Download as pptx, pdf, or txt
You might also like
- Plant Design Final PDFDocument150 pagesPlant Design Final PDFRaffi Richard89% (9)
- Potassium Carbonate Using AspenplusDocument5 pagesPotassium Carbonate Using AspenpluspancokomNo ratings yet
- Economics of Chemical Plant Lec 33-36Document46 pagesEconomics of Chemical Plant Lec 33-36Muhammad Ahms100% (3)
- Advanced Distillation Technologies: Design, Control and ApplicationsFrom EverandAdvanced Distillation Technologies: Design, Control and ApplicationsNo ratings yet
- Chemical Bandwidth ReportDocument40 pagesChemical Bandwidth ReportterumistarNo ratings yet
- MILENA-OLGA Technology at Industrial ScaleDocument23 pagesMILENA-OLGA Technology at Industrial ScaleRobin ZwartNo ratings yet
- 12Document16 pages12Anonymous kBjvdERRQNo ratings yet
- Plant Design of Acetone ProductionDocument20 pagesPlant Design of Acetone ProductionMary Grace VelitarioNo ratings yet
- Vinyl Chloride MonomerDocument6 pagesVinyl Chloride MonomerRizqia Putri ZakkaNo ratings yet
- Process Evaluation & Research PlanningDocument2 pagesProcess Evaluation & Research PlanningVictoria Sahaya RaniNo ratings yet
- 352,, - 9Lq/O&Korulgh 0Rqrphu9&03Odqw &dvherrnv: SimsciDocument33 pages352,, - 9Lq/O&Korulgh 0Rqrphu9&03Odqw &dvherrnv: Simscimfruge7No ratings yet
- Chapter 5 - Equipment Sizing and CostingDocument21 pagesChapter 5 - Equipment Sizing and CostingHaiqal AzizNo ratings yet
- CHEE3004 Project 1Document34 pagesCHEE3004 Project 1faizziNo ratings yet
- Uhde Brochures PDF en 10000032Document12 pagesUhde Brochures PDF en 10000032Bruno BelloNo ratings yet
- Sablin Alpha Raab FDocument3 pagesSablin Alpha Raab Fsk281No ratings yet
- Batch Reactor HazardsDocument12 pagesBatch Reactor HazardsSteve Forster100% (1)
- 1A - Safe Operation in Chemical Plants With Stop Work AuthorityDocument12 pages1A - Safe Operation in Chemical Plants With Stop Work AuthorityFaizan AhmedNo ratings yet
- CDtech CumeneDocument2 pagesCDtech CumeneAnusha RajagopalanNo ratings yet
- Technical Design and Specifications Warehouse D-10Document9 pagesTechnical Design and Specifications Warehouse D-10bechki50% (1)
- Dme BDocument8 pagesDme Bdewi xiaNo ratings yet
- Subject 3. - Overview of Process Synthesis OCWDocument19 pagesSubject 3. - Overview of Process Synthesis OCWxhche7No ratings yet
- List of Chemical Engineering EbooksDocument19 pagesList of Chemical Engineering EbooksVikram Narendra Tanna100% (2)
- Equipment CostingDocument23 pagesEquipment CostingAdetola OgungbenroNo ratings yet
- Production of FormaldehydeDocument21 pagesProduction of FormaldehydeU-sef Waleed100% (1)
- Heat and Power Optimization in Ammonia PlantDocument23 pagesHeat and Power Optimization in Ammonia PlantDaniel Puello RodeloNo ratings yet
- Chemical Process Design & EconomicsDocument46 pagesChemical Process Design & Economicskatamani temple100% (2)
- Batch To Continuous ProcessingDocument7 pagesBatch To Continuous ProcessingChem.EnggNo ratings yet
- Plug Flow ReactorDocument28 pagesPlug Flow ReactorNurul AinNo ratings yet
- FulltextDocument178 pagesFulltextChandresh ChaudhariNo ratings yet
- 2.1 Manufacturing Processes and Selection:: 2.1.1 Oxidation ProcessDocument4 pages2.1 Manufacturing Processes and Selection:: 2.1.1 Oxidation ProcessLucky9922100% (1)
- Process Plant Layout - Becoming A Lost ArtDocument7 pagesProcess Plant Layout - Becoming A Lost ArtRajendraNo ratings yet
- Economics of Chemical PlantsDocument39 pagesEconomics of Chemical PlantsRaiha AmiraNo ratings yet
- Che 408 Plant Design Project September 2017Document30 pagesChe 408 Plant Design Project September 2017Tamzidul AlamNo ratings yet
- Ammonia D PDFDocument10 pagesAmmonia D PDFrkm_rkmNo ratings yet
- Chapter 3Document14 pagesChapter 3Larry Jampong100% (1)
- Properties of Formaldehyde PDFDocument120 pagesProperties of Formaldehyde PDFKolliparaDeepakNo ratings yet
- Scale-Up - Right First TimeDocument4 pagesScale-Up - Right First TimeDoddappa Anekal0% (1)
- Lecture3 PDFDocument12 pagesLecture3 PDFjaiminNo ratings yet
- Thermal Cracking Reaction Kinetics - Hemendra KhakharDocument21 pagesThermal Cracking Reaction Kinetics - Hemendra Khakhargolden retrieverNo ratings yet
- Energy BalanceDocument10 pagesEnergy Balanceazzatul amiraNo ratings yet
- Process Simulation For Distillation DesignDocument34 pagesProcess Simulation For Distillation Designstudyendless100% (1)
- Wasteless Economic Method of Production of Phenol and AcetoneDocument14 pagesWasteless Economic Method of Production of Phenol and AcetoneSiswand BIn Mohd AliNo ratings yet
- Introduction To Chemical Reaction Engineering ModuleDocument62 pagesIntroduction To Chemical Reaction Engineering ModuleMendoza Poma Elsner WalterNo ratings yet
- Sodium BisulphateDocument14 pagesSodium BisulphatemelvinkuriNo ratings yet
- Cost Performance Index - 2013Document1 pageCost Performance Index - 2013Utsav Marwaha100% (2)
- Chemical Engg Plant DesignDocument464 pagesChemical Engg Plant DesignjanandcpclNo ratings yet
- 6 Multicomponent Distillation Shortcut Method - CompleteDocument30 pages6 Multicomponent Distillation Shortcut Method - CompleteFadilla RahmiNo ratings yet
- Chemical Reaction Engineering: INTRODUCTION TO COMPANY (Pak American Fertilizers LTD.)Document24 pagesChemical Reaction Engineering: INTRODUCTION TO COMPANY (Pak American Fertilizers LTD.)Badar RasheedNo ratings yet
- Process Design EngineeringDocument4 pagesProcess Design EngineeringSmartBrains0% (1)
- Wwilcox Design DividwallDocument8 pagesWwilcox Design DividwallMONANo ratings yet
- EtanolDocument57 pagesEtanolexe241293No ratings yet
- Rafael Damar Arjanggi - Indiv Assg 1 - PPE-2017Document19 pagesRafael Damar Arjanggi - Indiv Assg 1 - PPE-2017Rafael DamarNo ratings yet
- GTL Plant PackageDocument10 pagesGTL Plant Packagebigreich93100% (1)
- Conversion of Methanol To Light Olefins On Sapo-34 Kinetic Modeling and Reactor DesignDocument167 pagesConversion of Methanol To Light Olefins On Sapo-34 Kinetic Modeling and Reactor DesignHassan BahaaNo ratings yet
- Benzene To CyclohexaneDocument16 pagesBenzene To Cyclohexanekalwani20No ratings yet
- Toluene Plant 2520Location&LayoutDocument7 pagesToluene Plant 2520Location&Layoutapi-3714811No ratings yet
- Acetaldehyde Plant 2520Location&LayoutDocument6 pagesAcetaldehyde Plant 2520Location&Layoutapi-3714811No ratings yet
- Hydrogen Plant 2520Location&Layout.Document7 pagesHydrogen Plant 2520Location&Layout.SabyasachiGoswami100% (1)
- Plant Location and Site Selection (V6 PP 891) : Marketing AreaDocument9 pagesPlant Location and Site Selection (V6 PP 891) : Marketing AreahusseinhshNo ratings yet
- Sulfuric 2520acid - Plant 2520Location&LayoutDocument6 pagesSulfuric 2520acid - Plant 2520Location&Layoutramnath-subramanian-1932No ratings yet
- PNS Hygienic Practices For PeanutsDocument29 pagesPNS Hygienic Practices For Peanutsjude.garcines1744No ratings yet
- Sumatra Earthquake of January 1843Document3 pagesSumatra Earthquake of January 1843Sujit Dasgupta100% (1)
- Silo CalcDocument3 pagesSilo CalcJai KumarNo ratings yet
- ADS Corrugated Polyethylene PipeDocument4 pagesADS Corrugated Polyethylene PipeAzhar PashaNo ratings yet
- Atterberg Limits TestDocument11 pagesAtterberg Limits TestUTKARSH MEENA 16110171No ratings yet
- Corrosion PDFDocument22 pagesCorrosion PDFVishal ThakareNo ratings yet
- Draft EIA Report - PRRBDADocument174 pagesDraft EIA Report - PRRBDAajay pandeyNo ratings yet
- BIG V SulawesiDocument108 pagesBIG V SulawesiMifta Achmad FaizNo ratings yet
- Chapter 2 EnglishDocument9 pagesChapter 2 Englishdgdhdh_66No ratings yet
- ACE Salt Water Sanitizing SystemDocument16 pagesACE Salt Water Sanitizing SystemMichele Borselli0% (1)
- Tarea 1 MunsonDocument4 pagesTarea 1 MunsonAlexander JohnsonNo ratings yet
- Wisconsin Construction Specification 8. Drainfill: USDA-NRCS-Wisconsin Section IV, Technical Guide 8-1 5/12Document2 pagesWisconsin Construction Specification 8. Drainfill: USDA-NRCS-Wisconsin Section IV, Technical Guide 8-1 5/12魏雨辰No ratings yet
- Pre-And Primary Treatment: Technical 6X9 /industrial Water Quality/Eckenfelder /866-1/chapter 3Document72 pagesPre-And Primary Treatment: Technical 6X9 /industrial Water Quality/Eckenfelder /866-1/chapter 3Camilo Esteban Soto SarayNo ratings yet
- Notice: Environmental Impact Statements Availability, Etc.: Southern Delivery System Fryingpan-Arkansas Project, CODocument1 pageNotice: Environmental Impact Statements Availability, Etc.: Southern Delivery System Fryingpan-Arkansas Project, COJustia.comNo ratings yet
- Summative Test Science 6 ClimateDocument1 pageSummative Test Science 6 Climatecrisanto_oroceo100% (4)
- Whistle Blowing Salman Group 3Document2 pagesWhistle Blowing Salman Group 3Prof.Ahmed AbdallaNo ratings yet
- Domestic Water Pump Head CalculationsDocument14 pagesDomestic Water Pump Head Calculationsmirza057No ratings yet
- Civil CombinedDocument29 pagesCivil CombinedJohnnyNo ratings yet
- Cauvery Water DisputeDocument6 pagesCauvery Water DisputeAnuragKumarNo ratings yet
- STP NRCD GuidelinesDocument23 pagesSTP NRCD Guidelinesnimm1962No ratings yet
- New Plumbing Calculation SheetDocument15 pagesNew Plumbing Calculation SheetRamadan Rashad100% (1)
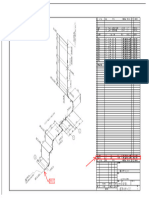
- Piping Isometric DrawingDocument1 pagePiping Isometric DrawingFlint RiderNo ratings yet
- Double Constrained Ordination For Assessing Biological Trait Responses To Multiple Stressors: A Case Study With Benthic Macroinvertebrate CommunitiesDocument14 pagesDouble Constrained Ordination For Assessing Biological Trait Responses To Multiple Stressors: A Case Study With Benthic Macroinvertebrate CommunitiesDragana Vukov VučkovićNo ratings yet
- A Review On Media Clogging in Attached Growth System Ijaerv12n19 - 04Document6 pagesA Review On Media Clogging in Attached Growth System Ijaerv12n19 - 04Priyatno JuniantoNo ratings yet
- Izodom Case Study Catalog en 2017Document17 pagesIzodom Case Study Catalog en 2017Julius AdomėnasNo ratings yet
- The Influence of Hydrogeological Factors On Variations of Volcanic Spring Distribution, Spring Discharge, And..Document11 pagesThe Influence of Hydrogeological Factors On Variations of Volcanic Spring Distribution, Spring Discharge, And..Robin RubanNo ratings yet
- FM Global Property Loss Prevention Data Sheets: List of FiguresDocument24 pagesFM Global Property Loss Prevention Data Sheets: List of FiguresNonnoNo ratings yet
- Concrete Batch Sheet Calculator Ver 1.00 ManipalDocument3 pagesConcrete Batch Sheet Calculator Ver 1.00 Manipaljaga1234567890No ratings yet
- As'idatu Viddaroini - A - 195060401111009kelompok 5 LidDocument13 pagesAs'idatu Viddaroini - A - 195060401111009kelompok 5 LidAs'idatu ViddaroiniNo ratings yet
- Fig: Duck-Cum Fish Culture in Operation Advantages of Duck-Cum-Fish FarmingDocument14 pagesFig: Duck-Cum Fish Culture in Operation Advantages of Duck-Cum-Fish FarminggavinilaaNo ratings yet