Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- CSWIP 3 1 Homework PDFDocument201 pagesCSWIP 3 1 Homework PDFjfdlksa67% (3)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- C City and Guilds 302 A Power Pt.Document267 pagesC City and Guilds 302 A Power Pt.Hatem Hussein100% (6)
- ZakkWylde WiringDocument1 pageZakkWylde Wiringokr150% (1)
- Smed FormsDocument11 pagesSmed Formsokr15100% (1)
- Din & IsoDocument94 pagesDin & IsoZeinHarisHasibuan100% (5)
- R C Guitars Les Paul Style 3 Way Toggle Switch Wiring DiagramDocument1 pageR C Guitars Les Paul Style 3 Way Toggle Switch Wiring Diagramokr15No ratings yet
- RC Guitars 1950s Les Paul Style Wiring DiagramDocument1 pageRC Guitars 1950s Les Paul Style Wiring Diagramokr15No ratings yet
- Treble Bleed Mods: Normal Volume Pot Wiring Wiring With Treble Bleed CapDocument3 pagesTreble Bleed Mods: Normal Volume Pot Wiring Wiring With Treble Bleed Capokr15No ratings yet
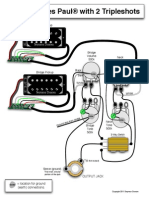
- Standard Les Paul® With 2 Tripleshots: Seymour DuncanDocument1 pageStandard Les Paul® With 2 Tripleshots: Seymour Duncanokr15No ratings yet
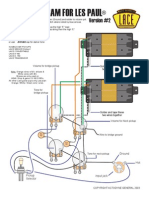
- Wiring Diagram For Les Paul: Version #2Document1 pageWiring Diagram For Les Paul: Version #2okr15No ratings yet
- SMED PPT EditedDocument28 pagesSMED PPT EditedPrashant Gaurav100% (1)
- Informe Final de Proyecto de Investigación Seis Sigma Una Estrategia de Calidad en La Edificación Six Sigma Quality in A Strategy BuildingDocument9 pagesInforme Final de Proyecto de Investigación Seis Sigma Una Estrategia de Calidad en La Edificación Six Sigma Quality in A Strategy Buildingokr15No ratings yet
- Tech Notes: "The ABC's of Implementing Fast Press Changeover Using The SMED Discipline."Document54 pagesTech Notes: "The ABC's of Implementing Fast Press Changeover Using The SMED Discipline."okr15No ratings yet
- Blues Jam ChartsDocument31 pagesBlues Jam Chartsokr15100% (2)
- Modifiable Skills MatrixDocument178 pagesModifiable Skills Matrixokr15No ratings yet
- A B C D E F G H I: Plant Claims (USD) Sales (USD) % ON Sales 0.10 0.12 0.19 0.13 0.03 0.04 0.07 0.05 0.18Document1 pageA B C D E F G H I: Plant Claims (USD) Sales (USD) % ON Sales 0.10 0.12 0.19 0.13 0.03 0.04 0.07 0.05 0.18okr15No ratings yet
- Facilities Layout Planning - Lean ManufacturingDocument106 pagesFacilities Layout Planning - Lean Manufacturingokr15No ratings yet
- Process MappingDocument38 pagesProcess Mappingidbriggs100% (5)
- 1976 CCR Hillerborg p773 PDFDocument9 pages1976 CCR Hillerborg p773 PDFNilay GandhiNo ratings yet
- Nanoclay 1Document15 pagesNanoclay 1Mastura FarhanaNo ratings yet
- Structures Subjected To Repeated Loading-Stability and Strength - R Narayanan, 1990 PDFDocument259 pagesStructures Subjected To Repeated Loading-Stability and Strength - R Narayanan, 1990 PDFtmaNo ratings yet
- Ductile Fracture: Structural Integrity Assessment-Ex-amples and Case StudiesDocument20 pagesDuctile Fracture: Structural Integrity Assessment-Ex-amples and Case StudiesSERGIO ESTEBAN REYES HENAONo ratings yet
- rr220805 Material Science For Chemical EngineeringDocument4 pagesrr220805 Material Science For Chemical EngineeringSRINIVASA RAO GANTANo ratings yet
- Module 4-Part-1Document44 pagesModule 4-Part-1Renjin J BrightNo ratings yet
- Alexander K. Belyaev, Hans Irschik, Michael Krommer (Eds.) - Mechanics and Model-Based Control of Advanced Engineering Systems (2014, Springer-Verlag Wien)Document317 pagesAlexander K. Belyaev, Hans Irschik, Michael Krommer (Eds.) - Mechanics and Model-Based Control of Advanced Engineering Systems (2014, Springer-Verlag Wien)Sandra GilbertNo ratings yet
- 9) Api 510 Day 1Document109 pages9) Api 510 Day 1nivrutti2012100% (14)
- Bituminous Mix Design For Pavement - Types, Materials and PropertiesDocument8 pagesBituminous Mix Design For Pavement - Types, Materials and PropertiesJune OniasNo ratings yet
- How To Predict The Fatigue Life of Welds COMSOL BlogDocument5 pagesHow To Predict The Fatigue Life of Welds COMSOL BlogtayociNo ratings yet
- BS 1881 Part 116 Concrete CubesDocument8 pagesBS 1881 Part 116 Concrete Cubesnolanjc100% (2)
- Ethanol and SCC in Petroleum Storage Tanks and Pipelines (Compatibility Mode)Document26 pagesEthanol and SCC in Petroleum Storage Tanks and Pipelines (Compatibility Mode)Russell KaneNo ratings yet
- Accepted Manuscript: 10.1016/j.earscirev.2017.05.002Document88 pagesAccepted Manuscript: 10.1016/j.earscirev.2017.05.002Jorge Cortez CampañaNo ratings yet
- BS en 61232-1997Document18 pagesBS en 61232-1997narinderNo ratings yet
- Gesualdo 2014Document8 pagesGesualdo 2014Átila MarconcineNo ratings yet
- 9FA Failures in DabholDocument10 pages9FA Failures in Dabholsenthil031277100% (3)
- Lorenzo - Bamboo Node Effect On The Tensile Properties of Side Press Laminated Bamboo LumberDocument18 pagesLorenzo - Bamboo Node Effect On The Tensile Properties of Side Press Laminated Bamboo Lumberwoodworking bbpvpmedanNo ratings yet
- CDP ModelDocument14 pagesCDP ModelOualid BoukerrouNo ratings yet
- API-571 Mockup Test-02-QuestionsDocument12 pagesAPI-571 Mockup Test-02-QuestionsMetzer LLC100% (1)
- Virtual Test AbaqusDocument13 pagesVirtual Test AbaqusMohit ShuklaNo ratings yet
- A Course On Damage Mechanics-Springer-Verlag Berlin Heidelberg (1996) Professor Jean Lemaitre (Auth.)Document243 pagesA Course On Damage Mechanics-Springer-Verlag Berlin Heidelberg (1996) Professor Jean Lemaitre (Auth.)Nguyễn Văn ThườngNo ratings yet
- Confinement Effect of Different Arrangements of Transverse Reinforcement On Axially Loaded Concrete Columns: An Experimental StudyDocument7 pagesConfinement Effect of Different Arrangements of Transverse Reinforcement On Axially Loaded Concrete Columns: An Experimental StudyEmre GuneyNo ratings yet
- Duaso T1-8Document48 pagesDuaso T1-8Nelson Naval Cabingas100% (3)
- Engine Valve Failure ModesDocument13 pagesEngine Valve Failure ModesRahmat tullahNo ratings yet
- Formation and Mechanical Properties of Bulk Amorphous FC20 (Document6 pagesFormation and Mechanical Properties of Bulk Amorphous FC20 (lucianoNo ratings yet
- Element Solid65 in AnsysDocument10 pagesElement Solid65 in AnsyspadashtNo ratings yet
- Reinforced Concrete Beam DesignDocument8 pagesReinforced Concrete Beam DesignLindy Kho100% (1)