Download as pdf or txt
You might also like
- BSBINS603 - Assessment Task 2Document18 pagesBSBINS603 - Assessment Task 2Skylar Stella83% (6)
- Advanced: CATIA V5 WorkbookDocument44 pagesAdvanced: CATIA V5 Workbookemiliyonk100% (1)
- Chemraz: Superior Chemical ResistanceDocument33 pagesChemraz: Superior Chemical ResistanceDario BitettiNo ratings yet
- Using Sliding Mesh AnsysDocument38 pagesUsing Sliding Mesh AnsysChien Manh NguyenNo ratings yet
- CATIA V5 FEA Tutorials Release 20Document24 pagesCATIA V5 FEA Tutorials Release 20roandlucNo ratings yet
- C 611Document5 pagesC 611Asep TheaNo ratings yet
- FAA Review of Construction Plans and SpecificationsDocument11 pagesFAA Review of Construction Plans and SpecificationsAnonymous vh1f95o8No ratings yet
- Static Testing For Composite Wing of A Two-SeaterDocument8 pagesStatic Testing For Composite Wing of A Two-SeatercemocanaysunNo ratings yet
- Stresses Around Re 00 Kun SDocument256 pagesStresses Around Re 00 Kun SManda Ramesh Babu100% (1)
- Solution Manual of Finite MathematicsDocument68 pagesSolution Manual of Finite MathematicsMohammed HamedNo ratings yet
- AMS 2452 Superfinishing of HVOF Applied Tungsten Carbide Coatings PDFDocument13 pagesAMS 2452 Superfinishing of HVOF Applied Tungsten Carbide Coatings PDFJose GasparNo ratings yet
- Howto Cause EffectDocument13 pagesHowto Cause EffectTarun RawalNo ratings yet
- R.drago Publications ListDocument14 pagesR.drago Publications Listidontlikeebooks100% (1)
- Selection and Installation of Aircraft Electric Equipment 飞机电气设备的选择和安装MIL-STD-7080Document26 pagesSelection and Installation of Aircraft Electric Equipment 飞机电气设备的选择和安装MIL-STD-7080qingtaoNo ratings yet
- Fourier Transforms - Approach To Scientific PrinciplesDocument482 pagesFourier Transforms - Approach To Scientific Principlesapjena100% (1)
- GD&T TipsDocument2 pagesGD&T TipsNaveen Kumar MadasettyNo ratings yet
- Heat and Mass Transfer Guia ARTICULOSDocument240 pagesHeat and Mass Transfer Guia ARTICULOSCarlos MartínezNo ratings yet
- Tolerancing Notes On 18.9Document29 pagesTolerancing Notes On 18.9Anantha KumarNo ratings yet
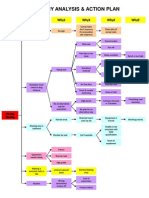
- Why-Why Analysis & Action Plan: Why5 Why4 Why3 Why2 Why1Document1 pageWhy-Why Analysis & Action Plan: Why5 Why4 Why3 Why2 Why1Adjat AbdurojakNo ratings yet
- Aircrfaft Reciprocating Engine Mock UpDocument13 pagesAircrfaft Reciprocating Engine Mock Upmamaadam02100% (1)
- AMTS-Composite Design 3Document10 pagesAMTS-Composite Design 3Mining HarsantiNo ratings yet
- Requirements Engineering in Scrum FrameworkDocument7 pagesRequirements Engineering in Scrum FrameworkCarlos QueirosNo ratings yet
- Mil PRF 121gDocument14 pagesMil PRF 121gacapocNo ratings yet
- Estimating Vertical Drag On Helicopter Fuselage During HoveringDocument7 pagesEstimating Vertical Drag On Helicopter Fuselage During HoveringPeter IjaramendiNo ratings yet
- V-G Flutter AnalysisDocument5 pagesV-G Flutter AnalysisAhmad ShaqeerNo ratings yet
- Vibration Damping Materials Procedures for Installation, Maintenance, Repairs 减震材料的安装、维护和维修程序,Mil-std-2148Document90 pagesVibration Damping Materials Procedures for Installation, Maintenance, Repairs 减震材料的安装、维护和维修程序,Mil-std-2148qingtaoNo ratings yet
- Converting Auto Engines For Aircraft Applications PDFDocument6 pagesConverting Auto Engines For Aircraft Applications PDFneonNo ratings yet
- Artigo - History - of - Flutter PDFDocument16 pagesArtigo - History - of - Flutter PDFRodrigo VerganiNo ratings yet
- Greene Tweed o Ring Catalog en PBDocument29 pagesGreene Tweed o Ring Catalog en PBDaniel Villaflor100% (1)
- 2 USDoD-ANC-18-Design of Wood Aircraft StructuresDocument242 pages2 USDoD-ANC-18-Design of Wood Aircraft Structuresd2meyerNo ratings yet
- CATIA V5R17 FRT Susp-Opt Bump SteerDocument28 pagesCATIA V5R17 FRT Susp-Opt Bump SteerBill HarbinNo ratings yet
- Ultrasonic FOR Aircraft: Faa Aero CenterDocument39 pagesUltrasonic FOR Aircraft: Faa Aero CenterdiegoetpNo ratings yet
- Introduction To Aircraft and Structural Components - IDocument15 pagesIntroduction To Aircraft and Structural Components - IVishal RajNo ratings yet
- Engr 22 Lec 20 Sp07 GDT 2 Bonus TolDocument28 pagesEngr 22 Lec 20 Sp07 GDT 2 Bonus TolpdmnbraoNo ratings yet
- Pipes Vs Tube - Good OneDocument3 pagesPipes Vs Tube - Good OneStephanie FlemingNo ratings yet
- Plastics FatigueDocument9 pagesPlastics FatigueAdrian SantosNo ratings yet
- GDT Trainer ProDocument2 pagesGDT Trainer Provaratharaj_mech1582No ratings yet
- Anna UniversityDocument4 pagesAnna UniversityAnonymous RJfsy8PtNo ratings yet
- Design Engineering of NitinolDocument16 pagesDesign Engineering of NitinolginejonathanNo ratings yet
- AAE556-Lecture 19 FlutterDocument19 pagesAAE556-Lecture 19 FlutterMS schNo ratings yet
- Brittle Facture of A Crane HookDocument10 pagesBrittle Facture of A Crane HookDarren ThoonNo ratings yet
- Wing Rib Stress Analysis and Design OptimizationDocument5 pagesWing Rib Stress Analysis and Design OptimizationNeeraja ManemNo ratings yet
- Form and PositionDocument54 pagesForm and PositionThangadurai Senthil Ram PrabhuNo ratings yet
- Tolerancing and Engineering StandardsDocument69 pagesTolerancing and Engineering StandardsAnoj pahathkumburaNo ratings yet
- DFMDocument4 pagesDFMMarko BrkicNo ratings yet
- Sheet Metal Design PDFDocument5 pagesSheet Metal Design PDFgunajiNo ratings yet
- M96SC05 Oleo StrutDocument6 pagesM96SC05 Oleo Strutchaumont12345No ratings yet
- Bolts TheoryDocument12 pagesBolts TheorybovingNo ratings yet
- 22 Understanding Clamping Force PDFDocument2 pages22 Understanding Clamping Force PDFAlexNo ratings yet
- LIGHT AIRPLANE DESIGN - L. PAZMANY (Original - ENG)Document88 pagesLIGHT AIRPLANE DESIGN - L. PAZMANY (Original - ENG)Migue100% (2)
- AMTS - Bond DesignDocument16 pagesAMTS - Bond DesignbenNo ratings yet
- Minimization of Warpage and Sink Index in InjectionDocument6 pagesMinimization of Warpage and Sink Index in InjectionS-HafizNomanNo ratings yet
- Guide To Compositesv5webpdfDocument73 pagesGuide To Compositesv5webpdfImamRNNo ratings yet
- Fits and TolerancesDocument26 pagesFits and TolerancesMaher ShehabNo ratings yet
- Sheetmetal DFM PDFDocument5 pagesSheetmetal DFM PDFsharan_nNo ratings yet
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionFrom EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionNo ratings yet
- Wind Wizard: Alan G. Davenport and the Art of Wind EngineeringFrom EverandWind Wizard: Alan G. Davenport and the Art of Wind EngineeringNo ratings yet
- Automotive Safety Integrity Level A Complete Guide - 2020 EditionFrom EverandAutomotive Safety Integrity Level A Complete Guide - 2020 EditionNo ratings yet
- Coating Adhesion Testing in Accordance With ASTM D4541Document3 pagesCoating Adhesion Testing in Accordance With ASTM D4541andNo ratings yet
- ASTM Precision and Bias StatementsDocument1 pageASTM Precision and Bias StatementsAndrew PiNo ratings yet
- Astm D 2583Document4 pagesAstm D 2583Mohammad Rawoof100% (4)
- STAUFF Catalogue 3 STAUFF Flanges EnglishDocument124 pagesSTAUFF Catalogue 3 STAUFF Flanges EnglishHaldirLeaoNo ratings yet
- IEC 60439-1 What About Type Tested AssembliesDocument29 pagesIEC 60439-1 What About Type Tested AssembliesHaldirLeaoNo ratings yet
- ITP Inspection-and-Test-Plan-for-Switchgear PDFDocument5 pagesITP Inspection-and-Test-Plan-for-Switchgear PDFHaldirLeao100% (1)
- RAYCHEM - EPP - 0608 Tubo Aislante Termocontraible MT PDFDocument2 pagesRAYCHEM - EPP - 0608 Tubo Aislante Termocontraible MT PDFHaldirLeaoNo ratings yet
- Bolt Torques - Stainless Steel, Brass Aluminum Bolts - Engineer's Handbook PDFDocument4 pagesBolt Torques - Stainless Steel, Brass Aluminum Bolts - Engineer's Handbook PDFHaldirLeaoNo ratings yet
- Jaquet T501 ManualDocument60 pagesJaquet T501 ManualHaldirLeaoNo ratings yet
- Dissertation Program EvaluationDocument6 pagesDissertation Program Evaluationlelajumpcont1986100% (1)
- Errors and Uncertainty in Experimental DataDocument12 pagesErrors and Uncertainty in Experimental DataKengkoy PascualNo ratings yet
- Energy and Buildings: F. Barreca, C.R. FicheraDocument7 pagesEnergy and Buildings: F. Barreca, C.R. FicheraFRANCESCONo ratings yet
- Analysis and Approaches Standard SpecimensDocument45 pagesAnalysis and Approaches Standard SpecimensLuma KangNo ratings yet
- 1.MH New Vstep 3 5 Writing Scoring Rubric (Analyze)Document3 pages1.MH New Vstep 3 5 Writing Scoring Rubric (Analyze)Hạnh Nguyễn PhươngNo ratings yet
- Mine Performance Task (1) - Grade 7 Reg Math (1st Quarter)Document1 pageMine Performance Task (1) - Grade 7 Reg Math (1st Quarter)Juliet RespicioNo ratings yet
- Ist2008 PDFDocument6 pagesIst2008 PDFZenithaMeidaNo ratings yet
- Research Article Systematic Process Analysis: When and How To Use ItDocument14 pagesResearch Article Systematic Process Analysis: When and How To Use ItJ LopezNo ratings yet
- KC N901 Smart Helmet - User ManualDocument48 pagesKC N901 Smart Helmet - User ManualWachito VelascoNo ratings yet
- Blaikie TriangulationDocument22 pagesBlaikie TriangulationresfreakNo ratings yet
- Caro 2013Document9 pagesCaro 2013avishekkgecNo ratings yet
- Syscal r1 PlusDocument2 pagesSyscal r1 PlusMauricio Santisteban Campos RoblesNo ratings yet
- Technion - Computer Science Department - Technical Report CS0055 - 1975Document25 pagesTechnion - Computer Science Department - Technical Report CS0055 - 1975MoltKeeNo ratings yet
- SADCAS TR 18 - Criteria For Validation and Quality Assurance in Microbiological Testing (Issue 1)Document37 pagesSADCAS TR 18 - Criteria For Validation and Quality Assurance in Microbiological Testing (Issue 1)Gregorius Baskara AjiNo ratings yet
- Using Measurement System Analysis For The Soft StuffDocument6 pagesUsing Measurement System Analysis For The Soft StuffSudhagarNo ratings yet
- Efficiency Testing Methods For Centrifugal PumpsDocument16 pagesEfficiency Testing Methods For Centrifugal PumpsAfnian SariNo ratings yet
- CC SIRIUS COMMON HYQs 213 270Document4 pagesCC SIRIUS COMMON HYQs 213 270chanmvirginiaNo ratings yet
- Angle - Bevel ProtectorDocument5 pagesAngle - Bevel ProtectorManivasagan Vasu100% (1)
- Quantitative Techniques For Management PDFDocument507 pagesQuantitative Techniques For Management PDFNelsonMoseM100% (6)
- Experiment 1Document7 pagesExperiment 1Kith-kath SalazarNo ratings yet
- Chang Chap 1 BB PDFDocument35 pagesChang Chap 1 BB PDFMR no oneNo ratings yet
- CastroAJDizonJEMendozaJMVenzonSMRYumangMFG ModuleDocument106 pagesCastroAJDizonJEMendozaJMVenzonSMRYumangMFG Modulejhna mggyNo ratings yet
- Mine Planning SoftwareDocument8 pagesMine Planning Software11804No ratings yet
- Cape Communication Studies ProgrammeDocument34 pagesCape Communication Studies ProgrammeAnonymous Azxx3Kp9100% (1)
- Norma Astm D-4541Document16 pagesNorma Astm D-4541Miguel RojasNo ratings yet
- Agilent Data-Acquisition TES-34970A DatasheetDocument28 pagesAgilent Data-Acquisition TES-34970A DatasheetTeq ShoNo ratings yet
- Lab #1 Measurement of Length, Mass, Volume and DensityDocument11 pagesLab #1 Measurement of Length, Mass, Volume and DensityNaveed AhmedNo ratings yet
- Pavement Rehabilitation and Asphalt Overlay Design Manual - AppeDocument78 pagesPavement Rehabilitation and Asphalt Overlay Design Manual - AppeAbraham DagneNo ratings yet