Download as doc, pdf, or txt
You might also like
- Tank Design (API 650)Document21 pagesTank Design (API 650)deddod96% (26)
- Mg623 - Project Management PlanDocument79 pagesMg623 - Project Management PlanIBRAHIM NYIRENDANo ratings yet
- Norsok M-501 eDocument24 pagesNorsok M-501 emedkom2000No ratings yet
- Sampling Frequency of Concrete CubeDocument2 pagesSampling Frequency of Concrete CubeRAJESH KUMAR SRIVASTAVA100% (1)
- Srk-Ludvika Dfs Gap Analysis ReportDocument127 pagesSrk-Ludvika Dfs Gap Analysis ReportphuckayooNo ratings yet
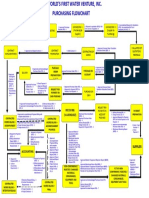
- Purchasing Flowchart FinalDocument1 pagePurchasing Flowchart FinalSpex AbrogarNo ratings yet
- Standard Penetration TestDocument21 pagesStandard Penetration TestVenkatesh ThumatiNo ratings yet
- cv5788987 FileDocument5 pagescv5788987 FileAbdul SaquibNo ratings yet
- Project Overview Statement - Executive SummaryDocument4 pagesProject Overview Statement - Executive SummaryAudrey OwensNo ratings yet
- Introduction and API Standards of CasingsDocument57 pagesIntroduction and API Standards of CasingsSeyid khaledNo ratings yet
- Attach-13 Work Procedure For Static Equipment InstallationDocument9 pagesAttach-13 Work Procedure For Static Equipment InstallationSukalyan BasuNo ratings yet
- Link To Notes On Casing Design Overview Google DriveDocument33 pagesLink To Notes On Casing Design Overview Google DriveGhebache OtakuNo ratings yet
- Cathodic Protection System For Tank Bottom Plate 1688916078Document6 pagesCathodic Protection System For Tank Bottom Plate 1688916078youplai100% (1)
- Packer Test Form Lumina Copper SAC: ClientDocument7 pagesPacker Test Form Lumina Copper SAC: ClientWilmerCamposBarbozaNo ratings yet
- Guide To Conducting Pumping TestsDocument9 pagesGuide To Conducting Pumping Testsjjrelucio3748No ratings yet
- Job 1 Mix DesignDocument10 pagesJob 1 Mix DesignMazharYasinNo ratings yet
- Field CBR Test: Penetration (MM)Document1 pageField CBR Test: Penetration (MM)nugraha desainNo ratings yet
- Compressor: Reciprocating Compressors (Edit) Main Article: Reciprocating CompressorDocument17 pagesCompressor: Reciprocating Compressors (Edit) Main Article: Reciprocating Compressorraymart caluag0% (1)
- NLNGDocument11 pagesNLNGAifuwa TundeNo ratings yet
- Two-Way Joist (Waffle) Slab Design Approach and MethodologyDocument7 pagesTwo-Way Joist (Waffle) Slab Design Approach and MethodologyMNo ratings yet
- Rotodynamic Vertical Pumps: For Manuals Describing Installation, Operation, and MaintenanceDocument57 pagesRotodynamic Vertical Pumps: For Manuals Describing Installation, Operation, and MaintenanceShubhrajeet TiwariNo ratings yet
- Numerical Groundwater Modelling ReportDocument110 pagesNumerical Groundwater Modelling ReportErland PrasetyaNo ratings yet
- Positive Displacement: Pressure Gas Air Compressor Pumps Fluid PipeDocument5 pagesPositive Displacement: Pressure Gas Air Compressor Pumps Fluid PipeThivin RajNo ratings yet
- AME 60646 Failure of Materials Fall 2012Document1 pageAME 60646 Failure of Materials Fall 2012thienmakbNo ratings yet
- SAES-L-470 PDF Download - Trenchless Pipelines Construction - PDFYARDocument7 pagesSAES-L-470 PDF Download - Trenchless Pipelines Construction - PDFYARZahidRafiqueNo ratings yet
- Geotechnical Assessment of Dam SiteDocument16 pagesGeotechnical Assessment of Dam SiteFaroq MaraqaNo ratings yet
- 03 Sub-Surface Exploration 02Document35 pages03 Sub-Surface Exploration 02kabir AhmedNo ratings yet
- Miter Drawing Details For Anchor BlocksDocument1 pageMiter Drawing Details For Anchor BlocksUHPB TeamNo ratings yet
- JICA Method StatementDocument12 pagesJICA Method StatementMultiverse EnergyNo ratings yet
- Tailings Program PDFDocument4 pagesTailings Program PDFLuciano JuniorNo ratings yet
- Pile Load Test ProcedureDocument2 pagesPile Load Test ProcedureJEFFY JACOBNo ratings yet
- Ejector Pump CFDDocument24 pagesEjector Pump CFDSyed Qasim ZaheerNo ratings yet
- DRC 000 16540 0055 00 Project Quality PlanDocument41 pagesDRC 000 16540 0055 00 Project Quality PlanSaleem AkhtarNo ratings yet
- Technical Note For LimestoneDocument15 pagesTechnical Note For LimestoneAmierul MukmienNo ratings yet
- Ministry of Environment and Engery Maldives: Consultant: Riyan PVT LTD., MaleDocument2 pagesMinistry of Environment and Engery Maldives: Consultant: Riyan PVT LTD., MalePrem Kumar0% (1)
- Material Approval: Sub Contractor Submission Date Name of Material Sample Supplier Specification DetailsDocument1 pageMaterial Approval: Sub Contractor Submission Date Name of Material Sample Supplier Specification DetailsM Helmi Yunan PanggabeanNo ratings yet
- 17.12 ETP - Job Procedure For GRE Bonding & Installation of GRE Pipes GR B 1Document10 pages17.12 ETP - Job Procedure For GRE Bonding & Installation of GRE Pipes GR B 1tkmohanty1233456No ratings yet
- Umbrella-Roof Tanks. They Are Very Similar To Cone-Roof Tanks, But The Roof Looks Like AnDocument1 pageUmbrella-Roof Tanks. They Are Very Similar To Cone-Roof Tanks, But The Roof Looks Like AnsetakNo ratings yet
- Wellpoint DewateringDocument3 pagesWellpoint DewateringlearnafrenNo ratings yet
- LBC-125 SpecificationDocument1 pageLBC-125 Specificationastiadi engineeringNo ratings yet
- Supervision Procedure: Oml100 (Fso Unity)Document8 pagesSupervision Procedure: Oml100 (Fso Unity)Ezemeh Nigeria100% (1)
- Catch Up ProgrammeDocument6 pagesCatch Up Programmederrick_nvNo ratings yet
- List of Nozzles List of Nozzles: T T 1 T T 1Document1 pageList of Nozzles List of Nozzles: T T 1 T T 1גרבר פליקס100% (1)
- Report of Drilling Results-Wlenchiti BH02Document37 pagesReport of Drilling Results-Wlenchiti BH02aberraNo ratings yet
- Detail Engineering MethodologyDocument11 pagesDetail Engineering MethodologyKumarJR86100% (1)
- Guide To DrillingDocument9 pagesGuide To DrillingEhab AhmedNo ratings yet
- Geomembrane Installation Guidelines PDFDocument40 pagesGeomembrane Installation Guidelines PDFArnoldo OlivaNo ratings yet
- Rebar - Wikipedia, The Free EncyclopediaDocument8 pagesRebar - Wikipedia, The Free EncyclopediaadityalhNo ratings yet
- Erection of Steel StructureDocument4 pagesErection of Steel StructureParth AnajwalaNo ratings yet
- Polyurethane Lining and Coating Specification Penstock Welded Joints 20120327Document12 pagesPolyurethane Lining and Coating Specification Penstock Welded Joints 20120327anbilselvamNo ratings yet
- Deterministic and Probabilistic Engineering CostDocument13 pagesDeterministic and Probabilistic Engineering CostEduardo MenaNo ratings yet
- Tankdesign How ToDocument3 pagesTankdesign How Toalassy juyNo ratings yet
- Sub-Section 4.3.6-Performance Testing 150814Document17 pagesSub-Section 4.3.6-Performance Testing 150814salehws100% (1)
- Comparison of Api and Csa Offshore Pipeline Stress and Strain Design CriteriaDocument17 pagesComparison of Api and Csa Offshore Pipeline Stress and Strain Design CriteriaLesley Michael LiuNo ratings yet
- Liebherr Flyer CranePlanner 2.0 Imperial USADocument4 pagesLiebherr Flyer CranePlanner 2.0 Imperial USAGiorno GiovannaNo ratings yet
- Testing of Drilling Fluids: Mud DensityDocument9 pagesTesting of Drilling Fluids: Mud DensityMohammed Amin BenharkatNo ratings yet
- Pump ManualDocument68 pagesPump Manualsaid19712011No ratings yet
- Design of Tanks For The Storage of Oil and WaterDocument29 pagesDesign of Tanks For The Storage of Oil and Waterjayaraman3No ratings yet
- Thiet Ke TanksDocument115 pagesThiet Ke Tankstoicantailieunhat100% (1)
- Design of Tanks For Storage of Oil and WaterDocument31 pagesDesign of Tanks For Storage of Oil and WaterUhong LaiNo ratings yet
- Norsok M501 System GuideDocument16 pagesNorsok M501 System GuideUhong LaiNo ratings yet
- Chimney DesignDocument13 pagesChimney DesignUhong Lai100% (2)
- S 7504Document14 pagesS 7504Shamir GutierrezNo ratings yet
- Technical Selection of NDE Techniques When Evaluating The Mechanical Integrity of Industrial PlantDocument16 pagesTechnical Selection of NDE Techniques When Evaluating The Mechanical Integrity of Industrial PlantUhong LaiNo ratings yet
- WRC107 297Document4 pagesWRC107 297enjoygurujiNo ratings yet
- Ii2Geexiaiict6: Device Group Ignition Prote-Ction Class Temperature Class Explosion Group Category IdentifierDocument7 pagesIi2Geexiaiict6: Device Group Ignition Prote-Ction Class Temperature Class Explosion Group Category IdentifierClaudio GonzalezNo ratings yet
- CBB Sizing and SelectionDocument2 pagesCBB Sizing and SelectionUhong LaiNo ratings yet