
Rotational Moulding-Technical Study
Rotational Moulding-Technical Study
You might also like
- 2023 Flexible Films Market in Europe - State of Play - September 2023Document33 pages2023 Flexible Films Market in Europe - State of Play - September 2023hanssayler6No ratings yet
- Masterbatch Market 2016Document229 pagesMasterbatch Market 2016Manuel González ValleNo ratings yet
- Creative Design of A Flip Top Cap MoldDocument10 pagesCreative Design of A Flip Top Cap MoldEtHical EmoTionNo ratings yet
- MSDS Polypropylene HomopolymerDocument7 pagesMSDS Polypropylene HomopolymerStewart El KomalaNo ratings yet
- A Review of The Properties and Applications of Poly (Methyl Methacrylate) (PMMA)Document30 pagesA Review of The Properties and Applications of Poly (Methyl Methacrylate) (PMMA)Vlad KubinyeczNo ratings yet
- Tritan Blow Molding Design GuideDocument4 pagesTritan Blow Molding Design Guidesp_murphy100% (1)
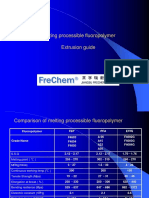
- Frechem Fluoropolymer Extrusion GuideDocument21 pagesFrechem Fluoropolymer Extrusion GuidediǝgOz F.No ratings yet
- Rotational Molding OF Polylactide - Pla: Marek SzostakDocument27 pagesRotational Molding OF Polylactide - Pla: Marek SzostakMohsen SaidiNo ratings yet
- A Guide To Rotational Molding 5717Document16 pagesA Guide To Rotational Molding 5717EngineeringTopChannelNo ratings yet
- Suschem Sustainable Plastics Brochure-FINAL 2101Document53 pagesSuschem Sustainable Plastics Brochure-FINAL 2101Aimée CEmNo ratings yet
- A.tcharkhtchi-Simulation of Roto Molding ProcessDocument28 pagesA.tcharkhtchi-Simulation of Roto Molding ProcessPrithviraj Daga100% (1)
- Chapter 2 Material Selection ProcessDocument38 pagesChapter 2 Material Selection ProcessYousab CreatorNo ratings yet
- Prashik Project ReportDocument43 pagesPrashik Project ReportOm Kishor RathodNo ratings yet
- Injection Moulding Training ManualDocument38 pagesInjection Moulding Training ManualChetan RaoNo ratings yet
- Directory List: PVC Wall Panel Production LineDocument13 pagesDirectory List: PVC Wall Panel Production Linearg3112No ratings yet
- Review of Closures Development Over YearsDocument2 pagesReview of Closures Development Over YearsSundar MoorthiNo ratings yet
- 718 Steel For PPR MouldDocument2 pages718 Steel For PPR MouldninhnhatNo ratings yet
- Acronyms - Six Sigma - LeanDocument3 pagesAcronyms - Six Sigma - LeanRone Da-anoyNo ratings yet
- Handbook of Troubleshooting Plastics Processes A Practical GuideDocument55 pagesHandbook of Troubleshooting Plastics Processes A Practical GuideGabriel Cahueque CoelloNo ratings yet
- Polymer Procession Term Test-1Document90 pagesPolymer Procession Term Test-1সাইদুর রহমানNo ratings yet
- Polymeric MaterialsDocument79 pagesPolymeric Materialsamor20006No ratings yet
- Extrusion Moulding Process PDFDocument2 pagesExtrusion Moulding Process PDFKim100% (1)
- Sustainable-Plastic-Products InsulationDocument80 pagesSustainable-Plastic-Products Insulationakkipal550No ratings yet
- 01Document53 pages01Kaliya PerumalNo ratings yet
- Calendering - 8Document14 pagesCalendering - 8Muhammad ChawlaNo ratings yet
- Lean Manufacturing Injection MoldingDocument0 pagesLean Manufacturing Injection MoldingPuneet KhatriNo ratings yet
- C Polybridge Calculator V25 Feb 09 Office 2003Document58 pagesC Polybridge Calculator V25 Feb 09 Office 2003KodhansNo ratings yet
- Needle SiliconizatonDocument5 pagesNeedle SiliconizatonIlayaraja BoopathyNo ratings yet
- Non WovenDocument204 pagesNon WovenKenenisa MohammedNo ratings yet
- RadiciPlastics Poliammidi Feb2014 WebDocument28 pagesRadiciPlastics Poliammidi Feb2014 WebFolpoNo ratings yet
- Plastic Design Guide - Part Design, Material Selection, Processing ConditionsDocument5 pagesPlastic Design Guide - Part Design, Material Selection, Processing ConditionsAdithya SjNo ratings yet
- Rotational MoldingDocument12 pagesRotational MoldingPrithviraj Daga100% (3)
- Ultra High Molecular Weight Polyethylene (UHMWPE)Document32 pagesUltra High Molecular Weight Polyethylene (UHMWPE)Apoorva MNNo ratings yet
- CH 5 Plastic ProcessingDocument23 pagesCH 5 Plastic ProcessingSahibsartaj Dhaliwal83% (6)
- Seminar ReportDocument21 pagesSeminar ReportJamie HallNo ratings yet
- Lesson 5 - Rotational Molding + Production Costs (Injec. Molding)Document60 pagesLesson 5 - Rotational Molding + Production Costs (Injec. Molding)Wounded_godNo ratings yet
- Gas Assist and Microcellular (MuCell) Molding PDFDocument30 pagesGas Assist and Microcellular (MuCell) Molding PDFkfarav100% (2)
- Rotational Moulding Design GuideDocument14 pagesRotational Moulding Design Guidesushant3240No ratings yet
- Processing of PolymersDocument105 pagesProcessing of PolymersAftaab AlamNo ratings yet
- Soft IP PresentationDocument26 pagesSoft IP Presentationpthakur83No ratings yet
- ENGEL Plastifizieren en PDFDocument15 pagesENGEL Plastifizieren en PDFDídia RamosNo ratings yet
- Instrumentation PresentationDocument45 pagesInstrumentation Presentationjanju81100% (1)
- Solid State Shear ExtrusionDocument2 pagesSolid State Shear ExtrusionPey ManNo ratings yet
- BM1 ProcessDocument55 pagesBM1 Processeduardo_umNo ratings yet
- Rotational MouldingDocument42 pagesRotational MouldingMercyJatindroNo ratings yet
- Plastic Injection Molding PDFDocument36 pagesPlastic Injection Molding PDFkamelNo ratings yet
- How Are Bottles MadeDocument3 pagesHow Are Bottles Madelumineur0% (1)
- Types of PlasticsDocument26 pagesTypes of PlasticsPRANJAL KUMARNo ratings yet
- Wire DrawingDocument2 pagesWire DrawingSupachai Sottibumpen100% (2)
- Role of PackagingDocument50 pagesRole of Packagingsuvajit dasNo ratings yet
- Injection Molding Cetak PlastikDocument63 pagesInjection Molding Cetak PlastikRaihan FirdausNo ratings yet
- Packaging and Circular Economy Final Report en September 2014Document35 pagesPackaging and Circular Economy Final Report en September 2014Sundar MoorthiNo ratings yet
- Blow Molding of Technical ComponentsDocument16 pagesBlow Molding of Technical Componentsmehdi7891No ratings yet
- Skills Supply Demand Analysis Summary Report March 2024Document34 pagesSkills Supply Demand Analysis Summary Report March 2024Ligaya ValmonteNo ratings yet
- Plastic Film: Film StripDocument16 pagesPlastic Film: Film StrippraveenNo ratings yet
- Microinjection Molding of Thermoplastic Polymers: A ReviewDocument14 pagesMicroinjection Molding of Thermoplastic Polymers: A ReviewMario Allesina JuniorNo ratings yet
- Lim 6061Document3 pagesLim 606163ragtopNo ratings yet
- P R O J E C T: Design of ResidenceDocument1 pageP R O J E C T: Design of ResidenceGihasAbdNo ratings yet
- Fpi 20.3PDocument2 pagesFpi 20.3PGihasAbdNo ratings yet
- PN 16 Flange Tables: Ring Joint Gasket Full Faced GasketDocument1 pagePN 16 Flange Tables: Ring Joint Gasket Full Faced GasketGihasAbdNo ratings yet
- Sikadur®-42 MP SlowDocument6 pagesSikadur®-42 MP SlowGihasAbdNo ratings yet
- The Adventures of Sherlock HDocument180 pagesThe Adventures of Sherlock HGihasAbdNo ratings yet
- 0002 DG 0 Ma 5500Document1 page0002 DG 0 Ma 5500GihasAbdNo ratings yet
































































Download as pdf or txt
You might also like
- 2023 Flexible Films Market in Europe - State of Play - September 2023Document33 pages2023 Flexible Films Market in Europe - State of Play - September 2023hanssayler6No ratings yet
- Masterbatch Market 2016Document229 pagesMasterbatch Market 2016Manuel González ValleNo ratings yet
- Creative Design of A Flip Top Cap MoldDocument10 pagesCreative Design of A Flip Top Cap MoldEtHical EmoTionNo ratings yet
- MSDS Polypropylene HomopolymerDocument7 pagesMSDS Polypropylene HomopolymerStewart El KomalaNo ratings yet
- A Review of The Properties and Applications of Poly (Methyl Methacrylate) (PMMA)Document30 pagesA Review of The Properties and Applications of Poly (Methyl Methacrylate) (PMMA)Vlad KubinyeczNo ratings yet
- Tritan Blow Molding Design GuideDocument4 pagesTritan Blow Molding Design Guidesp_murphy100% (1)
- Frechem Fluoropolymer Extrusion GuideDocument21 pagesFrechem Fluoropolymer Extrusion GuidediǝgOz F.No ratings yet
- Rotational Molding OF Polylactide - Pla: Marek SzostakDocument27 pagesRotational Molding OF Polylactide - Pla: Marek SzostakMohsen SaidiNo ratings yet
- A Guide To Rotational Molding 5717Document16 pagesA Guide To Rotational Molding 5717EngineeringTopChannelNo ratings yet
- Suschem Sustainable Plastics Brochure-FINAL 2101Document53 pagesSuschem Sustainable Plastics Brochure-FINAL 2101Aimée CEmNo ratings yet
- A.tcharkhtchi-Simulation of Roto Molding ProcessDocument28 pagesA.tcharkhtchi-Simulation of Roto Molding ProcessPrithviraj Daga100% (1)
- Chapter 2 Material Selection ProcessDocument38 pagesChapter 2 Material Selection ProcessYousab CreatorNo ratings yet
- Prashik Project ReportDocument43 pagesPrashik Project ReportOm Kishor RathodNo ratings yet
- Injection Moulding Training ManualDocument38 pagesInjection Moulding Training ManualChetan RaoNo ratings yet
- Directory List: PVC Wall Panel Production LineDocument13 pagesDirectory List: PVC Wall Panel Production Linearg3112No ratings yet
- Review of Closures Development Over YearsDocument2 pagesReview of Closures Development Over YearsSundar MoorthiNo ratings yet
- 718 Steel For PPR MouldDocument2 pages718 Steel For PPR MouldninhnhatNo ratings yet
- Acronyms - Six Sigma - LeanDocument3 pagesAcronyms - Six Sigma - LeanRone Da-anoyNo ratings yet
- Handbook of Troubleshooting Plastics Processes A Practical GuideDocument55 pagesHandbook of Troubleshooting Plastics Processes A Practical GuideGabriel Cahueque CoelloNo ratings yet
- Polymer Procession Term Test-1Document90 pagesPolymer Procession Term Test-1সাইদুর রহমানNo ratings yet
- Polymeric MaterialsDocument79 pagesPolymeric Materialsamor20006No ratings yet
- Extrusion Moulding Process PDFDocument2 pagesExtrusion Moulding Process PDFKim100% (1)
- Sustainable-Plastic-Products InsulationDocument80 pagesSustainable-Plastic-Products Insulationakkipal550No ratings yet
- 01Document53 pages01Kaliya PerumalNo ratings yet
- Calendering - 8Document14 pagesCalendering - 8Muhammad ChawlaNo ratings yet
- Lean Manufacturing Injection MoldingDocument0 pagesLean Manufacturing Injection MoldingPuneet KhatriNo ratings yet
- C Polybridge Calculator V25 Feb 09 Office 2003Document58 pagesC Polybridge Calculator V25 Feb 09 Office 2003KodhansNo ratings yet
- Needle SiliconizatonDocument5 pagesNeedle SiliconizatonIlayaraja BoopathyNo ratings yet
- Non WovenDocument204 pagesNon WovenKenenisa MohammedNo ratings yet
- RadiciPlastics Poliammidi Feb2014 WebDocument28 pagesRadiciPlastics Poliammidi Feb2014 WebFolpoNo ratings yet
- Plastic Design Guide - Part Design, Material Selection, Processing ConditionsDocument5 pagesPlastic Design Guide - Part Design, Material Selection, Processing ConditionsAdithya SjNo ratings yet
- Rotational MoldingDocument12 pagesRotational MoldingPrithviraj Daga100% (3)
- Ultra High Molecular Weight Polyethylene (UHMWPE)Document32 pagesUltra High Molecular Weight Polyethylene (UHMWPE)Apoorva MNNo ratings yet
- CH 5 Plastic ProcessingDocument23 pagesCH 5 Plastic ProcessingSahibsartaj Dhaliwal83% (6)
- Seminar ReportDocument21 pagesSeminar ReportJamie HallNo ratings yet
- Lesson 5 - Rotational Molding + Production Costs (Injec. Molding)Document60 pagesLesson 5 - Rotational Molding + Production Costs (Injec. Molding)Wounded_godNo ratings yet
- Gas Assist and Microcellular (MuCell) Molding PDFDocument30 pagesGas Assist and Microcellular (MuCell) Molding PDFkfarav100% (2)
- Rotational Moulding Design GuideDocument14 pagesRotational Moulding Design Guidesushant3240No ratings yet
- Processing of PolymersDocument105 pagesProcessing of PolymersAftaab AlamNo ratings yet
- Soft IP PresentationDocument26 pagesSoft IP Presentationpthakur83No ratings yet
- ENGEL Plastifizieren en PDFDocument15 pagesENGEL Plastifizieren en PDFDídia RamosNo ratings yet
- Instrumentation PresentationDocument45 pagesInstrumentation Presentationjanju81100% (1)
- Solid State Shear ExtrusionDocument2 pagesSolid State Shear ExtrusionPey ManNo ratings yet
- BM1 ProcessDocument55 pagesBM1 Processeduardo_umNo ratings yet
- Rotational MouldingDocument42 pagesRotational MouldingMercyJatindroNo ratings yet
- Plastic Injection Molding PDFDocument36 pagesPlastic Injection Molding PDFkamelNo ratings yet
- How Are Bottles MadeDocument3 pagesHow Are Bottles Madelumineur0% (1)
- Types of PlasticsDocument26 pagesTypes of PlasticsPRANJAL KUMARNo ratings yet
- Wire DrawingDocument2 pagesWire DrawingSupachai Sottibumpen100% (2)
- Role of PackagingDocument50 pagesRole of Packagingsuvajit dasNo ratings yet
- Injection Molding Cetak PlastikDocument63 pagesInjection Molding Cetak PlastikRaihan FirdausNo ratings yet
- Packaging and Circular Economy Final Report en September 2014Document35 pagesPackaging and Circular Economy Final Report en September 2014Sundar MoorthiNo ratings yet
- Blow Molding of Technical ComponentsDocument16 pagesBlow Molding of Technical Componentsmehdi7891No ratings yet
- Skills Supply Demand Analysis Summary Report March 2024Document34 pagesSkills Supply Demand Analysis Summary Report March 2024Ligaya ValmonteNo ratings yet
- Plastic Film: Film StripDocument16 pagesPlastic Film: Film StrippraveenNo ratings yet
- Microinjection Molding of Thermoplastic Polymers: A ReviewDocument14 pagesMicroinjection Molding of Thermoplastic Polymers: A ReviewMario Allesina JuniorNo ratings yet
- Lim 6061Document3 pagesLim 606163ragtopNo ratings yet
- P R O J E C T: Design of ResidenceDocument1 pageP R O J E C T: Design of ResidenceGihasAbdNo ratings yet
- Fpi 20.3PDocument2 pagesFpi 20.3PGihasAbdNo ratings yet
- PN 16 Flange Tables: Ring Joint Gasket Full Faced GasketDocument1 pagePN 16 Flange Tables: Ring Joint Gasket Full Faced GasketGihasAbdNo ratings yet
- Sikadur®-42 MP SlowDocument6 pagesSikadur®-42 MP SlowGihasAbdNo ratings yet
- The Adventures of Sherlock HDocument180 pagesThe Adventures of Sherlock HGihasAbdNo ratings yet
- 0002 DG 0 Ma 5500Document1 page0002 DG 0 Ma 5500GihasAbdNo ratings yet