Download as pdf or txt
You might also like
- Catalytic Reforming - Wikipedia, The Free EncyclopediaDocument6 pagesCatalytic Reforming - Wikipedia, The Free EncyclopediavikasbadhanNo ratings yet
- Catalytic ReformingDocument7 pagesCatalytic ReformingElena Raluca DraguNo ratings yet
- Catalytic Reforming PDFDocument7 pagesCatalytic Reforming PDFVu100% (1)
- Catalytic ReformingDocument30 pagesCatalytic ReformingTri Jayandi Fitra100% (4)
- Catalytic ReformingDocument9 pagesCatalytic ReformingAjay TulpuleNo ratings yet
- Catalytic ReformingDocument12 pagesCatalytic ReformingHafizuddin Mohamad100% (2)
- History: Catalytic Reforming Is A Chemical Process Used To ConvertDocument7 pagesHistory: Catalytic Reforming Is A Chemical Process Used To ConvertYuri YamirnovNo ratings yet
- Catalytic Reforming - WikipediaDocument45 pagesCatalytic Reforming - WikipediaUzoma EuchariaNo ratings yet
- ,, Naphtha Cracking ,,: Duhok Polytechnic University Technical College of Engineering Petrochemical DepartmentDocument28 pages,, Naphtha Cracking ,,: Duhok Polytechnic University Technical College of Engineering Petrochemical DepartmentIbrahim DewaliNo ratings yet
- Producing Naphtha and KeroseneDocument10 pagesProducing Naphtha and KeroseneSelvia Pratiwi100% (1)
- 2012 08 ReformateDocument4 pages2012 08 ReformatetotongopNo ratings yet
- College of Engineering Department of Petroleum and Chemical Engineering Course Name: Petroleum Refining Operations Fall SemesterDocument17 pagesCollege of Engineering Department of Petroleum and Chemical Engineering Course Name: Petroleum Refining Operations Fall SemestermalakNo ratings yet
- NaphthaleneDocument7 pagesNaphthalenesudivgulla1100% (1)
- Simple Guide To Oil RefiningDocument5 pagesSimple Guide To Oil RefiningPatel AshokNo ratings yet
- NaphthaleneDocument7 pagesNaphthaleneShermal FernandoNo ratings yet
- BTX ProductionDocument40 pagesBTX Productionejaz khanNo ratings yet
- Alkylation and Polymerization ProcessDocument61 pagesAlkylation and Polymerization ProcessWan Afiff100% (2)
- Group WorkDocument4 pagesGroup WorkRuva Oscass JimmyNo ratings yet
- Chapter 4Document26 pagesChapter 4indumathijayakaranNo ratings yet
- Catalytic ReformingDocument70 pagesCatalytic ReformingINDU MOHAN SNo ratings yet
- API ManualDocument24 pagesAPI Manualali aljifriNo ratings yet
- Lecture 6 Catalytic Reforming ProcessDocument18 pagesLecture 6 Catalytic Reforming ProcessGAMERS OF KUWAITNo ratings yet
- Hydrocarbon ProcessingDocument20 pagesHydrocarbon Processingsanjeevs01No ratings yet
- Petroleum Naphtha - Wikipedia PDFDocument4 pagesPetroleum Naphtha - Wikipedia PDFSauptik DattaNo ratings yet
- Kiến Thức Hóa DầuDocument364 pagesKiến Thức Hóa DầuTu LaiNo ratings yet
- Lec 18 PDFDocument5 pagesLec 18 PDFGhazy alshyalNo ratings yet
- Classification of Crude OilDocument6 pagesClassification of Crude OilSultana AlmansooriNo ratings yet
- Introduction To RefineryDocument6 pagesIntroduction To RefinerydyarNo ratings yet
- NPTEL PHASE - II - Petroleum Refinery EngineeringDocument4 pagesNPTEL PHASE - II - Petroleum Refinery EngineeringRakeshKumarNo ratings yet
- Refining of PetroleumDocument10 pagesRefining of PetroleumHanyszShalNo ratings yet
- Unit 3Document11 pagesUnit 3Shreyash UtekarNo ratings yet
- Oxosynthesis, Udex and Fischer Tropsch SynthesisDocument21 pagesOxosynthesis, Udex and Fischer Tropsch SynthesisNisha SubashNo ratings yet
- Petrochemical ProcessDocument20 pagesPetrochemical Processsanjeevs01No ratings yet
- CrackingDocument20 pagesCrackingNiaz Ali KhanNo ratings yet
- Conversion ProcessDocument14 pagesConversion ProcessHarvin PatelNo ratings yet
- Refining of Petroleum: Back To TopDocument11 pagesRefining of Petroleum: Back To TopMazhar AliNo ratings yet
- Petroleum RefineryDocument3 pagesPetroleum RefinerySaba JavedNo ratings yet
- Petrochemical Technology: Boä Moân CNCB Daàu Khí, Khoa CNHH, ÑH Baùch Khoa Tp. HCMDocument21 pagesPetrochemical Technology: Boä Moân CNCB Daàu Khí, Khoa CNHH, ÑH Baùch Khoa Tp. HCMviettiennguyenNo ratings yet
- Catalytic ReformingDocument19 pagesCatalytic ReformingArvind CoolNo ratings yet
- ConocoPhillups GlossaryDocument7 pagesConocoPhillups GlossaryJesus MoralesNo ratings yet
- Natural Gas Petroleum IndustriesDocument55 pagesNatural Gas Petroleum IndustriesBalqis yasinNo ratings yet
- Basics of Refinery1Document15 pagesBasics of Refinery1Sunil PatanwadiyaNo ratings yet
- Lecture 6Document41 pagesLecture 6Pragati GhumadeNo ratings yet
- Refining ProcessDocument15 pagesRefining Processtechy TalksNo ratings yet
- UpdatedChapter3 4Document48 pagesUpdatedChapter3 4mystorewelcome1No ratings yet
- Fluid Catalytic Cracking ProcessDocument3 pagesFluid Catalytic Cracking ProcessMinh Tuấn PhạmNo ratings yet
- Catalyticreformingprocess 17Document29 pagesCatalyticreformingprocess 17Sahil Gupta100% (1)
- Lecture F11Document11 pagesLecture F11Shakeel AhmadNo ratings yet
- Petroleum Chemistry and Its Refineries05Document21 pagesPetroleum Chemistry and Its Refineries05Louis ThianNo ratings yet
- Petrochemicals: Del Rosario, Francesca Louis Pradia, Julius CarlDocument24 pagesPetrochemicals: Del Rosario, Francesca Louis Pradia, Julius CarlCrizaldo MempinNo ratings yet
- Catalytic Reforming PDFDocument3 pagesCatalytic Reforming PDFAbey SamuelNo ratings yet
- Naphtha: NtroductionDocument17 pagesNaphtha: NtroductionYousif .MNo ratings yet
- Overview of Fluid Catalytic Cracking Unit (FCC, Fccu) : Catalyst AluminumDocument4 pagesOverview of Fluid Catalytic Cracking Unit (FCC, Fccu) : Catalyst AluminumAdemola RabiuNo ratings yet
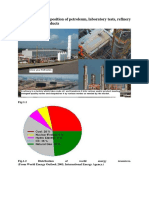
- Introduction:Composition of Petroleum, Laboratory Tests, Refinery Feedstocks and ProductsDocument17 pagesIntroduction:Composition of Petroleum, Laboratory Tests, Refinery Feedstocks and ProductsZaid YahyaNo ratings yet
- Crude Petroleum analysis handbook: Crude oil Quality control, #1From EverandCrude Petroleum analysis handbook: Crude oil Quality control, #1Rating: 4 out of 5 stars4/5 (1)
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerFrom EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerNo ratings yet
- Hydrogen Production TechnologiesFrom EverandHydrogen Production TechnologiesMehmet SankirNo ratings yet
- Safety Measures Taken By: Mangalore Refinery and Petrochemicals LimitedDocument12 pagesSafety Measures Taken By: Mangalore Refinery and Petrochemicals LimitedSaddamNo ratings yet
- Mrplmanglore 180228045956 PDFDocument12 pagesMrplmanglore 180228045956 PDFSaddamNo ratings yet
- Mrplmanglore 180228045956 PDFDocument12 pagesMrplmanglore 180228045956 PDFSaddamNo ratings yet
- Geological ModelingDocument4 pagesGeological ModelingSaddamNo ratings yet
- 09 Gasoline UpgradingDocument63 pages09 Gasoline UpgradingSaddamNo ratings yet