Download as pdf or txt
You might also like
- Upset Forging of ValvesDocument10 pagesUpset Forging of ValvesSankar KumarNo ratings yet
- MetallurgyDocument17 pagesMetallurgyirajfarji2481No ratings yet
- AWS Guide To Weldability Carbon and Low Alloy SteelsDocument64 pagesAWS Guide To Weldability Carbon and Low Alloy SteelsJosé Pablo Espinoza SolísNo ratings yet
- Module 1 FundamentalsDocument90 pagesModule 1 Fundamentalshari0118No ratings yet
- Failure PDFDocument101 pagesFailure PDFManuel GasparNo ratings yet
- 1.c Heat Flow and Temperature Distribution in Welding PDFDocument45 pages1.c Heat Flow and Temperature Distribution in Welding PDFMukhlis Adam0% (1)
- Creep-Resistant Austenitic Cast SteelDocument6 pagesCreep-Resistant Austenitic Cast SteelKarna2504No ratings yet
- Fatigue Failure MATERIALSDocument37 pagesFatigue Failure MATERIALSfadjar sophianNo ratings yet
- 6 Residual Stresses and DistortionDocument15 pages6 Residual Stresses and DistortionNiranjan khatuaNo ratings yet
- The Evolution of Al-Li Base Products For AerospaceDocument14 pagesThe Evolution of Al-Li Base Products For AerospaceRichard HilsonNo ratings yet
- Welded JointsDocument47 pagesWelded Jointsp KumarNo ratings yet
- Metallurgy, Properties, and Uses of FerrousDocument37 pagesMetallurgy, Properties, and Uses of FerrousAl DrinNo ratings yet
- Extrusion and Its ApplicationDocument28 pagesExtrusion and Its ApplicationLakhan GuptaNo ratings yet
- Machine DesignDocument26 pagesMachine Designrajasekar21No ratings yet
- Aircraft Materials and ProcessesDocument15 pagesAircraft Materials and ProcessesRajesh KumarNo ratings yet
- Carter Common Failures in Gas Turbine BladesDocument11 pagesCarter Common Failures in Gas Turbine BladesLeire MeigaNo ratings yet
- 8 - Solidification of Weld MetalDocument23 pages8 - Solidification of Weld MetalbassemNo ratings yet
- G-0048 - Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution PDFDocument11 pagesG-0048 - Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution PDFEwan SutherlandNo ratings yet
- 2-3 Diffusion WeldingDocument40 pages2-3 Diffusion WeldingvaidyanathanNo ratings yet
- Failure Analysis of W e L D Repaired Turbine RotorDocument6 pagesFailure Analysis of W e L D Repaired Turbine RotorAli AlyaniNo ratings yet
- Spiral Wound Gasket FailureDocument24 pagesSpiral Wound Gasket FailureHatem JafouraNo ratings yet
- New Metallic Materials-Al-Li AlloysDocument23 pagesNew Metallic Materials-Al-Li AlloyszorazhrNo ratings yet
- Friction Stir WeldingDocument23 pagesFriction Stir WeldingNallappan Rajj ANo ratings yet
- Altemp X-750 PDFDocument2 pagesAltemp X-750 PDFeugenio.gutenbertNo ratings yet
- CH 5 Slides TH PDFDocument62 pagesCH 5 Slides TH PDFAditya PatroNo ratings yet
- ISO Metric Screw ThreadDocument4 pagesISO Metric Screw ThreadskluxNo ratings yet
- Outokumpu Forta Range Stainless Steel DatasheetDocument16 pagesOutokumpu Forta Range Stainless Steel DatasheetNicola D'ettoleNo ratings yet
- Non-Conventional Machining ProcessesDocument31 pagesNon-Conventional Machining ProcessesmunazarNo ratings yet
- Materials For Mechanical Parts-Steel & StandardsDocument31 pagesMaterials For Mechanical Parts-Steel & StandardsKhantoNo ratings yet
- Comparison Chart - Aluminium - USA Popular Grades VDocument2 pagesComparison Chart - Aluminium - USA Popular Grades VRhanie Mbunya NendraNo ratings yet
- Screws, Cap Screws) For Headed, External Screw-Threaded FastenersDocument35 pagesScrews, Cap Screws) For Headed, External Screw-Threaded FastenersRAJ MOHANNo ratings yet
- Effect of Heat Input On Microstructure and Mechanical Properties of The TIG Welded Joints of AISI 304Document10 pagesEffect of Heat Input On Microstructure and Mechanical Properties of The TIG Welded Joints of AISI 304Kaushik SenguptaNo ratings yet
- Module 07 - Distortion & Residual StressDocument46 pagesModule 07 - Distortion & Residual Stresspanda33upNo ratings yet
- Plasma Flame Spray Book PDFDocument176 pagesPlasma Flame Spray Book PDFAlexis O'NeillNo ratings yet
- Topic Cutting FluidDocument12 pagesTopic Cutting FluidYagnesh MehtaNo ratings yet
- (2003) Analysis of A Vehicle Crankshat FailureDocument12 pages(2003) Analysis of A Vehicle Crankshat FailuresyaukatyNo ratings yet
- SKF Filament Wound BushingsDocument8 pagesSKF Filament Wound BushingsWes VendrigNo ratings yet
- CHEM 1E - Mechanical Properties of MaterialsDocument24 pagesCHEM 1E - Mechanical Properties of MaterialsYani BongatNo ratings yet
- ERIKS20 20Oring20Technical20ManualDocument219 pagesERIKS20 20Oring20Technical20ManualEfrain SaldañaNo ratings yet
- A Seminar Report On Friction WeldingDocument12 pagesA Seminar Report On Friction Weldingpatel ketan70% (10)
- Understanding DecarburizationDocument6 pagesUnderstanding Decarburizationoquintero990% (1)
- Fastening & Assembly - SMEDocument26 pagesFastening & Assembly - SMEantoniodellisantiNo ratings yet
- Small: SolidDocument23 pagesSmall: SolidJoel CieltoNo ratings yet
- Ferrous Metal & AlloysDocument30 pagesFerrous Metal & AlloysRed ReidNo ratings yet
- Materials For Gas Turbines - An OverviewDocument23 pagesMaterials For Gas Turbines - An OverviewBerkath Ali KhanNo ratings yet
- Astm A671 GR Cc60Document4 pagesAstm A671 GR Cc60RELIABLE PIPES & TUBESNo ratings yet
- Sliding Wear Behaviour of HVOF and HVAF Sprayed Cr3C2-Based CoatingsDocument24 pagesSliding Wear Behaviour of HVOF and HVAF Sprayed Cr3C2-Based Coatingsycwb ycwbNo ratings yet
- Fatigue and Fracture PDFDocument31 pagesFatigue and Fracture PDFpericharla ravivarmaNo ratings yet
- 05 - Phase Transformation in Welding PDFDocument36 pages05 - Phase Transformation in Welding PDFIrfan KhanNo ratings yet
- 21.3machining of MetalsDocument78 pages21.3machining of Metalsmarcos callaNo ratings yet
- Lecture 2-2021Document21 pagesLecture 2-2021zwananisamkeloNo ratings yet
- Material Manufacturing Lecture 01Document20 pagesMaterial Manufacturing Lecture 01t75zswxgwfNo ratings yet
- Unit PPTDocument81 pagesUnit PPTGayatri KanwadeNo ratings yet
- Machining ProcessDocument30 pagesMachining Processshubhamdpawar16No ratings yet
- Chapter 4 Metal Removal ProcessesDocument66 pagesChapter 4 Metal Removal Processesdagimawgchew777No ratings yet
- Lecture2-Metalcutting 2Document40 pagesLecture2-Metalcutting 2girma workuNo ratings yet
- Mechanics of Metal CuttingDocument86 pagesMechanics of Metal CuttingscorpionarnoldNo ratings yet
- Machine Shop Pre Final-1Document21 pagesMachine Shop Pre Final-1Pallav SumanNo ratings yet
- Machining Lecture 1Document25 pagesMachining Lecture 1ShambhavamNo ratings yet
- Darbar Move J&K 2019Document9 pagesDarbar Move J&K 2019Khalid SheikhNo ratings yet
- Automatic Reverse BrakingDocument3 pagesAutomatic Reverse BrakingKhalid SheikhNo ratings yet
- Annexure "A": Permanent AddressDocument65 pagesAnnexure "A": Permanent AddressKhalid SheikhNo ratings yet
- AutoCAD 2013Document264 pagesAutoCAD 2013panosscribd100% (1)
- Moot Court / Mock Trial Evaluation Sheet: APRIL, 2015Document2 pagesMoot Court / Mock Trial Evaluation Sheet: APRIL, 2015Khalid SheikhNo ratings yet
- 4 BasicsDocument5 pages4 BasicsKhalid SheikhNo ratings yet
- Annexure "A": Permanent AddressDocument3 pagesAnnexure "A": Permanent AddressKhalid SheikhNo ratings yet
- Car Free DayDocument2 pagesCar Free DayKhalid SheikhNo ratings yet
- Academic Calendar of Nit Srinagar For The Year 2014 15: Activity Date DAYDocument2 pagesAcademic Calendar of Nit Srinagar For The Year 2014 15: Activity Date DAYKhalid SheikhNo ratings yet
- Amie Exam Preparation - Amie Preparation of Exam - TipsDocument3 pagesAmie Exam Preparation - Amie Preparation of Exam - TipsKhalid Sheikh100% (1)
- Drinking Water ContentsDocument12 pagesDrinking Water ContentsKhalid SheikhNo ratings yet
- ErgonomicsDocument8 pagesErgonomicsKhalid SheikhNo ratings yet
- List of Manufacturing Processes - Wikipedia, The Free EncyclopediaDocument9 pagesList of Manufacturing Processes - Wikipedia, The Free EncyclopediaKhalid SheikhNo ratings yet
- Six Kalma SDocument1 pageSix Kalma SKhalid SheikhNo ratings yet
- GcodeDocument2 pagesGcodeKhalid SheikhNo ratings yet
- A. Total Productive Maintenance PDFDocument4 pagesA. Total Productive Maintenance PDFAsutosh MaharanaNo ratings yet
- Influence of Sand Grain Size Distribution and Supplementary Cementitious Materials On The Compressive Strength of Ultrahigh-Performance ConcreteDocument9 pagesInfluence of Sand Grain Size Distribution and Supplementary Cementitious Materials On The Compressive Strength of Ultrahigh-Performance ConcreteShaker QaidiNo ratings yet
- Jember University - Reservoir Data Analysis - Reservoir Mapping - DiscussionDocument7 pagesJember University - Reservoir Data Analysis - Reservoir Mapping - DiscussionUNI KIKINo ratings yet
- 1 PBDocument8 pages1 PBChristian ReyNo ratings yet
- Refrigeration FundamentalsDocument92 pagesRefrigeration FundamentalsThomas Westgate100% (1)
- Polymer and Filler MaterialDocument12 pagesPolymer and Filler MaterialSheikh NasiruddinNo ratings yet
- FINAL Drawing For H5023Document207 pagesFINAL Drawing For H5023Roman KisliakovNo ratings yet
- Electron Configurations: Building On Earlier ConceptsDocument2 pagesElectron Configurations: Building On Earlier ConceptsZainab FahadNo ratings yet
- Balanza - Lab Ex7Document9 pagesBalanza - Lab Ex7balanzajoana030400No ratings yet
- RP-HPLC Method Development and Validation of Gallic Acid in Polyherbal Tablet FormulationDocument6 pagesRP-HPLC Method Development and Validation of Gallic Acid in Polyherbal Tablet FormulationLela MirelaNo ratings yet
- Thesis 9Document28 pagesThesis 9Abel TayeNo ratings yet
- Mechanical Intro 16.0 WS9.1 SSthermDocument15 pagesMechanical Intro 16.0 WS9.1 SSthermMatthewNo ratings yet
- DFGDFGFDDocument6 pagesDFGDFGFDLuisTolentinoValleNo ratings yet
- Act# 10 WORKSHEET On STOICHIOMETRY (LAB)Document3 pagesAct# 10 WORKSHEET On STOICHIOMETRY (LAB)henz assasinNo ratings yet
- Baysolvex D2ehpa D2ehp eDocument4 pagesBaysolvex D2ehpa D2ehp evivianaramosmerinoNo ratings yet
- Selective Liquid Phase Toluene Oxidation With AirDocument5 pagesSelective Liquid Phase Toluene Oxidation With AirSpafiu Paula RalucaNo ratings yet
- Paper 1-Previous Year's Questions Topic Wise ListingDocument43 pagesPaper 1-Previous Year's Questions Topic Wise ListingRishu Raj100% (2)
- 03 Reference Material HMT ME302 Steady Heat Conduction PDFDocument38 pages03 Reference Material HMT ME302 Steady Heat Conduction PDFhimanshu singhNo ratings yet
- Impending Motion Direction of Contacting Rigid Bodies: David Baraff Raju MattikalliDocument18 pagesImpending Motion Direction of Contacting Rigid Bodies: David Baraff Raju MattikalliSahil SinghNo ratings yet
- GHOSH, DIPANKAR. Tunable Microwave Devices Using BST (Barium StrontiumDocument206 pagesGHOSH, DIPANKAR. Tunable Microwave Devices Using BST (Barium Strontiumcbs78No ratings yet
- 9.1 Common Acids and AlkalisDocument3 pages9.1 Common Acids and AlkalisKitty CheungNo ratings yet
- Virtual Work 3rd Year Structural EngineeringDocument129 pagesVirtual Work 3rd Year Structural EngineeringStefano Martin PorciunculaNo ratings yet
- NASA, Space Exploration and Astronomy NewsDocument17 pagesNASA, Space Exploration and Astronomy NewsDamien CutlerNo ratings yet
- Topical Preparations Unit 5Document44 pagesTopical Preparations Unit 5Sun ShineNo ratings yet
- Ncert Solutions Class12 Physics Electric Charges and FieldsDocument23 pagesNcert Solutions Class12 Physics Electric Charges and FieldsRaja KarmaNo ratings yet
- MEC 0415 MidtermDocument2 pagesMEC 0415 MidtermMarc GajudoNo ratings yet
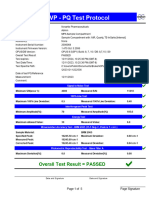
- PQ Test Protocol MPA Sample Compartment 20231211 222536Document5 pagesPQ Test Protocol MPA Sample Compartment 20231211 222536Ali RizviNo ratings yet
- Chapter - 5dnonlinear Acoustic Propagation PDFDocument7 pagesChapter - 5dnonlinear Acoustic Propagation PDFAlinaBogoiNo ratings yet
- Astrology LessonDocument23 pagesAstrology Lessonapi-565608866No ratings yet
- Multiple Stagesddd LLEDocument6 pagesMultiple Stagesddd LLEFikrie MuhdNo ratings yet
- Fluid Friction Apparatus: Experiment No. 5Document7 pagesFluid Friction Apparatus: Experiment No. 5nawafNo ratings yet