
Fms
Fms
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5824)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Automatic Road Safety Reflector Lightning System: Department of Electrical and Electronics EngineeringDocument2 pagesAutomatic Road Safety Reflector Lightning System: Department of Electrical and Electronics EngineeringSrujan ReddyNo ratings yet
- Vood 100 200 ConfigDocument118 pagesVood 100 200 ConfigasgariNo ratings yet
- The Adoption of The Principles of Equity Jurisprudence Into The ADocument12 pagesThe Adoption of The Principles of Equity Jurisprudence Into The AAjinkya PatilNo ratings yet
- Cere Voice Cloud GuideDocument29 pagesCere Voice Cloud GuideSajan JoseNo ratings yet
- PN8603-X-2 xPON OLT Product Specifications: Topvision Technologies Co., LTDDocument7 pagesPN8603-X-2 xPON OLT Product Specifications: Topvision Technologies Co., LTDmylife900No ratings yet
- THE IKEA APPROACH - ViralDocument2 pagesTHE IKEA APPROACH - ViralfredrickyadavNo ratings yet
- 19sl05111 Pros Final - RedactedDocument28 pages19sl05111 Pros Final - RedactedAlyssa Roberts100% (1)
- Green Economy & TradeDocument4 pagesGreen Economy & TradeAbdiel HernándezNo ratings yet
- Finale Manuscript1 3.1Document14 pagesFinale Manuscript1 3.1Emmanuel BaccarayNo ratings yet
- 275 River Ave Carramar Qmf-Os-080-Application-Tree-Work-Permit-Updated-Annually-For-Website-And-Customer-Service-Centre2Document1 page275 River Ave Carramar Qmf-Os-080-Application-Tree-Work-Permit-Updated-Annually-For-Website-And-Customer-Service-Centre2dsfeir123No ratings yet
- Case Digest in Tax Review-Income TaxDocument7 pagesCase Digest in Tax Review-Income TaxMaria Salee MoraNo ratings yet
- Raxxess Commercial Product Catalog June 2010Document48 pagesRaxxess Commercial Product Catalog June 2010Today's NameNo ratings yet
- Ogata Root LocusDocument32 pagesOgata Root Locusvignesh0617100% (1)
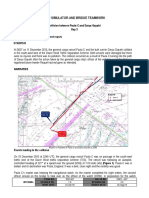
- RDF 027 SSBT Activity Plan Day 3 (Collision Between Paula C and Darya Gayatri) Rev 2.0Document9 pagesRDF 027 SSBT Activity Plan Day 3 (Collision Between Paula C and Darya Gayatri) Rev 2.0Kris TinaNo ratings yet
- 1-5 Highway ProgrammingDocument12 pages1-5 Highway ProgrammingBeau NorNo ratings yet
- Competitive Tactics: TacticDocument18 pagesCompetitive Tactics: TacticRaniella SarmientoNo ratings yet
- MSA CalculationDocument1 pageMSA Calculationshivshankar kushwahaNo ratings yet
- FLM 420 RLV1Document4 pagesFLM 420 RLV1Muhammad Ali ShahNo ratings yet
- Seminar: Faizan Khan, Tobias Tritschler, Susan R Kahn, Marc A RodgerDocument14 pagesSeminar: Faizan Khan, Tobias Tritschler, Susan R Kahn, Marc A RodgerJuan Camilo Morales TabordaNo ratings yet
- L.G. Foods Corp. vs. Pagapong-AgraviadorDocument4 pagesL.G. Foods Corp. vs. Pagapong-AgraviadorGlads SarominezNo ratings yet
- Chapter1and2 CombinedDocument71 pagesChapter1and2 CombinedMarc de GuzmanNo ratings yet
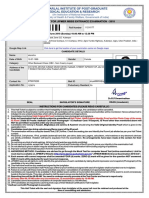
- CandidateHallTicket PDFDocument1 pageCandidateHallTicket PDFAditya YadavNo ratings yet
- NullDocument2 pagesNullapi-27552272No ratings yet
- Сatalogue Dry-Type Current Limiting ReactorsDocument36 pagesСatalogue Dry-Type Current Limiting ReactorsAzis Maxun100% (1)
- Adp PDFDocument22 pagesAdp PDFSkill IndiaNo ratings yet
- Abu Dhabi With Dubai Bonanza 445 1 1 2390 FTPL-BI-1439Document15 pagesAbu Dhabi With Dubai Bonanza 445 1 1 2390 FTPL-BI-1439Navnitlal ShahNo ratings yet
- Renewable Sources of Energy Question BankDocument2 pagesRenewable Sources of Energy Question BankGeorge Oliver100% (1)
- United States v. Javar Minott, 4th Cir. (2014)Document3 pagesUnited States v. Javar Minott, 4th Cir. (2014)Scribd Government DocsNo ratings yet
- 2011 2030 CLUP Annex 03 Growth CentersDocument31 pages2011 2030 CLUP Annex 03 Growth Centersautumn moonNo ratings yet
- Unit Plan WwiDocument4 pagesUnit Plan Wwiapi-299888967No ratings yet





































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5824)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Automatic Road Safety Reflector Lightning System: Department of Electrical and Electronics EngineeringDocument2 pagesAutomatic Road Safety Reflector Lightning System: Department of Electrical and Electronics EngineeringSrujan ReddyNo ratings yet
- Vood 100 200 ConfigDocument118 pagesVood 100 200 ConfigasgariNo ratings yet
- The Adoption of The Principles of Equity Jurisprudence Into The ADocument12 pagesThe Adoption of The Principles of Equity Jurisprudence Into The AAjinkya PatilNo ratings yet
- Cere Voice Cloud GuideDocument29 pagesCere Voice Cloud GuideSajan JoseNo ratings yet
- PN8603-X-2 xPON OLT Product Specifications: Topvision Technologies Co., LTDDocument7 pagesPN8603-X-2 xPON OLT Product Specifications: Topvision Technologies Co., LTDmylife900No ratings yet
- THE IKEA APPROACH - ViralDocument2 pagesTHE IKEA APPROACH - ViralfredrickyadavNo ratings yet
- 19sl05111 Pros Final - RedactedDocument28 pages19sl05111 Pros Final - RedactedAlyssa Roberts100% (1)
- Green Economy & TradeDocument4 pagesGreen Economy & TradeAbdiel HernándezNo ratings yet
- Finale Manuscript1 3.1Document14 pagesFinale Manuscript1 3.1Emmanuel BaccarayNo ratings yet
- 275 River Ave Carramar Qmf-Os-080-Application-Tree-Work-Permit-Updated-Annually-For-Website-And-Customer-Service-Centre2Document1 page275 River Ave Carramar Qmf-Os-080-Application-Tree-Work-Permit-Updated-Annually-For-Website-And-Customer-Service-Centre2dsfeir123No ratings yet
- Case Digest in Tax Review-Income TaxDocument7 pagesCase Digest in Tax Review-Income TaxMaria Salee MoraNo ratings yet
- Raxxess Commercial Product Catalog June 2010Document48 pagesRaxxess Commercial Product Catalog June 2010Today's NameNo ratings yet
- Ogata Root LocusDocument32 pagesOgata Root Locusvignesh0617100% (1)
- RDF 027 SSBT Activity Plan Day 3 (Collision Between Paula C and Darya Gayatri) Rev 2.0Document9 pagesRDF 027 SSBT Activity Plan Day 3 (Collision Between Paula C and Darya Gayatri) Rev 2.0Kris TinaNo ratings yet
- 1-5 Highway ProgrammingDocument12 pages1-5 Highway ProgrammingBeau NorNo ratings yet
- Competitive Tactics: TacticDocument18 pagesCompetitive Tactics: TacticRaniella SarmientoNo ratings yet
- MSA CalculationDocument1 pageMSA Calculationshivshankar kushwahaNo ratings yet
- FLM 420 RLV1Document4 pagesFLM 420 RLV1Muhammad Ali ShahNo ratings yet
- Seminar: Faizan Khan, Tobias Tritschler, Susan R Kahn, Marc A RodgerDocument14 pagesSeminar: Faizan Khan, Tobias Tritschler, Susan R Kahn, Marc A RodgerJuan Camilo Morales TabordaNo ratings yet
- L.G. Foods Corp. vs. Pagapong-AgraviadorDocument4 pagesL.G. Foods Corp. vs. Pagapong-AgraviadorGlads SarominezNo ratings yet
- Chapter1and2 CombinedDocument71 pagesChapter1and2 CombinedMarc de GuzmanNo ratings yet
- CandidateHallTicket PDFDocument1 pageCandidateHallTicket PDFAditya YadavNo ratings yet
- NullDocument2 pagesNullapi-27552272No ratings yet
- Сatalogue Dry-Type Current Limiting ReactorsDocument36 pagesСatalogue Dry-Type Current Limiting ReactorsAzis Maxun100% (1)
- Adp PDFDocument22 pagesAdp PDFSkill IndiaNo ratings yet
- Abu Dhabi With Dubai Bonanza 445 1 1 2390 FTPL-BI-1439Document15 pagesAbu Dhabi With Dubai Bonanza 445 1 1 2390 FTPL-BI-1439Navnitlal ShahNo ratings yet
- Renewable Sources of Energy Question BankDocument2 pagesRenewable Sources of Energy Question BankGeorge Oliver100% (1)
- United States v. Javar Minott, 4th Cir. (2014)Document3 pagesUnited States v. Javar Minott, 4th Cir. (2014)Scribd Government DocsNo ratings yet
- 2011 2030 CLUP Annex 03 Growth CentersDocument31 pages2011 2030 CLUP Annex 03 Growth Centersautumn moonNo ratings yet
- Unit Plan WwiDocument4 pagesUnit Plan Wwiapi-299888967No ratings yet