Professional Documents
Culture Documents
Hira Hazid Hazop LPG Sagama Plant
Hira Hazid Hazop LPG Sagama Plant
Uploaded by
Freddy ManullangOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Hira Hazid Hazop LPG Sagama Plant
Hira Hazid Hazop LPG Sagama Plant
Uploaded by
Freddy ManullangCopyright:
Available Formats
Teknik Kimia | April 2014
CHEMICAL PLANT DESIGN
Occupational Health and Safety Management System
LPG Group
M. Rizqi Fadjriand11. 21. 00. 01
Putri Isnaeni11. 21. 00. 02
Mukida11. 21. 00. 06
M. Reza Nugraha11. 21. 00. 07
Yuni Sri Naningsih11. 21. 00. 08
Darma A. Wardana11. 21. 00. 09
Galuh I. Prawesti11. 21. 00. 12
Utami11. 21. 00. 13
Bhatara P. M.11. 21. 00. 14
Novi D. Cahyani11. 21. 00. 15
Rudy Gurnarso11. 21. 00. 18
Ali Akbar11. 21. 00. 22
Suci Setyaningsih11. 21. 00. 27
Tia Utari11. 21. 00. 28
Cepy H. R.11. 21. 00. 29
Teknik Kimia | April 2014
OHS Procedure
HIRA HAZID AND HAZOP
SECTION 1 - INTRODUCTION_________________________________________________________
2
PURPOSE__________________________________________________________________________________
2
SCOPE_____________________________________________________________________________________
2
DEFINITIONS________________________________________________________________________________
2
LEGISLATIVE CONTEXT_______________________________________________________________________
4
RESPONSIBILITIES___________________________________________________________________________
4
SECTION 2 HAZARD IDENTIFICATION AND RISK ASSESMENT_________________________________
6
PURPOSE of HIRA____________________________________________________________________________
6
PROCEDURE________________________________________________________________________________
6
TABEL ANALISIS HAZARD IDENTIFICATION AND RISK ASSESMENT PADA LPG SAGAMA_________________
15
SECTION 3 HAZARD IDENTIFICATION__________________________________________________
16
PROCEDURE________________________________________________________________________________
16
TABEL ANALISIS HAZARD IDENTIFICATION PADA LPG SAGAMA PLANT_______________________________
17
SECTION 4 HAZARD AND OPERABILITY STUDY HAZARD____________________________________
19
KONSEP____________________________________________________________________________________
19
PROCEDURE________________________________________________________________________________
20
TABEL ANALISIS HAZARD AND OPERABILITY STUDY HAZARD PADA LPG SAGAMA_____________________
23
SECTION 5 GOVERANCE___________________________________________________________
26
Teknik Kimia | April 2014
RESPONSIBILITY____________________________________________________________________________
26
POLICY & PROCEDURE DIRECTORY REQUIREMENTS_____________________________________________
26
BAGAN HAZARD ANALYSIS____________________________________________________________________
26
Teknik Kimia | April 2014
SECTION 1 - INTRODUCTION
PURPOSE
Sebuah proses manajemen risiko yang efektif merupakan bagian
terintegrasi dari Sistem Manajemen Kesehatan dan Keselamatan. Prosedur
ini menjelaskan langkah-langkah yang akan diambil untuk memastikan bahwa
bahaya kesehatan dan keselamatan yang diidentifikasi di lingkungan kerja
LPG Sagama Plant memiliki resiko yang wajar. Dengan demikian dapat
dideterminasi pengendalian yang harus diterapkan untuk menghilangkan atau
mengurangi risiko kerja bagi karyawan, lingkungan dan masyarakat.
Prosedur ini telah disesuaikan dengan Kebijakan Manajemen Risiko
LPG Sagama Plant. Penilaian dan dokumentasi proses risiko akan membantu
manajer dalam memahami keputusan yang dibuat mengenai kesehatan dan
keselamatan. Selain itu dapat membantu menunjukkan bahwa LPG Sagama
Plant telah mempertimbangkan dan mengidentifikasi risiko OHS mendatang
dan mengambil tindakan bila memungkinkan.
SCOPE
Prosedur ini berlaku untuk semua kegiatan di LPG Sagama Plant termasuk
operasional dan kegiatan-kegiatan yang didelegasikan kepada pihak ketiga,
dalam hal ini adalah pengunjung (tamu), supplier, dan kontraktor. Prosedur ini
tidak termasuk lingkungan PERTAMINA.
DEFINITIONS
Word/Term
Definition
Hazard
Kondisi atau situasi yang berpotensi menyebabkan cedera atau
penyakit (fisik atau psikologis) atau kerusakan harta benda dan
lingkungan.
Hazard Analysis
Susunan analisa bahaya dari suatu tempat yang memiliki potensi
bahaya. Identifikasi kejadian yang tidak diinginkan mengarah
pada bahaya material. Dapat diartikan pula sebagai mekanisme
analisis terhadap peluang kemungkinan terjadinya kejadian yang
tidak diharapkan berupa estimasi besarnya bahaya yang
mungkin timbul.
Head of Management
Unit
Seseorang dengan manajer/pengawas tanggung jawab yang
diakui dalam struktur organisasi dari suatu divisi pada LPG
Sagama Plant, dan termasuk orang dengan tanggung jawab
yang didelegasikan untuk staf dan sumber daya.
Health and Safety
Representative/Deputy
Health & Safety
Representative
Seorang anggota kelompok kerja yang ditunjuk yang telah
terpilih dan memegang jabatan sesuai dengan ketentuan
Undang-Undang Kesehatan dan Keselamatan Kerja tahun 2004.
(HSR or DHSR)
Hierarchy of Control
Prioritas pilihan untuk pengendalian risiko, menekan dan
mengeliminasi bahaya (di mana hal ini tidak mungkin), serta
Teknik Kimia | April 2014
minimalisasi resiko dan pertimbangan lainnya:
penghapusan bahaya
substitusi proses berbahaya atau bahan dengan yang lebih
aman
kontrol engineering (yaitu isolasi)
kontrol administratif
pakaian pelindung pribadi dan peralatan.
Incident
Suatu kejadian atau urutan kejadian yang mengakibatkan
hilangnya kontrol atas bahaya. Insiden semacam itu dapat
mengakibatkan cedera pada seseorang atau kerusakan harta
benda atau peralatan atau fasilitas.
Injury
Pekerjaan yang terkait dengan cedera/penyakit, dikategorikan
sebagai 'tidak ada pengobatan', 'pertolongan pertama' dan
'cedera medis'. Dan termasuk cedera psikologis.
Near Miss
Sebuah kejadian/peristiwa yang memiliki potensi untuk
menyebabkan cedera atau kerusakan pada peralatan, mesin,
properti, fasilitas.
Reasonably
practicable
Mempertimbangkan:
keparahan bahaya atau risiko yang bersangkutan;
keadaan pengetahuan tentang itu bahaya atau risiko dan
setiap cara untuk menghapus atau mengurangi itu;
ketersediaan dan kesesuaian cara untuk menghilangkan
atau mengurangi bahaya atau risiko yang; dan
Biaya menghapus atau mengurangi bahaya atau risiko yang.
Risk
Bagaimana seseorang dapat sangat dirugikan oleh bahaya, atau
kemungkinan bahwa seseorang akan dirugikan oleh bahaya
tersebut.
Tolerable Risk
Resiko yang bisa ditoleransi ialah resiko yang sudah dikurangi
sampai pada tingkat yang dapat diterima oleh organisasi dengan
memperhatikan persyaratan perundangan yang berlaku dan
kebijakan OHS yang dimilikinya
Risk Assessment
Penilaian resiko yaitu suatu kegiatan / proses dari analisa tingkat
resiko bahaya dan evaluasi dari kemungkinan dan konsekuensi
atas suatu kejadian bahaya tertentu agar tercapai kontrol di
tempat kerja
HIRA
Analisa identifikasi sebuah kondisi atau situasi dimana
berpotensi menyebabkan cedera baik fisik maupun psikologi
pekerja serta membahayakan instrumen dan lingkungan yang
dilakukan pada AKTIVITAS HARIAN DAN KHUSUS suatu
instalasi industri
Teknik Kimia | April 2014
HAZID
Pengidentifikasian
KEGIATAN
bahaya
berdasarkan
TEMPAT/LOKASI
HAZOP
Standar teknik analisis bahaya yang digunakan dalam persiapan
penetapan keamanan dalam sistem baru atau modifikasi untuk
suatu keberadaan POTENSI BAHAYA atau masalah
operabilitasnya
LEGISLATIVE CONTEXT
Name
Location
Undang-Undang
Kesehatan &
Keselamatan
Kerja tahun
2004
http://www.austlii.edu.au/au/legis/vic/num_act/ohasa2004107o2004319
RESPONSIBILITIES
Responsibilities
Heads of Management units wajib:
Memastikan sistem berada di tempat untuk mengidentifikasi bahaya kesehatan dan
keselamatan di daerah mereka.
Memastikan, sejauh yang bisa dilakukan, bahwa ketentuan keuangan yang
memadai tersedia untuk melaksanakan tindakan korektif/preventif diidentifikasi dari
penilaian risiko.
Memastikan bahwa staf menerima pelatihan penilaian risiko yang sesuai untuk
melaksanakan peranan mereka.
Managers wajib:
Memastikan via informasi, pelatihan, instruksi dan pengawasan seluruh staf
menyadari tanggung jawab mereka di bawah prosedur ini.
Melakukan penilaian risiko bahaya yang teridentifikasi.
Berkonsultasi dengan perwakilan staf mengenai kesehatan dan keselamatan kerja
yang diperlukan.
Memastikan pengendalian risiko ditinjau dan bila perlu direvisi setiap kali terjadi
perubahan berdasarkan laporan cedera atau permintaan oleh perwakilan
kesehatan & keselamatan.
Staff wajib:
Berhati-hati untuk kesehatan & keselamatan diri sendiri, serta kesehatan &
keselamatan orang lain yang mungkin terpengaruh oleh tindakan atau kelalaian
dalam lingkungan kerja.
Mengikuti pengaturan lokal/pedoman yang dikembangkan dalam prosedur ini dan
persyaratan tambahan lainnya yang ditetapkan oleh departemen atau manajer
mereka.
5
Teknik Kimia | April 2014
Melaporkan setiap bahaya, insiden/nyaris atau cedera/sakit jika mereka menyadari
keberadaannya.
The OHS Consultant wajib:
Membantu Kepala Unit Manajemen dan Manajer untuk memastikan pelatihan telah
disampaikan kepada personil yang tepat dalam memungkinkan mereka untuk
memenuhi kewajiban mereka di bawah prosedur ini.
Memberikan informasi dan bimbingan kepada Kepala Unit Pengelolaan, Manajer /
Supervisor, Perwakilan Kesehatan & Keselamatan Pekerja, dan komite OHS akan
identifikasi bahaya, penilaian risiko dan kontrol serta membuat rekomendasi untuk
meningkatkan proses penilaian risiko.
Perwakilan Kesehatan & Keselamatan Pekerja:
Memiliki peran penting dalam menangani masalah OHS. Mereka dapat sangat membantu
dalam mengidentifikasi bahaya melalui:
Partisipasi dalam Worksite Inspeksi OHS
Mendorong staf untuk melaporkan bahaya, insiden dan nyaris celaka di tempat kerja
Memfasilitasi konsultasi dengan staf terkait dengan bahaya di tempat kerja mereka.
Teknik Kimia | April 2014
SECTION 2 HAZARD IDENTIFICATION AND RISK ASSESMENT
PURPOSE of HIRA
Purpose of Hazard Identification and Risk Assesment
1.
Alasan diperlukannys Analisi HIRA
1.1
HIRA diperuntukkan sebagai persyaratan hukum, tanggung jawab moral terhadap
karyawan, dan praktek manajemen bagi perusahaan yang menginginkan perbaikan
terus menerus dalam pengelolaan K3 di tempat kerja.
2.
Situasi diperlukannya Analisis HIRA
2.1
HIRA diperlukan pada keadaan dimana suatu bahaya timbul sedangkan keefektifan
pengendalian yang ada tidak sepenuhnya diketahui.
PROCEDURE
Procedure Steps
Responsibility
1.
Step 1 Hazard Identification
1.1
Para manajer berusaha untuk mengidentifikasi semua bahaya OHS di departemen mereka atau
berkeinginan untuk melakukan penilaian risiko pada operasional/kegiatan tertentu, berbagai
pendekatan dapat diadopsi untuk membantu dalam identifikasi kesehatan dan keselamatan bahaya di
tempat kerja mereka. Sebagai Manajer minimum harus:
Berkonsultasi dengan perwakilan kesehatan dan keselamatan (HSR) dan / atau personel yang
terkait dengan operasional dan tugas yang mereka lakukan berdasarkan ketentuan 5W+1H.
Memeriksa bahaya, insiden, dan cedera laporan yang diterima hingga ke sumber bahayanya.
Melihat OHS checklist identifikasi bahaya yang terkandung dalam berbagai prosedur OHS
LPG Sagama Plant misalnya Prosedur Penanganan Manual - Penanganan manual checklist
identifikasi bahaya
Melihat dan memperhatikan informasi mengenai bahan baku, peralatan, proses, produk, dan
limbah dari/untuk/bagi perusahaan.
Mengulas catatan inspeksi tempat kerja dan memprediksi skenario terburuk.
Menelisik kerugian waktu, uang, atau gangguan produksi yang ditimbulkan
Mengontrol apa yang sudah ada dan sejauh mana keefektifannya
Melihat persyaratan legislatif misalnya Peraturan OHS 2007 dan / atau Work bahan bimbingan
Aman.
Berkonsultasi dengan rekan-rekan untuk memperjelas pengetahuan industri.
Berkonsultasi dengan OHS Konsultan mengenai laporan temuan audit OHS.
Mengulas Kesehatan & Keselamatan komite dan pertemuan tim dengan mendata
serta berusaha mewujudkan harapan pihak-pihak yang terlibat.
Identifikasi bahaya kesehatan dan keselamatan juga harus mencakup kejadian luar biasa
misalnya situasi darurat.
Manager
7
Teknik Kimia | April 2014
1.2
Penilaian risiko biasanya didasarkan pada kegiatan tertentu. Jika seorang manajer memiliki
sejumlah penilaian risiko untuk diselesaikan, maka manajer harus memprioritaskan mana
penilaian risiko yang harus dilakukan terlebih dahulu (berdasarkan risiko yang dirasakan oleh
staf).
Manager
1.3
Manajer juga harus mengidentifikasi semua orang yang mungkin akan terpengaruh oleh
bahaya seperti:
Staf yang terlibat langsung.
'Neighbours' seperti pekerja perusahaan lain, supplier atau bisnis yang beroperasi di
sebuah situs yang berdekatan.
Kontraktor, serta staf pemeliharaan dan pembersihan.
Pengunjung dan anggota masyarakat.
Manager
1.4
Manajer sebaiknya pandai memilih metode yang digunakan, antara lain:
Audit atau inspeksi fisik
Alur proses
Teknik-teknik engineering
Brainstorming
Risalah atau data masa lampau
Penilaian dari pakar
Manager
1.5
Melakukan perencanaan kegiatan, dengan komponen-komponen seperti:
Geografis, denah area yang akan diidentifikasi
Tugas tertentu yang terdefinisi
Jadwal, form, checklist, daftar orang yang akan dihubungi dan konfirmasi
Alat Pelindung Diri (APD)
Tingkat-tingkat dalam proses produksi
Daftar fasilitas, mesin, material dan peralatan yang akan diamati
Manager
1.6
Manajer diwajibkan mampu mengenali jenis-jenis bahaya tempat kerja, diantaranya:
Bahaya Mekanis, Kebisingan, dan Higiene
Bahaya Listrik, radiasi, dan Suhu
Teknik Kimia | April 2014
Fisika Kimia
Api dan Ledakan
Tata Letak dan Ruang
Posisi Tubuh dan perilaku
Bencana Alam
Manager
2.
Step 2 Risk Assessment
2.1
Sebuah penilaian risiko adalah proses mencari bahaya yang memiliki potensi untuk menyakiti
orang, pada obyek yang digunakan, lingkungan kerja dan / atau proses kerja yang diadopsi.
Beberapa risiko lain hanya terlihat jelas dan dapat dipahami ketika tugas kerja diamati.
Penggunaan matriks risiko membantu manajer untuk lebih memahami keparahan risiko yang
pada gilirannya memungkinkan manajer untuk memprioritaskan yang Bahaya untuk
mengatasi pertama. Matriks risiko memerlukan manajer untuk mempertimbangkan:
1. Konsekuensi (consequence) dari potensi bahaya.
2. Kemungkinan (likelihood) merugikan yang terjadi.
Manager
Consequences
Insignificant
Mino
r
Moderate
Majo
r
Catastrophic
A (Almost
certain)
B (Likely)
C (Moderate)
D (Unlikely)
E (Rate)
Likelihood
Keterangan Matrix :
Level
Desc
Extreme Risk, memerlukan penanggulangan segera atau penghentian
kegiatan atau keterlibatan manajemen puncak. Perbaikan seesegera
mungkin
High Risk, memerlukan pihak pelatihan oleh manajemen, penjadwalan
tindakan perbaikan secepatnya.
Moderate Risk, penanganan oleh manajemen terkait
Low Risk, kendali dengan prosedur rutin.
9
Teknik Kimia | April 2014
2.3 Risk evaluation matriks
Bobot Kemungkinan Terjadi
Risk Assesment = CxL
Ringan
Bobot Keparahan
Seda
ng
Cukup
Berat
Musibah
Bencana
Pasti terjadi
12
16
Sering terjadi
12
Mungkin terjadi
sewaktu-waktu
Hanya terjadi
pada kondisi
khusus
Tabel kategori resiko
Nilai Resiko
Kategori
Resiko
1, 2, 3, 4
Kecil
6, 8, 9
Sedang
12, 16
Tinggi
2.4
Konsekuensi mempertimbangkan potensi bahaya untuk personil. Seberapa serius cedera
yang mungkin terjadi jika bahaya tidak terkontrol? Manajer harus mempertimbangkan apakah
kontrol sudah pada tempatnya untuk menghilangkan atau meminimalkan hasil ini. Ketika hasil
terburuk yang mungkin telah diidentifikasi, manajer dapat melingkari konsekuensi yang
relevan dalam matriks risiko.
Manager
Penilaian Keparahan Resiko
No.
Kategori
Penjelasan
Tak berakibat apapun
P3K, Polusi < 100 ltr, Kerugian < US $ 1000
Ringan (Minor)
Butuh layanan medis, Polusi 100 ltr - 1 m3, Kerugian
US $ 1000 - 10.000
Sedang (Moderate)
hari kerja hilang, Polusi 1 - 10 m3, Kerugian US $
10.000 - 100.000
Major (Berat)
Cacat/fatal, Polusi 10 - 100 m3, Kerugian US $
100.000 - 1 Million
Katastropi
Fatal lebih dari satu, Polusi > 100 m3, Kerugian > US
$ 1 Million
2.5
10
Teknik Kimia | April 2014
Kemungkinan mempertimbangkan peluang bahwa bahaya
cedera/penyakit. Ketika mempertimbangkan kemungkinan,
mempertimbangkan:
akan terwujud
manajer juga
Seberapa sering dan berapa lama orang-orang yang terkena bahaya.
Jumlah orang yang terkena bahaya.
Tingkat keterampilan / kompetensi orang-orang yang terkena bahaya.
dalam
harus
Pilih kemungkinan dengan melingkari konsekuensi yang relevan dalam matriks risiko.
Manager
Penilaian Kemungkinan Resiko
No
.
Kategori
Penjelasan
Nyaris tidak mungkin
(Rare)
Hanya terjadi pada kondisi
sangat khusus
Jarang (Unlikely)
Bisa saja terjadi waktu tertentu
Mungkin (Possible)
Mungkin terjadi sewaktu-waktu
Sering (Likely)
Akan mungkin sering terjadi
Hampir pasti (Almost
certain)
Hampir pasti terjadi
2.6
Setelah konsekuensi dan kemungkinan telah ditentukan untuk bahaya, manajer dapat menetapkan
bahaya peringkat risiko. Semakin tinggi peringkat risiko yang ditetapkan, semakin tinggi tingkat risiko
yang terkait dengan bahaya.
Manager
2.7 Contoh Penilaian risiko OHS
Mengangkat sebuah kotak seberat 20 kg dari rak di atas ketinggian bahu
Consequence?
Major - Luka parah kepada staf, kontraktor atau pengunjung PLG Sagama
Plant
Likelihood?
Almost certain - Kegiatan ini dipastikan akan terjadi dalam waktu satu tahun.
11
Teknik Kimia | April 2014
LIKELIHOOD
Rare
CONSEQUENCE
The event will
only occur in
exceptional
circumstance
s
Unlikely
Possible
Likely
The event is
not likely to
occur in a
year
The event
may occur
within a
year
The event is
likely to
occur within
a year
Almost Certain
The event is
almost certain to
occur within a
year
Catastrophic
(Accidental death /
serious injury)
Major
(Serious injury)
Moderate
(Lost time due to
workplace injury)
Minor
(Minor workplace
injury no lost time)
Minimal
(No injury)
High Risk
Significant Risk
Moderate Risk
Low Risk
Immediate action
required
Action required as
soon as possible
Action required within
1-3 months
Monitor the
hazard
Minimal action
3.
Step 3 - Control Selection / Recommendation
3.1
Manajer harus memastikan bahwa risiko berkurang sejauh ini 'secara wajar dapat dilakukan',
dan bertanya apa lagi yang dapat dilakukan untuk mengendalikan risiko.
Pada tahapan ini dilakukan evaluasi terhadap kontrol yang ada dari masing-masing bahaya
yang teridentifikasi dengan cara :
Identifikasi tatacara, pendekatan teknik dan prosedur yang ada
Pertimbangkan kecukupannya, efektifitasnya, proses pengawasannya dan perhatian
dari manajemen
Apakah kontrol yang ada sudah mengurangi kemungkinan, kekerapan paparan
Ketika mengidentifikasi kontrol, manajer perlu mengingat:
Semakin efektif tindakan kontrol, lebih tahan lama efek kontrol.
Pada waktu itu mungkin diperlukan untuk melaksanakan lebih dari satu jenis kontrol
untuk secara efektif mengelola risiko.
Kadang-kadang kontrol tidak dapat ditindak langsung karena biaya / sumber daya.
12
Teknik Kimia | April 2014
Mungkin ada kebutuhan untuk menerapkan langsung (jangka pendek) dan
menengah (jangka panjang) mengontrol hingga waktu solusi jangka panjang
diimplementasikan.
Kontrol harus dipilih sebagai tanggapan terhadap tingkat risiko yang ditimbulkan oleh
bahaya, dan kepraktisan kontrol.
Manager
3.2
Hirarki kontrol adalah alat berguna yang harus manajer pertimbangkan ketika
mengidentifikasi kontrol. Pilih kontrol di bagian atas hirarki yang paling efektif; mereka tidak
memerlukan pengelolaan selanjutnya setelah mereka diimplementasikan. hirarki kontrol lebih
bawah, memerlukan manajemen yang lebih berkelanjutan dan upaya yang diperlukan dalam
mempertahankan kontrol atas bahaya.
Most Effective
Manager
3.3
Safe person controls
Membutuhkan orang-orang di tempat kerja untuk
berperilaku dengan cara tertentu untuk mengurangi
risiko
Least Effective
3.4
Elimination adalah pilihan kontrol pertama yang perlu dipertimbangkan. Jika ada
kemungkinan untuk menghentikan aktivitas, tidak ada tindakan pengendalian risiko lebih
lanjut akan diperlukan di masa depan karena bahaya tidak ada lagi.
Apakah mungkin untuk menghentikan penggunaan produk / kimia / proses / mesin?
Misalnya meninggalkan laboratorium yang melibatkan zat berbahaya.
3.5
Substitution adalah tempat penyimpanan item yang menimbulkan bahaya digantikan oleh
item serupa yang dapat digunakan untuk melakukan pekerjaan yang sama, namun memiliki
tingkat bahaya yang lebih rendah.
Apakah ada bahan kimia lain, mesin, proses yang dapat kita gunakan untuk
melakukan pekerjaan yang sama, namun memiliki tingkat risiko yang lebih rendah?
Misalnya air murni bukan cat berbasis pelarut, menggunakan bahan kimia konsentrasi yang
lebih rendah, melukis dengan kuas bukan disemprot, dsb.
3.6
Isolation digunakan untuk mengisolasi bahaya dari orang-orang yang dapat membahayakan.
Dapatkah obyek / daerah / proses dikelilingi sedemikian rupa sehingga tidak dapat
berdampak pada setiap orang?
Dapatkah orang tersebut ditempatkan di bilik kontrol?
13
Teknik Kimia | April 2014
Dapatkah obyek / daerah dikendalikan dari lokasi terpencil dan tanpa meningkatkan
risiko?
Sebagai contoh lemari asap, suara bising, pagar di sekitar operasi penggalian, operasi remote control.
3.7
Engineering adalah mengubah proses, peralatan atau alat-alat dalam sedemikian rupa
sehingga risiko berkurang.
Apakah ada cara untuk memodifikasi atau mengubah mesin / proses / object
sehingga seseorang tidak secara langsung terkena bahaya?
Apakah ada cara untuk memodifikasi objek / proses / mesin sehingga paparan
diminimalkan?
Apakah ada cara di mana mesin / object / proses dapat dimodifikasi untuk
memberikan kontrol lebih besar atas proses dan eksposur potensial?
Misalnya mesin penjagaan, ventilasi dan sistem ekstraksi
mekanisasi proses..
untuk meminimalkan debu,
3.8
Menggunakan pedoman administrasi, prosedur, daftar nama, pelatihan dll, untuk
meminimalkan dampak bahaya pada seseorang.
Dapatkah prosedur kerja yang aman dikembangkan dan dilaksanakan untuk
meminimalkan risiko?
Dapatkah informasi, instruksi dan pelatihan yang diberikan untuk membantu
meminimalkan risiko?
Dapat menggeser pengaturan daftar membatasi eksposur?
Misalnya rotasi kerja, prosedur operasi yang aman atau mengunci prosedur.
3.9
Ini adalah cara paling efektif untuk mengontrol risiko dan dapat mahal dalam jangka panjang.
Pakaian dan Alat Pelindung Diri (APD) tidak boleh dianggap kecuali semua opsi kontrol
lainnya telah habis. Jika APD harus dipertimbangkan itu harus dilaksanakan sebagai
program, yang meliputi:
Pilihan tepat APD,
Pelatihan personil di penggunaan yang benar dari APD,
Pemeliharaan APD,
Pengawasan untuk memastikan penggunaan yang benar.
Jika APD diperlukan, manajer dapat merujuk ke LPG Sagama Plant OHS PPE Prosedur
untuk bimbingan.
3.10
Hal ini penting untuk menilai apakah kontrol diidentifikasi dapat memperkenalkan bahaya
baru ke tempat kerja. Jika demikian, Manajer perlu bertanya apakah kontrol diidentifikasi
tetap pilihan yang lebih disukai dan bagaimana setiap risiko baru yang harus dikendalikan.
Manager
3.11
Akhirnya, manajer perlu memastikan bahwa setiap kontrol lebih lanjut tercantum dalam
dokumen penilaian risiko. Nama dari pekerja yang akan menerapkan kontrol bersama-sama
dengan frame waktu juga untuk dicatat dalam bentuk penilaian risiko.
Manager
14
Teknik Kimia | April 2014
4.
Step 4 Corrective actions register
4.1
Semua departemen harus mengembangkan daftar tindakan korektif OHS sehingga manajer
dapat memantau proses pengendalian bahaya. Register ini harus mendaftar semua tindakan
korektif OHS diidentifikasi, apakah ini diidentifikasi dari penilaian risiko, tempat kerja atau
inspeksi insiden laporan. Pemantauan harus dilakukan secara teratur, dan dapat dicapai
melalui pertemuan manajemen atau departemen.
Langkah ini diperlukan untuk memeriksa apakah kontrol yang telah dipilih dipastikan:
Mengurangi kemungkinan terjadinya kecelakaan
Mengurangi resiko keparahan
Dapat ditoleransi
Setelah poin-poin di atas dapat dipastikan, kemudian lakukan tindakan tambahan sehingga
resiko dapat ditoleransi.
Manager
4.2
Ketika manajer memutuskan kerangka waktu bagi pelaksanaan kontrol mereka harus
mempertimbangkan baik berisiko tinggi dan bahaya resiko yang lebih rendah ketika
menetapkan prioritas.
Beberapa kontrol dapat dengan mudah dilaksanakan atau membutuhkan biaya sedikit atau
tidak ada - ini harus dilaksanakan dengan cepat. Untuk OHS tindakan korektif tidak dapat
segera dilaksanakan karena mereka membutuhkan lebih banyak pekerjaan, sumber daya
atau dana, tindakan sementara jangka pendek harus diterapkan untuk mengelola risiko
sementara.
Manager
4.4
Manajer harus memastikan bahwa tindakan korektif yang diidentifikasi secara jelas ditulis
sehingga mereka dapat dengan mudah dipahami oleh orang lain. Orang lain yang
mengakses register harus dapat menentukan apa tindakan kontrol, status tindakan, ketika
tindakan dijadwalkan akan dilaksanakan dan siapa yang bertanggung jawab.
Manager
4.5
Setelah tindakan korektif dilaksanakan ini harus ditandatangani, dan diverifikasi sebagai
lengkap dan dicatat dalam register.
Manager
5.
Step 5 - Review and Improve
5.1
Langkah kelima dari proses manajemen risiko OHS melibatkan meninjau dan meningkatkan
sistem pengendalian risiko OHS yang ada.
15
Teknik Kimia | April 2014
Sebuah evaluasi dan review jadwal sistematis juga akan mengidentifikasi potensi bahaya
baru serta memeriksa bagaimana kontrol yang ada efektif.
Pemicu lain untuk melakukan penilaian risiko OHS adalah jika departemen adalah:
Memulai aktivitas baru
Pembelian peralatan baru atau bekas, peralatan menyewa, atau menggunakan
bahan baru dan proses
Perencanaan untuk dampak undang-undang OHS baru
Menanggapi laporan kejadian / hazard
Menanggapi isu yang diangkat oleh reaksi hiperpeka atau orang lain
Ketika informasi baru telah tersedia mengenai sifat bahaya, atau jika metode kontrol
baru atau lebih efektif menjadi tersedia atau tidak praktis.
Manager
6.
Documenting the OHS risk management process
6.1
OHS penilaian risiko dan pengendalian bentuk LPG Sagama Plant akan digunakan untuk
merekam identifikasi bahaya OHS, penilaian risiko dan identifikasi kontrol.
Jika seorang manajer berusaha untuk mengidentifikasi dan menilai risiko bahaya tertentu di
departemennya, maka dia bisa menggunakan bentuk penilaian risiko yang didedikasikan
khusus untuk bahaya misalnya penilaian risiko penanganan manual, penilaian risiko
tanaman. Dokumen-dokumen ini dapat ditemukan dalam prosedur relevan OHS LPG
Sagama Plant .
Departemen yang dibutuhkan untuk mengembangkan dokumen dan / atau sistem internal
untuk merekam semua tindakan korektif yang diidentifikasi dari proses penilaian risiko.
Manajer bertanggung jawab untuk memantau pelaksanaan tindakan perbaikan dan rekaman
proses ini.
Manager
TABEL ANALISIS HAZARD IDENTIFICATION AND RISK ASSESMENT PADA LPG SAGAMA
POTENSI BAHAYA
Kebocoran gas
Kepala terantuk pipa
atau alat yang
posisinya rendah
Kaki tertimpa alat
EFEK BAHAYA
Keracunan
Iritasi kulit dan mata
Lemas
Pingsan
Kematian
Luka memar
Pendarahan
Pingsan
Kematian
Luka memar
Pendarahan
TINGKAT
EFEK BAHAYA
FREKUENSI
BAHAYA
RESIK
O
M
16
PENCEG
Pemakaian m
respiratory m
safety glass.
Pemakaian b
pelindung
Pemakaian s
helmet
Pemakaian s
Teknik Kimia | April 2014
Terjepit alat, tertimpa
alat
Luka permanen
Disfungsi alat tubuh
Kematian
Terkena aliran listrik
Tersetrum
Kematian
Terkena aliran listrik
Tersetrum
Kematian
Jatuh dari atas kolom
Luka memar
Pendarahan
Patah tulang
Disfungsi alat tubuh
Kematian
SECTION 3 HAZARD IDENTIFICATION
PROCEDURE
Procedure Steps
1.
Step 1 Aspek Instalasi Industri
1.1
Keseluruhan aspek dari instalasi industri/pabrik itu adalah:
Data informasi instalasi industri (PFD, P&ID, Lay Out, data meteorologi, data sosial
kultural masyarakat sekitar, catatan peristiwa)
Lokasi (fasilitas operasi, fasilitas pendukung)
Resiko (SDM, lingkungan, aset, image)
Faktor Pemicu Bahaya (proses operasi, transportasi, geografis dan meteorologi, sosial
kultural)
Potensi Bahaya (kebakaran dan ledakan besar, tenggelam, pencemaran lingkungan)
Identifikasi bahaya kesehatan dan keselamatan juga harus mencakup kejadian luar
biasa misalnya situasi darurat.
2.
Step 2 Parameter dalam Memperhitungkan Tingkat Kemungkinan Bahaya
2.1
3.
MOST
LIKELY
UNLIKELY
Frekuensi
Lebih dari 10 kali
Diantara 1 s/d 10
Kurang dari 1 kali
Bahaya
dalam 10 tahun
kali dalam 10 tahun
dalam 10 tahun
Step 3 Parameter dalam Memperhitungkan Tingkat Kerusakan
17
Pemakaian s
helmet
Memasang ta
peringatan a
pekerjaan
Pemakaian s
Pemakaian s
tangan
Pemakaian s
tangan
Pemakaian s
Memasang ta
peringatan a
pekerjaan
Pemakaian ta
pengaman
Pemakaian s
peralatan sa
Teknik Kimia | April 2014
3.1
PARAMETER
Sumber Daya
Manusia
Aset
Lingkungan
MINOR
MAJOR
Tidak ada kecelakaan
Kecelakaan tidak
Kerugian diantara
Kerugian lebih
US$ 100.000 s/d
besar dari US$
1.000.000
1.000.000
Tidak ada kerusakan
Kerusakan kecil
Kerusakan besar
lingkungan
pada lingkungan
pada lingkungan
Kerugian lebih rendah
dari US$ 100000
dengan cukup, instalasi
Alat proteksi
minim
terisolasi dengan baik
Ketersediaan
waktu evakuasi
Kecelakaan fatal
fatal
Alat proteksi tersedia
Alat Proteksi
SEVERE
Antara 1-30
menit
Lebih dari 30 menit
Alat proteksi tidak
ada, berada dalam
lingkungan dengan
keberadaan zat
mudah terbakar
Kurang dari 1 menit
TABEL ANALISIS HAZARD IDENTIFICATION PADA LPG SAGAMA PLANT
Potensi Bahaya
Kebakaran
Tingkat
Kerusaka
n
Faktor Pemicu
Kemungkina
n
Menyediakan sarana fire saf
Penggunaan bahan banguna
Letak area proses yang san
aman
Unlikely
Memasang proteksi listrik s
Melakukan pengawasan pad
Melakukan pengawasan ket
Menggunakan proses kontro
Melakukan pengarahan tekn
Umpan (Gas alam) mudah
terbakar
Severe
Likely
Korsleting
pada
generator listrik
Major
utilitas
Ledakan
Over pressure, over heat pada
alat-alat utama
Major
Likely
Pencemaran tanah,
udara, air
Zat-zat yang terkandung pada
gas yang keluar dari stack,
terdapat sisa pembakaran yang
tidak sempurna
Major
Likely
Melakukan inspeksi secara b
Memasang rambu peringa
berbahaya
Membangun pagar atau te
warga dengan hanya terdapa
Mengadakan patroli untuk
masyarakat di sekitar plant
Mengadakan sosialisasi tent
Bahaya terhadap
masyarakat sekitar
Aktivitas masyarakat di sekitas
plant yang terkadang tidak
memperhatikan faktor bahaya
Major
Likely
17
Teknik Kimia | April 2014
Kerugian besar
terutama karena
terbuangnya gas alam
Korosi, tekanan gas terlalu
besar sehingga dapat terjadi
blow out
Major
Likely
Melakukan pengontrolan pa
tekanan
Secara berkala, pemeriksa
deterjen harus dilakukan
sehingga letak kebocoran s
upaya perbaikan
Melakukan penjadwalan in
sesuai) dengan
jadwal yang ditentukan oleh
Turunnya mutu LPG
Korosi lebih besar daripada
korosi allwance (1,5 mm),
tekanan kerja lebih besar
daripada tekanan kerja
maksimum
Minor
Unlikely
Adanya aliran recycle pro
controller Suhu dan Tekanan
Dapat terjadi ledakan
karena LPG mudah
meledak. Dapat
mengakibatkan
kematian
Korosi, gempa bumi atau
banjir
Severe
Unlikely
Peremajaan tank, pemeriks
atau ruangan tertutup
Kebakaran dan
ledakan besar karena
tekanan tinggi
sehingga suhunya
lebih tinggi daripada
suhu ignitation
Pemeriksaan rutin yang kurang
sering dilakukan khususnya
pada pressure regulator
Severe
Unlikely
Peremajaan fasilitas yang su
Pencemaran
Lingkungan
Alat-alat tersebut sudah
fatique, fracture dan sudah
waktunya peremajaan
Major
Unlikely
Selalu mengaudit secara ru
material unit pengolahan lim
SECTION 4 HAZARD AND OPERABILITY STUDY HAZARD
KONSEP
Konsep Hazop
1.
Tujuan Hazop
1.1
Tujuan penggunaan HAZOP adalah untuk meninjau suatu proses atau operasi pada suatu system seca
sistematis, untuk menentukan apakah proses penyimpangan dapat mendorong kearah kejadian ata
kecelakaan yang tidak diinginkan. Hazop Study dilakukan sesegera mungkin dalam tahap perancangan unt
melihat dampak dari perancangan itu, selain itu untuk melakukan suatu Hazop kita membutuhka
gambaran/perencanaan yang lebih lengkap. Hazop biasanya dilakukan sebagai pemeriksaan akhir keti
perencanaan yang mendetail telah terselesaikan. Juga dapat dilakukan pada fasilitas yang ada unt
mengidentifikasi modifikasi yang harus dilakukan untuk mengurangi masalah resiko dan pengoperasian
18
Teknik Kimia | April 2014
2.
2.1
Jenis Jenis Hazop
Process Hazop, yang di kembangkan untuk menilai system proses dan pabrik.
Human Hazop, lebih fokus pada kesalahan manusia dari pada kegagalan teknik.
Procedure Hazop, meninjau kembali urutan operasi dan cara kerja yang biasanya dinyatakan sebag
operasi pembelajaran SAFOP-SAFe.
Software Hazop, mengidentifikasi kemungkinan kesalahan-kesalahan dalam pengembanga
perangkat lunak.
3.
Istilah Terminologi Hazop
3.1
Proses Hazop didasarkan pada prinsip bahwa pendekatan kelompok dalam analisis bahaya aka
mengidentifikasi masalah-masalah yang lebih banyak dibandingkan ketika individu-individu bekerja seca
terpisah kemudian mengkombinasikan hasilnya. Tim Hazop dibentuk dari individu-individu dengan lat
belakang dan keahlian yang bervariasi. Keahlian ini digunkan bersama selama pelaksanaan Hazop da
melalui usaha pengumpulan brainstorming yang menstimulasi kreatifitas dan ide-ide baru, keseluruha
ulasan dari suatu proses dibuat menurut pertimbangan.
Berikut istilah istilah terminologi (key words) yang dipakai untuk mempermudah pelaksanaan Hazop anta
lain sebagai berikut:
a Deviation (Penyimpangan).
Adalah kata kunci kombinasi yang sedang diterapkan. (merupakan gabungan dari guide words d
parameters).
b Cause (Penyebab).
Adalah penyebab yang kemungkinan besar akan mengakibatkan terjadinya penyimpangan.
c Consequence (Akibat/konsekuensi).
Adalah suatu akibat dari suatu kejadian yang biasanya diekspresikan sebagai kerugian dari sua
kejadian atau resiko. Dalam menentukan consequence tidak boleh melakukan batasan kerena h
tersebut bisa merugikan pelaksanaan penelitian.
d Safeguards (Usaha Perlindungan).
Adanya perlengkapan pencegahan yang mencegah penyebab atau usaha perlindungan terhada
konsekuensi kerugian akan didokumentasikan pada kolom ini. Safeguards juga memberikan informa
pada operator tentang penyimpangan yang terjadi dan juga untuk memperkecil akibat.
e Action (Tindakan yang Dilakukan).
Apabila suatu penyebab dipercaya akan mengakibatkan konsekuensi negatif, harus diputuska
tindakan-tindakan apa yang harus dilakukan. Tindakan dibagi menjadi dua kelompok, yaitu tindaka
yang mengurangi atau menghilangkan penyebab dan tindakan yang menghilangkan akib
(konsekuensi). Sedangkan apa yang terlebih dahulu diputuskan, hal ini tidak selalu memungkinka
terutama ketika berhadapan dengan kerusakan peralatan. Namun, pertama-tama selalu diusahaka
untuk menyingkirkan penyebabnya, dan hanya dibagian mana perlu mengurangi konsekuensi.
f
Node (Titik Studi).
Merupakan pemisahan suatu unit proses menjadi beberapa bagian agar studi dapat dilakukan leb
terorganisir. Titik studi bertujuan untuk membantu dalam menguraikan dan mempelajari suatu bagia
proses.
g Severity.
Merupakan tingkat keparahan yang diperkirakan dapat terjadi.
h Likelihood.
Adalah kemungkinan terjadinya konsekwensi dengan sistem pengaman yang ada.
i
Risk atau resiko merupakan kombinasi kemungkinan likelihood dan severity.
j
Tujuan desain.
Tujuan desain diharapkan menggambarkan bagaimana proses dilakukan pada node (titik stud
Digambarkan secara kualitatif sebagai aktivitas (misalnya: reaksi, sedimentasi dsb) dan atau denga
kuantitatif dalam parameter proses seperti suhu, laju alir, tekanan, komposisi dan lain sebagainya.
4.
Guideword dan parameter
19
Teknik Kimia | April 2014
4.1
Guideword adalah suatu kata yang memberikan gambaran tentang penyimpangan dari tujuan proses ata
desain.
Proses Hazop akan menghasilkan/menciptakan penyimpangan-penyimpangan dari desain proses yan
sesungguhnya dengan mengkombinasikan antara guideword (no, more, less, dll) dengan parameter pros
sehingga menghasilkan kemungkinan penyimpangan dari desain yang sesungguhnya. Sebagai contoh keti
guideword no dipasangkan dengan parameter flow maka penyimpangan yang dihasilkan adalah no flow
Tim kemudian harus mendaftar segala penyebab-penyebab yang dipercaya dapat mengakibatkan kond
ketidakadaan aliran untuk sebuah node. Namun, tidak semua kombinasi guideword-parameter aka
menghasilkan suatu arti.
4.2
Contoh daftar guideword:
Guide-word
Arti
Contoh
No (not, none)
Tidak ada tujuan
perancangan yang tercapai
Tidak ada aliran ketika produksi
More (More of,
Higher)
Peningkatan kuantitatif pada
parameter
Suhu lebih tinggi dibanding perancangan
Less (Less of,
lower)
Penurunan kuantitatif pada
parameter
Tekanan lebih rendah dari kondisi normal
As well as
(More than)
Tambahan aktifitas/kegiatan
terjadi
Katup lain menutup pada saat yang sama
(kesalahan logika/ kesalahan manusia)
Part of
Hanya beberapa tujuan
perancangan yang tercapai
Hanya sebagian dari system yang berhenti
Reverse
Lawan dari tujuan
perancangan terjadi
Aliran balik terjadi ketika system dimatikan
Other than
(Other)
Penggantian lengkapkegiatan lain terjadi
Adanya cairan dalam perpipaan gas
4.4
Penerapan parameter akan bergantung pada jenis proses yang tengah dipertimbangkan, jenis peralatan yan
digunakan dan tujuan dari proses tersebut. Perangkat lunak untuk Hazop-PC memasukkan dua daftar men
yang menyajikan daftar baik parameter khusus maupun parameter umum. Parameter khusus yang palin
lazim biasanya mempertimbangkan flow, temperature, pressure, dan terkadang juga level. Hampir di semu
instansi parameter-parameter ini akan dievaluasi untuk setiap node.
4.5
Berikut ini adalah beberapa contoh parameter proses:
Temperature
Composition
pH
Pressure
Addition
Sequence
Mixing
Signal
Control
Stirring
Time
Start/Stop
Transfer
Phase
Operate
Level
Speed
Maintain
Viscosity
Particle size
Services
Reaction
Measure
Communication
5.
Proses Hazop
5.1
Tim Hazop berfokus pada bagian-bagian spesifik dari suatu proses yang disebut Node. Umumnya node
diidentifikasi dari P&ID suatu proses sebelum penelitian dimulai. Parameter proses diidentifikasi misalnya
flow dan sebuah kesengajaan dibuat untuk node melalui pertimbangan. Selanjutnya serangkaian guidewor
digabungkan dengan parameter flow untuk menciptakan suatu penyimpangan . sebagai contoh guideword
NO digabungkan dengan parameter flow dan diperoleh penyimpangan berupa no flow. Tim kemudian
fokus mendaftar semua yang dipercaya menjadi penyebab dari penyipangan no flow dimulai dari sebab yan
dapat mengakibatkan kemungkinan terburuk yang dapat dipikirkan oleh tim pada saat itu. Segera setelah
penyebab tersebut dicatat, tim kemudian mencatat konsekuensi, pedoman keselamatan dan anjuran anjuran
yang dianggap perlu. Proses yang sama terus diulang untuk penyimpangan selanjutnya dan seterusnya
20
Teknik Kimia | April 2014
sampai penyelesain suatu node, selanjutnya tim berpindah ke node selanjutnya dan mengulang proses di
atas.
PROCEDURE
1.
Procedure
1.1
Yang dibutuhkan dalam melakukan studi hazop antara lain informasi detail dalam proses. Informasi-informa
ini termasuk Process Flow Diagrams (PFDs), Process and Instrumentation Diagrams (P&IDs), spesifika
peralatan, konstruksi material, serta keseimbangan massa dan energi.
Prosedur hazop menggunakan tahap-tahap untuk menyelesaikan analisis, sebagai berikut :
a Mulai dengan flowsheet yang detail dan pilih unit mana yang akan dilakukan studi.
b Pilih studi node (vessel, line, operating instruction).
c Jelaskan desain dari studi node-nya. Sebagai contoh, vessel V-1 didesain untuk menyimp
ketersediaan benzene dan menyediakannya untuk reaktor.
d Ambil parameter proses : flow, level, temperature, pressure, concentration, pH, viscosity, keadaa
(padat, cair, gas), agitasi, volume, reaksi, sampel, komponen, start, stop, stability, power, inert.
e Terapkan guideword ke parameter proses untuk menyarankan penyimpangan yan
memungkinkan. Jika penyimpangan dapat dipakai, tentukan kemungkinan penyebab-penyeba
dan catat sistem pengaman yang ada.
f
Berikan saran (apa? oleh siapa? kapan?).
g Catat semua informasi.
h Ulangi tahap e ke tahap h sampai semua guideword yang digunakan diaplikasikan pada paramet
yang dipilih.
i
Ulangi tahap d ke tahap i sampai semua parameter proses dipertimbangkan pada studi nod
yang diberikan.
j
Ulangi tahap b ke tahap j sampai studi node dipertimbangkan pada bagian yang diberikan da
lanjutkan pada bagian lain di flowsheet.
2.
Parameter Tingkat Keparahan dan Kemungkinan Bahaya
2.1
Tabel Likelihood
level
Descriptor
Descriptions
Almost
certain
Resiko terjadi lebih dari 5 kali dalam 5 tahun
Likely
Resiko terjadi 4 kali dalam setahun
Moderate
Resiko terjadi kurang lebih 3 kali dalam 5 tahun
Unlikely
Resiko terjadi kurang lebih 2 kali dalam 5 tahun
Rate
Resiko jarang sekali muncul/terjadi hanya 1 kali dalam 5 tahun
21
Teknik Kimia | April 2014
2.2
Tabel Consequence
Level
Descriptor
Insignificant
Descriptions
Sistem beroperasi dan aman, terjadisedikit gangguan peralatan
namun tidak mempengaruhi proses
Potensi bahaya serta kerusakan/kerugian properti yang
ditimbulkan hampir tidak ada
Sistem tetap beroperasi aman, gangguan mengakibatkan
sedikit penurunan performasi atau kinerja sistem terganggu
Minor
Kerusakan / kerugian yang ditimbulkan minor, dan atau potensi
bahaya dapat mengakibatkan luka/cedera ringan
Moderate
Major
Sistem dapat beroperasi, kegagalan dapat mngakibatkan mesin
kehilangan fungsi utamanya dan atau dapat menimbulkan
kegagalan produk
Kerusakan /kerugian yang ditimbulkan moderate(berpengaruh
secara signifigant) dan atau potensi bahaya dapat
mengakibatkan resiko luka luka berat
Sistem tidak dapat beroperasi, kegagalan dapat menyebabkan
terjadinya banyak kerusakan fisik dan sistem, dapat
menimbulkan kegagalan produk dan atau tidak memenuhi
persyaratan peraturan Keselamatan Kerja
Kerusakan/kerugian yang ditimbulkan bersifat major dan atau
berpotensi bahaya dapat mengakibatkan serius-permanent
injury
Sistem tidak layak operasi, keparahan yang sangat tinggibila
kegagalan mempengaruhi sistem yang aman, juga melanggar
peraturan Keselamatan Kerja
Catastrophic
Kerusakan/kerugian yang ditimbulkan bersifat extreme.
Kejadian serius yang dapat mengakibatkan kematian, serta
menimbulkan kerugian financial yang sangat besar.
3.
Istilah Terminologi Hazop
3.1
Proses Hazop didasarkan pada prinsip bahwa pendekatan kelompok dalam analisis bahaya aka
mengidentifikasi masalah-masalah yang lebih banyak dibandingkan ketika individu-individu bekerja seca
terpisah kemudian mengkombinasikan hasilnya. Tim Hazop dibentuk dari individu-individu dengan lat
belakang dan keahlian yang bervariasi. Keahlian ini digunkan bersama selama pelaksanaan Hazop da
melalui usaha pengumpulan brainstorming yang menstimulasi kreatifitas dan ide-ide baru, keseluruha
ulasan dari suatu proses dibuat menurut pertimbangan.
Berikut istilah istilah terminologi (key words) yang dipakai untuk mempermudah pelaksanaan Hazop anta
lain sebagai berikut:
k Deviation (Penyimpangan).
Adalah kata kunci kombinasi yang sedang diterapkan. (merupakan gabungan dari guide words d
parameters).
l
Cause (Penyebab).
Adalah penyebab yang kemungkinan besar akan mengakibatkan terjadinya penyimpangan.
22
Teknik Kimia | April 2014
m Consequence (Akibat/konsekuensi).
Adalah suatu akibat dari suatu kejadian yang biasanya diekspresikan sebagai kerugian dari sua
kejadian atau resiko. Dalam menentukan consequence tidak boleh melakukan batasan kerena h
tersebut bisa merugikan pelaksanaan penelitian.
n Safeguards (Usaha Perlindungan).
Adanya perlengkapan pencegahan yang mencegah penyebab atau usaha perlindungan terhada
konsekuensi kerugian akan didokumentasikan pada kolom ini. Safeguards juga memberikan informa
pada operator tentang penyimpangan yang terjadi dan juga untuk memperkecil akibat.
o Action (Tindakan yang Dilakukan).
Apabila suatu penyebab dipercaya akan mengakibatkan konsekuensi negatif, harus diputuska
tindakan-tindakan apa yang harus dilakukan. Tindakan dibagi menjadi dua kelompok, yaitu tindaka
yang mengurangi atau menghilangkan penyebab dan tindakan yang menghilangkan akib
(konsekuensi). Sedangkan apa yang terlebih dahulu diputuskan, hal ini tidak selalu memungkinka
terutama ketika berhadapan dengan kerusakan peralatan. Namun, pertama-tama selalu diusahaka
untuk menyingkirkan penyebabnya, dan hanya dibagian mana perlu mengurangi konsekuensi.
p Node (Titik Studi).
Merupakan pemisahan suatu unit proses menjadi beberapa bagian agar studi dapat dilakukan leb
terorganisir. Titik studi bertujuan untuk membantu dalam menguraikan dan mempelajari suatu bagia
proses.
q Severity.
Merupakan tingkat keparahan yang diperkirakan dapat terjadi.
r Likelihood.
Adalah kemungkinan terjadinya konsekwensi dengan sistem pengaman yang ada.
s Risk atau resiko merupakan kombinasi kemungkinan likelihood dan severity.
t
Tujuan desain.
Tujuan desain diharapkan menggambarkan bagaimana proses dilakukan pada node (titik stud
Digambarkan secara kualitatif sebagai aktivitas (misalnya: reaksi, sedimentasi dsb) dan atau denga
kuantitatif dalam parameter proses seperti suhu, laju alir, tekanan, komposisi dan lain sebagainya.
4.
Guideword dan parameter
4.1
Guideword adalah suatu kata yang memberikan gambaran tentang penyimpangan dari tujuan proses ata
desain.
Proses Hazop akan menghasilkan/menciptakan penyimpangan-penyimpangan dari desain proses yan
sesungguhnya dengan mengkombinasikan antara guideword (no, more, less, dll) dengan parameter pros
sehingga menghasilkan kemungkinan penyimpangan dari desain yang sesungguhnya. Sebagai contoh keti
guideword no dipasangkan dengan parameter flow maka penyimpangan yang dihasilkan adalah no flow
Tim kemudian harus mendaftar segala penyebab-penyebab yang dipercaya dapat mengakibatkan kond
ketidakadaan aliran untuk sebuah node. Namun, tidak semua kombinasi guideword-parameter aka
menghasilkan suatu arti.
4.2
Contoh daftar guideword:
Guide-word
Arti
Contoh
No (not, none)
Tidak ada tujuan
perancangan yang tercapai
Tidak ada aliran ketika produksi
More (More of,
Higher)
Peningkatan kuantitatif pada
parameter
Suhu lebih tinggi dibanding perancangan
Less (Less of,
lower)
Penurunan kuantitatif pada
parameter
Tekanan lebih rendah dari kondisi normal
As well as
(More than)
Tambahan aktifitas/kegiatan
terjadi
Katup lain menutup pada saat yang sama
(kesalahan logika/ kesalahan manusia)
Part of
Hanya beberapa tujuan
perancangan yang tercapai
Hanya sebagian dari system yang berhenti
23
Teknik Kimia | April 2014
Reverse
Lawan dari tujuan
perancangan terjadi
Aliran balik terjadi ketika system dimatikan
Other than
(Other)
Penggantian lengkapkegiatan lain terjadi
Adanya cairan dalam perpipaan gas
4.4
Penerapan parameter akan bergantung pada jenis proses yang tengah dipertimbangkan, jenis peralatan yan
digunakan dan tujuan dari proses tersebut. Perangkat lunak untuk Hazop-PC memasukkan dua daftar men
yang menyajikan daftar baik parameter khusus maupun parameter umum. Parameter khusus yang palin
lazim biasanya mempertimbangkan flow, temperature, pressure, dan terkadang juga level. Hampir di semu
instansi parameter-parameter ini akan dievaluasi untuk setiap node.
4.5
Berikut ini adalah beberapa contoh parameter proses:
Temperature
Composition
Ph
Pressure
Addition
Sequence
Mixing
Signal
Control
Stirring
Time
Start/Stop
Transfer
Phase
Operate
Level
Speed
Maintain
Viscosity
Particle size
Services
Reaction
Measure
Communication
5.
Proses Hazop
5.1
Tim Hazop berfokus pada bagian-bagian spesifik dari suatu proses yang disebut Node. Umumnya node
diidentifikasi dari P&ID suatu proses sebelum penelitian dimulai. Parameter proses diidentifikasi misalnya
flow dan sebuah kesengajaan dibuat untuk node melalui pertimbangan. Selanjutnya serangkaian guidewor
digabungkan dengan parameter flow untuk menciptakan suatu penyimpangan . sebagai contoh guideword
NO digabungkan dengan parameter flow dan diperoleh penyimpangan berupa no flow. Tim kemudian
fokus mendaftar semua yang dipercaya menjadi penyebab dari penyipangan no flow dimulai dari sebab yan
dapat mengakibatkan kemungkinan terburuk yang dapat dipikirkan oleh tim pada saat itu. Segera setelah
penyebab tersebut dicatat, tim kemudian mencatat konsekuensi, pedoman keselamatan dan anjuran anjuran
yang dianggap perlu. Proses yang sama terus diulang untuk penyimpangan selanjutnya dan seterusnya
sampai penyelesain suatu node, selanjutnya tim berpindah ke node selanjutnya dan mengulang proses di
atas.
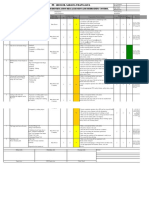
TABEL ANALISIS HAZARD AND OPERABILITY STUDY HAZARD PADA LPG SAGAMA
Node
Deviasi
Param
eter
Kata
pand
uan
Tempr
ature
Less
More
Penyeb
ab
Akibat
laju alir
steam
terlalu
rendah
Daya
adsorb
adsorbe
n rendah
Laju alir
steam
terlalu
tinggi
Rusakny
a
adsorbe
n
Implika
si
Indikat
or
Masih
terdapa
t
pengot
or
dalam
gas
Proses
adsorps
i
menjadi
tidak
Temper
atur
Se
v
Li
k
Ris
k
Penceg
ahan
Mengont
rol laju
alir
steam
24
Teknik Kimia | April 2014
sempur
na
k
o
l
o
m
a
Less
Tekan
an
Kompresor
More
Less
rusakny
a sel
pelindun
g di
sekelilin
g piston,
sehingg
a gas
dapat
lewat ke
bagian
belakan
g piston
Tersumb
atnya
valve
keluaran
kompres
or
meledak
nya
kompres
or
penyum
batan
dalam
pompa
ketersedi
aan
fluida
untuk
proses
terhamb
at
Flow
Flow
tidak
dicapain
ya
spesifika
si
tekanan
produk
More
kinerja
impeller
berlebih
an
pompa
cepat
rusak
Less
valve
pengontr
ol laju
alir
tergangg
u
sehingg
a aliran
terlalu
kecil
Masukny
a cairan
ke
saluran
gas yang
ada di
bagian
bawah
kolom
Tekana
n
melakuk
an
penggan
tian seal
pistonun
tuk
jangka
waktu
tertentu
Alarm
member
sihkan
saluran
da valve
keluaran
kompres
or
Member
sihkan
pompa
dan
kontrol
secara
berkala
kualitas
akhir
LPG
turun
Shut
down
Proses
selanjut
nya
berjalan
tidak
sempur
na
menam
bah
biaya
pengelu
aran
pabrik
penyer
apan
CO2
tidak
optimal;
absorb
er
rusak
Flow
kontrol
secara
berkala
melakuk
an
pengece
kan
valve
kontrol
laju alir
secara
berkala
25
Teknik Kimia | April 2014
More
valve
pengontr
ol laju
alir
tergangg
u
sehingg
a aliran
terlalu
besar
More
Tersumb
atnya
valve
keluaran
absorber
Less
rusakny
a
selpelind
ung di
sekelilin
g piston,
sehingg
a gas
dapat
lewat ke
bagian
belakan
g piston
Tekan
an
Gas
yang
keluar
dari
kolom
absorber
masih
mengan
dung
banyak
cairan
beban
absorber
berlebih
absorb
er
meleda
k
Less
More
Kontrol
temperat
ur
mengala
mi
ganggua
Melakuk
an
pembers
ihan
saluran
dan
valve
keluaran
absorbe
r
melakuk
an
penggan
tian seal
pistonun
tuk
jangka
waktu
tertentu
Flow
kerja
absorber
tidak
optimal
tidak
dicapai
nya
spesifik
asi
tekanan
produk
Tempe
ratur
Kontrol
temperat
ur
mengala
mi
ganggua
n; terjadi
scaling
pada
dinding
absorber
sebelah
luar
Terjadi
kondens
asi
hidrokar
bon
berat
pada
kolom
DEA
akan
terdeko
mposisi
Terjadi
foaming
,
sehingg
a
pengika
tan
CO2
oleh
DEA
tidak
berlang
sung
dengan
baik
Pengik
atan
CO2
oleh
DEA
tidak
Flow
and
Temper
atur
melakuk
an
pengece
kan
pada
unit
furnace
dan
pengont
rol suhu
secara
berkala;
memonit
or bila
terjadi
kerusak
an pada
badan
absorbe
r
melakuk
an
pengece
kan
pada
unit
26
Teknik Kimia | April 2014
C
O
2
A
b
s
Less
Tempe
ratur
tube
More
Aliran
hot oil/
colling
water
Less
Kurangn
ya
supply
aliran
cooling
water;
penyum
batan
pada
pipa
aliran
masuk
cooling
water;
adanya
scale
pada
tube HE;
adanya
deviasi
pada
HE;
Pompa
tidak
bekerja
maksima
l
Aliran
cooling
water
overflow
Adanya
deviasi
pada
HE,
pompa
tidak
bekerja
maksima
l
furnace
dan
pengont
rol suhu
secara
berkala
berlang
sung
dengan
baik
Pendingi
nan tidak
sempurn
a; LPG
tidak
berubah
menjadi
cairan
semua
Bukaan
valve
cooling
water
diperbe
sar
Temper
atur
Boros
coolong
water;
Tempera
tur
keluaran
tidak
sesuai
dengan
keingina
n
Pertukar
an
panas
tidak
efektif
Bukaan
valve
cooling
water
diperke
cil
Temper
atur
fluida
yang
ingin
dipanas
kan
lebih
tinggi
Flow
and
Temper
atur
Perlu
dilakuka
n
pengece
kan
secara
berkala
pada
dinding
tube HE
dan pipa
Pemelih
araan
HE dan
pompa
27
Teknik Kimia | April 2014
More
H
e
a
t
e
x
c
Pompa
overflow
Less
Amine regenerator
Kontrol
temperat
ur
mengala
mi
ganggua
n
Tempe
ratur
More
Materi
al cair
(LPG)
No
Less
More
Kesalah
an
operator
saat
mentran
sfer
material
Material
yang
diterima
kurang
dari
pengirim
an
normal
Ukuran
tanker
kecil:
pengisia
n over
Pertukar
an
panas
tidak
efektif
Proses
regenera
si tidak
optimal
Amineak
an
terdegra
dasi
Pompa
vacum di
road
tanker
mengala
mi
kapitasi
Kemung
kinan
pengoso
ngan
awal
tanker
Overfillin
g taker;
terjadi
ekspansi
thermal
pada
pipa;
tekanan
dalam
Temper
atur
keluara
n tidak
sesuai
dengan
yang
diingink
an
Tidak
dicapai
nya
spesifik
asi
temper
atur
produk
Pengik
atan
CO2
oleh
DEA
tidak
berlang
sung
dengan
baik
Pengiri
man
tidak
optimal
dan
menyeb
abkan
kerugia
n
Flow
and
Temper
atur
Flow
Melakuk
an
pengece
kan
pada
unit
furnace
dan
pengont
rol suhu
secara
berkala
Penimb
angan
tanker
dalam
keadaan
kosong;
pengece
kan
rotogau
ge dan
dokume
n;
Memerik
sa level
dengan
menggu
nakan
rotogau
ge
kalibrasi
rotogau
ge;
memerik
sa
kapasita
s tanker
28
Teknik Kimia | April 2014
tanker
meningk
at
P
e
n
g
i
r
i
m
a
n
SECTION 5 GOVERANCE
RESPONSIBILITY
Policy Owner
Director , Human Resources
POLICY & PROCEDURE DIRECTORY REQUIREMENTS
CATEGORY
Human Resources, OHS
KEYWORDS
Risk assessment, hazard identification, OHS risk management
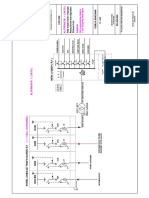
BAGAN HAZARD ANALYSIS
29
Teknik Kimia | April 2014
30
You might also like
- Hse - Otp - Top - 001Document9 pagesHse - Otp - Top - 001Ricky Stormbringer ChristianNo ratings yet
- Laporan k3Document7 pagesLaporan k3Ikki Muhammad AssidqiNo ratings yet
- SAF 016 PRO Personal+Protective+EquipmentDocument40 pagesSAF 016 PRO Personal+Protective+EquipmentAnton SusiloNo ratings yet
- Weekly Hse Report New Retaining Wall Cil 1: Project No. Document No. RevDocument6 pagesWeekly Hse Report New Retaining Wall Cil 1: Project No. Document No. RevcaturzzzzzNo ratings yet
- Erp 5C 82Document26 pagesErp 5C 82Yogaraja MathialaganNo ratings yet
- Checklist SHE Mr. RaymonDocument12 pagesChecklist SHE Mr. RaymonRizky RamadhanNo ratings yet
- SHE Regulation 2020 With Attachment (Approved)Document212 pagesSHE Regulation 2020 With Attachment (Approved)Ainur RohmanNo ratings yet
- Monthly Report Mei 2015 ELMA-TCMDocument20 pagesMonthly Report Mei 2015 ELMA-TCMAbank Maqj0% (1)
- Bentonite MSDS: Section 1: Chemical Product and Company IdentificationDocument5 pagesBentonite MSDS: Section 1: Chemical Product and Company IdentificationMuhammad FadliNo ratings yet
- Sno G D&C f001 HiradcDocument5 pagesSno G D&C f001 HiradcTri SubaktiNo ratings yet
- (HSE-ForM-A.05) Form Inspection Rough Terrain CraneDocument6 pages(HSE-ForM-A.05) Form Inspection Rough Terrain CraneIvansyah SastrowardoyoNo ratings yet
- Layout Pintu Air 2Document5 pagesLayout Pintu Air 2Fahmi NoviandriNo ratings yet
- Prosedur Audit InternalDocument3 pagesProsedur Audit InternalIki HendroNo ratings yet
- Lintech Daily Activity Report - 2021!06!01Document6 pagesLintech Daily Activity Report - 2021!06!01mahindra hardinataNo ratings yet
- (SYSTEM) (PPONLINE) (CHECK) SHE Plan DokumenDocument99 pages(SYSTEM) (PPONLINE) (CHECK) SHE Plan Dokumenika margareth100% (1)
- Environment MP SoilDocument17 pagesEnvironment MP SoilRusihan HSE100% (1)
- CsmsDocument42 pagesCsmsrizkiNo ratings yet
- Ims Iso 14001 2015 LembayungDocument13 pagesIms Iso 14001 2015 LembayungIfan Kiwon100% (1)
- Prose Dur QH Sse 2016Document198 pagesProse Dur QH Sse 2016danaokhtavianusNo ratings yet
- Hse Program Matrix 2017: For Field Personnel For JKT Management & StaffsDocument1 pageHse Program Matrix 2017: For Field Personnel For JKT Management & Staffsmalimsaidi_160040895No ratings yet
- Pertamina HSE Training CenterDocument1 pagePertamina HSE Training CenterindoseafarerNo ratings yet
- PRO-HSE-015 - HSE Manual GuidanceDocument21 pagesPRO-HSE-015 - HSE Manual GuidanceTadaya KasaharaNo ratings yet
- Grafik Kecelakaan 2016 PDFDocument2 pagesGrafik Kecelakaan 2016 PDFragilNo ratings yet
- Laporan Bulanan K3: Project Warehouse Unit 9Document5 pagesLaporan Bulanan K3: Project Warehouse Unit 9Haris Setyo UtomoNo ratings yet
- Form Inspeksi PH AirDocument4 pagesForm Inspeksi PH AirMoresbehmanNo ratings yet
- Sherach AdeDocument2 pagesSherach AdeAdeArdilaSafitrieNo ratings yet
- Csms PQ Emp Group PublicDocument16 pagesCsms PQ Emp Group PublicAfif Said Hadjin100% (2)
- Maping Kotak P3K P2Document4 pagesMaping Kotak P3K P2riyadigeng19gmailcomNo ratings yet
- Clean, Bright, Comfort ProgramDocument8 pagesClean, Bright, Comfort ProgramAhmad AtoNo ratings yet
- Temuan Inspeksi Mess - 250818Document6 pagesTemuan Inspeksi Mess - 250818Cecep GunawanNo ratings yet
- Ismail Marweni - Qa&Hseq Manager - 03!05!2017Document5 pagesIsmail Marweni - Qa&Hseq Manager - 03!05!2017Touil HoussemNo ratings yet
- Dasar K3 - 1Document71 pagesDasar K3 - 1Widhy Sondy MarindaNo ratings yet
- Continental Industrial PDFDocument359 pagesContinental Industrial PDFDavidNo ratings yet
- Datasheet 4558CDocument2 pagesDatasheet 4558CJose Isabel Cordero LopezNo ratings yet
- Form Laporan HarianDocument2 pagesForm Laporan Harianراکٹ کا دنNo ratings yet
- Ta d4 MRKGDocument79 pagesTa d4 MRKGbayu muhammad azizulNo ratings yet
- Mengitung Jumlah Dan Kapasitas Pompa SUAN ISHEN SIMAMORA - 12306089Document13 pagesMengitung Jumlah Dan Kapasitas Pompa SUAN ISHEN SIMAMORA - 12306089Ishen SimamoraNo ratings yet
- M-MK3L-02 HSE PLAN-dikonversiDocument52 pagesM-MK3L-02 HSE PLAN-dikonversiVENTY100% (1)
- Pelatihan K3LDocument13 pagesPelatihan K3Lyono DaryonoNo ratings yet
- Tabel RulaDocument1 pageTabel RulaNisrina Sofia Rahman100% (1)
- Annual 07 02 2018 11 22 28Document122 pagesAnnual 07 02 2018 11 22 28endeiNo ratings yet
- HIRADC Geodipa EnglishhDocument19 pagesHIRADC Geodipa EnglishhdvggfdhdbdfvbNo ratings yet
- Total Recordable Injury and Incident Rate: Winda Trijayanthi UtamaDocument7 pagesTotal Recordable Injury and Incident Rate: Winda Trijayanthi UtamaBook BoomNo ratings yet
- Checklist SkkpiDocument27 pagesChecklist SkkpiarisNo ratings yet
- Behavior Based Safety Observer Training - Day #1: Drilling Steering Committee DuriDocument49 pagesBehavior Based Safety Observer Training - Day #1: Drilling Steering Committee DuriAjie Dwi YuniarsoNo ratings yet
- Laporan HarianDocument2 pagesLaporan HarianlukitodyNo ratings yet
- A9. Qcp-Jalitaka-Pt Yutaka Manufacturing IndonesiaDocument11 pagesA9. Qcp-Jalitaka-Pt Yutaka Manufacturing Indonesialombak3 2017100% (1)
- Lirik ColdplayDocument3 pagesLirik ColdplayIputu Agus SutresnaNo ratings yet
- Hse Daily: Proyek: SKTT 150 KV Suramadu LOKASI: Surabaya - Bangkalan TANGGAL: 31 Mei 2022Document2 pagesHse Daily: Proyek: SKTT 150 KV Suramadu LOKASI: Surabaya - Bangkalan TANGGAL: 31 Mei 2022Edwin RajagukgukNo ratings yet
- ListDocument155 pagesListarisNo ratings yet
- QHSE Internal Meeting Agenda MinutesDocument1 pageQHSE Internal Meeting Agenda MinutesRocky BisNo ratings yet
- Single Line Alt. 1 ADocument1 pageSingle Line Alt. 1 AJauhary HarrysNo ratings yet
- Format Laporan Management Walk ThroughDocument8 pagesFormat Laporan Management Walk ThroughSamuel Rikardo NainggolanNo ratings yet
- Form SIKA Baru Rev04 - 2019 - CETAKDocument1 pageForm SIKA Baru Rev04 - 2019 - CETAKBambang HariantoNo ratings yet
- RAB Gudang HSEDocument5 pagesRAB Gudang HSEFahmi Noviandri100% (1)
- TC220Document2 pagesTC220blacx_rzkyNo ratings yet
- 3.hiradc Install Steel Structure .FDocument65 pages3.hiradc Install Steel Structure .FHerman SyahNo ratings yet
- Hazard Identification, Risk Assessment & Risk Control in The WorkplaceDocument4 pagesHazard Identification, Risk Assessment & Risk Control in The Workplacesyed_m786No ratings yet
- Occupational Health and Safety Management System Oh&S ManualDocument81 pagesOccupational Health and Safety Management System Oh&S ManualmohitNo ratings yet
- Ohs 405 Ass 2Document11 pagesOhs 405 Ass 2lucressesimo619No ratings yet
- Nama: Freddy Manullang Nim: 1407123875 Kelas: Statistika Terapan Kelas ADocument3 pagesNama: Freddy Manullang Nim: 1407123875 Kelas: Statistika Terapan Kelas AFreddy ManullangNo ratings yet
- BEARINGDocument6 pagesBEARINGFreddy ManullangNo ratings yet
- Dokumentasi Bunch AnalisaDocument3 pagesDokumentasi Bunch AnalisaFreddy ManullangNo ratings yet
- Sandesh2015 PDFDocument34 pagesSandesh2015 PDFFreddy ManullangNo ratings yet
- Zincite R050492-1 Powder Xray Data XY RAW 1801Document145 pagesZincite R050492-1 Powder Xray Data XY RAW 1801Freddy ManullangNo ratings yet
- Using The Journal of Physics: Conference Series Word TemplatesDocument4 pagesUsing The Journal of Physics: Conference Series Word TemplatesFreddy ManullangNo ratings yet
- 160-Article Text-552-1-10-20180411Document12 pages160-Article Text-552-1-10-20180411Freddy ManullangNo ratings yet
- GR X GR 7 Gram: GR 256 GR GR 96 GRDocument3 pagesGR X GR 7 Gram: GR 256 GR GR 96 GRFreddy ManullangNo ratings yet
- Exampel 8.1Document6 pagesExampel 8.1Freddy ManullangNo ratings yet
- Tabel Distribusi NormalDocument1 pageTabel Distribusi NormalFreddy ManullangNo ratings yet
- Laporan Praktikum Kimia FisikaDocument1 pageLaporan Praktikum Kimia FisikaFreddy ManullangNo ratings yet