
Knitting and Knit Fabrics
Knitting and Knit Fabrics
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Tips and Tricks To Tackle The Math PSLE PaperDocument15 pagesTips and Tricks To Tackle The Math PSLE PaperbutterNo ratings yet
- Quiz Qstn-And-Ans: Increases, Decreases Gas Increase Brittleness, in One Direction OnlyDocument75 pagesQuiz Qstn-And-Ans: Increases, Decreases Gas Increase Brittleness, in One Direction OnlyNarendra Singh ShekhawatNo ratings yet
- AstroHalo - CHSM6612P - 40mm Frame - 20181212Document2 pagesAstroHalo - CHSM6612P - 40mm Frame - 20181212Miguel Angel Miranda UgarteNo ratings yet
- Notes4 Control StructuresDocument13 pagesNotes4 Control Structuresseniorhigh LISNo ratings yet
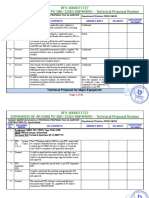
- RFX 4000071727 Expansion of Ar Rass PV Bsp#9095 - Post Bid ClarificationsDocument40 pagesRFX 4000071727 Expansion of Ar Rass PV Bsp#9095 - Post Bid ClarificationsHaniegrace Lopez SandroNo ratings yet
- Ectropic EnergyDocument20 pagesEctropic EnergyCharles Drummond Malcolm Fraser100% (1)
- A Unified Theory of Wear For Ultra-High Molecular Weight Polyethylene in Multi-Directional SlidingDocument10 pagesA Unified Theory of Wear For Ultra-High Molecular Weight Polyethylene in Multi-Directional SlidingJosé santanaNo ratings yet
- Communications: Matthew A. Brown, Alok Goel, and Zareen AbbasDocument5 pagesCommunications: Matthew A. Brown, Alok Goel, and Zareen AbbasSaeed AbdNo ratings yet
- GlmselectDocument104 pagesGlmselectjapelsf5830No ratings yet
- Pengembangan Soal Open-Ended Pada MTKDocument9 pagesPengembangan Soal Open-Ended Pada MTKmayzamidzharhanafi1234No ratings yet
- Software Module For RCC Column DesignDocument38 pagesSoftware Module For RCC Column DesignRutvik ShethNo ratings yet
- SteroidsDocument12 pagesSteroidsMoileon2011No ratings yet
- SMO Algebra IDocument18 pagesSMO Algebra IJmex MkNo ratings yet
- Cee 101 Sim PDFDocument135 pagesCee 101 Sim PDFNovelyn AppillanesNo ratings yet
- Simulated AnnealingDocument11 pagesSimulated Annealinggabby209No ratings yet
- MATH-Problem Solving PolyaDocument16 pagesMATH-Problem Solving PolyaMonica Monica100% (1)
- Tutorial HV Generation & MeasurementDocument1 pageTutorial HV Generation & MeasurementSaufiNo ratings yet
- User Manual enDocument33 pagesUser Manual enEdson BonfimNo ratings yet
- Master Thesis Low Noise AmplifierDocument8 pagesMaster Thesis Low Noise Amplifierdwfp5m7d100% (2)
- Networker 9.1.X Recommendations, Training and Downloads For Customers and PartnersDocument3 pagesNetworker 9.1.X Recommendations, Training and Downloads For Customers and PartnersAnonymous v89cvANo ratings yet
- Steam Turbine Lubrication Chart DescriptionDocument2 pagesSteam Turbine Lubrication Chart DescriptionArun GuptaNo ratings yet
- 4 Ruang Vektor Euclidean 1 PDFDocument40 pages4 Ruang Vektor Euclidean 1 PDFirsyadcyNo ratings yet
- MWB Winter 2018 - Group 7Document3 pagesMWB Winter 2018 - Group 7Bá PhongNo ratings yet
- Burr-Brown: Applications HandbookDocument439 pagesBurr-Brown: Applications HandbookStefanNo ratings yet
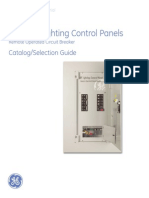
- DEA351 A-Series Lighting Control Panel CatalogDocument8 pagesDEA351 A-Series Lighting Control Panel CatalogUlises Hernandez SolisNo ratings yet
- Basic Principles of ECGDocument53 pagesBasic Principles of ECGSmita Jain100% (1)
- GIMP Tutorial 2 - Graffiti PDFDocument6 pagesGIMP Tutorial 2 - Graffiti PDFRicardo MorilloNo ratings yet
- LT 1055 SuperestruturaDocument132 pagesLT 1055 SuperestruturaHernan Reyes CarbonellNo ratings yet
- CD Unit-1Document42 pagesCD Unit-1Ganesh DegalaNo ratings yet
- Kubelibrary: Library Scope: Named Arguments: SupportedDocument7 pagesKubelibrary: Library Scope: Named Arguments: SupportedΣπύρος ΣτυλιαράςNo ratings yet





































































Download as doc
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Tips and Tricks To Tackle The Math PSLE PaperDocument15 pagesTips and Tricks To Tackle The Math PSLE PaperbutterNo ratings yet
- Quiz Qstn-And-Ans: Increases, Decreases Gas Increase Brittleness, in One Direction OnlyDocument75 pagesQuiz Qstn-And-Ans: Increases, Decreases Gas Increase Brittleness, in One Direction OnlyNarendra Singh ShekhawatNo ratings yet
- AstroHalo - CHSM6612P - 40mm Frame - 20181212Document2 pagesAstroHalo - CHSM6612P - 40mm Frame - 20181212Miguel Angel Miranda UgarteNo ratings yet
- Notes4 Control StructuresDocument13 pagesNotes4 Control Structuresseniorhigh LISNo ratings yet
- RFX 4000071727 Expansion of Ar Rass PV Bsp#9095 - Post Bid ClarificationsDocument40 pagesRFX 4000071727 Expansion of Ar Rass PV Bsp#9095 - Post Bid ClarificationsHaniegrace Lopez SandroNo ratings yet
- Ectropic EnergyDocument20 pagesEctropic EnergyCharles Drummond Malcolm Fraser100% (1)
- A Unified Theory of Wear For Ultra-High Molecular Weight Polyethylene in Multi-Directional SlidingDocument10 pagesA Unified Theory of Wear For Ultra-High Molecular Weight Polyethylene in Multi-Directional SlidingJosé santanaNo ratings yet
- Communications: Matthew A. Brown, Alok Goel, and Zareen AbbasDocument5 pagesCommunications: Matthew A. Brown, Alok Goel, and Zareen AbbasSaeed AbdNo ratings yet
- GlmselectDocument104 pagesGlmselectjapelsf5830No ratings yet
- Pengembangan Soal Open-Ended Pada MTKDocument9 pagesPengembangan Soal Open-Ended Pada MTKmayzamidzharhanafi1234No ratings yet
- Software Module For RCC Column DesignDocument38 pagesSoftware Module For RCC Column DesignRutvik ShethNo ratings yet
- SteroidsDocument12 pagesSteroidsMoileon2011No ratings yet
- SMO Algebra IDocument18 pagesSMO Algebra IJmex MkNo ratings yet
- Cee 101 Sim PDFDocument135 pagesCee 101 Sim PDFNovelyn AppillanesNo ratings yet
- Simulated AnnealingDocument11 pagesSimulated Annealinggabby209No ratings yet
- MATH-Problem Solving PolyaDocument16 pagesMATH-Problem Solving PolyaMonica Monica100% (1)
- Tutorial HV Generation & MeasurementDocument1 pageTutorial HV Generation & MeasurementSaufiNo ratings yet
- User Manual enDocument33 pagesUser Manual enEdson BonfimNo ratings yet
- Master Thesis Low Noise AmplifierDocument8 pagesMaster Thesis Low Noise Amplifierdwfp5m7d100% (2)
- Networker 9.1.X Recommendations, Training and Downloads For Customers and PartnersDocument3 pagesNetworker 9.1.X Recommendations, Training and Downloads For Customers and PartnersAnonymous v89cvANo ratings yet
- Steam Turbine Lubrication Chart DescriptionDocument2 pagesSteam Turbine Lubrication Chart DescriptionArun GuptaNo ratings yet
- 4 Ruang Vektor Euclidean 1 PDFDocument40 pages4 Ruang Vektor Euclidean 1 PDFirsyadcyNo ratings yet
- MWB Winter 2018 - Group 7Document3 pagesMWB Winter 2018 - Group 7Bá PhongNo ratings yet
- Burr-Brown: Applications HandbookDocument439 pagesBurr-Brown: Applications HandbookStefanNo ratings yet
- DEA351 A-Series Lighting Control Panel CatalogDocument8 pagesDEA351 A-Series Lighting Control Panel CatalogUlises Hernandez SolisNo ratings yet
- Basic Principles of ECGDocument53 pagesBasic Principles of ECGSmita Jain100% (1)
- GIMP Tutorial 2 - Graffiti PDFDocument6 pagesGIMP Tutorial 2 - Graffiti PDFRicardo MorilloNo ratings yet
- LT 1055 SuperestruturaDocument132 pagesLT 1055 SuperestruturaHernan Reyes CarbonellNo ratings yet
- CD Unit-1Document42 pagesCD Unit-1Ganesh DegalaNo ratings yet
- Kubelibrary: Library Scope: Named Arguments: SupportedDocument7 pagesKubelibrary: Library Scope: Named Arguments: SupportedΣπύρος ΣτυλιαράςNo ratings yet