThangalNo ratings yet
- SLB Check List-1Document2 pagesSLB Check List-1Jitendra BhosaleNo ratings yet
- Hemps 11.100 A1Document33 pagesHemps 11.100 A1हेमंत कुमार मीणाNo ratings yet
- Quality Docs DEP 17 0803Document7 pagesQuality Docs DEP 17 0803Edwin MPNo ratings yet
- Wps S - Ea-6gr-01.Doc Rev2 j4662Document1 pageWps S - Ea-6gr-01.Doc Rev2 j4662cisar0007No ratings yet
- ASME P NumbersDocument1 pageASME P NumbersFahri Risfa ZulfiNo ratings yet
- PWPS 013 PRDocument2 pagesPWPS 013 PRRenjith Gopan100% (1)
- WPS FGPDocument1 pageWPS FGPShabbir HussainNo ratings yet
- QC - Consumables Colour Coding and IdentificationDocument3 pagesQC - Consumables Colour Coding and IdentificationfizanlaminNo ratings yet
- 12.6 Welding Procedures List (Li-002)Document31 pages12.6 Welding Procedures List (Li-002)Ana GameroNo ratings yet
- Inspection Plan - NDTDocument4 pagesInspection Plan - NDTgymadniNo ratings yet
- 6GR WPS PQR PDFDocument15 pages6GR WPS PQR PDFerwincalvoNo ratings yet
- VLG02 NGUYEN QUANG TUAN - 6G Duplex, T 18.26mmDocument3 pagesVLG02 NGUYEN QUANG TUAN - 6G Duplex, T 18.26mmTuTuy AnNo ratings yet
- Class P6A6Document24 pagesClass P6A6SalimNo ratings yet
- Pm01988 Ge WG 5 1-8'' 10k SSV - Phase IDocument2 pagesPm01988 Ge WG 5 1-8'' 10k SSV - Phase IAbu UmarNo ratings yet
- 10 NDE ControlDocument6 pages10 NDE ControlShahbaz AlamNo ratings yet
- Name: Nihat First Name (S) : WPQ N°: TUR-19-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWDocument2 pagesName: Nihat First Name (S) : WPQ N°: TUR-19-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWSabit CirdiNo ratings yet
- Inspection and Quality Control in ManufacturingDocument598 pagesInspection and Quality Control in Manufacturingsaeed.pdNo ratings yet
- d1.1 Fcaw Unlimited Test Plate ConfigurationDocument77 pagesd1.1 Fcaw Unlimited Test Plate ConfigurationJuan Martinez100% (1)
- Premier Engineering Industries: List of WPS/PQRDocument1 pagePremier Engineering Industries: List of WPS/PQRBalkishan DyavanapellyNo ratings yet
- WPS 05Document4 pagesWPS 05Naqqash SajidNo ratings yet
- Fit-Up and Daily Welding Visual Inspection ReportDocument1 pageFit-Up and Daily Welding Visual Inspection ReportAws AbduljaleelNo ratings yet
- A286 GIGLM 1004 PJ DOC QAR R 0006 Welding ConsumableDocument8 pagesA286 GIGLM 1004 PJ DOC QAR R 0006 Welding ConsumableMahesh PanditNo ratings yet
- Hardness Pro Form1Document2 pagesHardness Pro Form1gst ajah100% (1)
- WPQ Sunil Yadav W-13 PQR 003 Smaw - PipeDocument1 pageWPQ Sunil Yadav W-13 PQR 003 Smaw - Pipeharshileng3992100% (1)
- Hust WPS Gtaw - Smaw 6GDocument4 pagesHust WPS Gtaw - Smaw 6GtruongtrungplhdNo ratings yet
- Limak - Sawaed WpsDocument1 pageLimak - Sawaed WpsAlam MD SazidNo ratings yet
- BQ-ZUL-0XX10 Welding Consumable ControlDocument10 pagesBQ-ZUL-0XX10 Welding Consumable ControlRAMAKRISHNANo ratings yet
- Insulation Inspection ReportDocument1 pageInsulation Inspection ReportKarthikNo ratings yet
- WPS Format For AWS D1.1 - WPS - SMAWDocument1 pageWPS Format For AWS D1.1 - WPS - SMAWThe Welding Inspections CommunityNo ratings yet
- Welder Qualification Manual Revision 5Document20 pagesWelder Qualification Manual Revision 5Hugo RodriguezNo ratings yet
- WPQP 6g Smaw API 5lx52 Od10inch 15.9mmDocument1 pageWPQP 6g Smaw API 5lx52 Od10inch 15.9mmufomskiNo ratings yet
- WPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmDocument1 pageWPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmufomski100% (1)
- WPQP 6g Smaw A135 Gr.a Od2inch 5.54mm (Approved)Document1 pageWPQP 6g Smaw A135 Gr.a Od2inch 5.54mm (Approved)ufomskiNo ratings yet
- Schedules & Fees.Document2 pagesSchedules & Fees.ufomskiNo ratings yet