Download as pptx, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Physics of Solar Cells - Jenny NelsonDocument197 pagesThe Physics of Solar Cells - Jenny Nelsontolentino.jason1222100% (3)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Laptop Power SequencingDocument14 pagesLaptop Power SequencingOlivier Ouina100% (3)
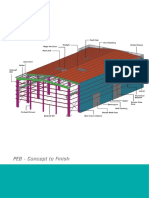
- Peb Brochure PDFDocument6 pagesPeb Brochure PDFPratikKhatmodeNo ratings yet
- Pre - Engineered BuildingsDocument19 pagesPre - Engineered BuildingsPratikKhatmodeNo ratings yet
- Sequential Versus Concurrent Engineering - An AnalogyDocument8 pagesSequential Versus Concurrent Engineering - An AnalogyPratikKhatmodeNo ratings yet
- Remote Controlled Hydraulic JackDocument36 pagesRemote Controlled Hydraulic JackPratikKhatmode67% (3)
- Limit, Fits, ToleranceDocument35 pagesLimit, Fits, TolerancePratikKhatmodeNo ratings yet
- Lecture 15: S Parameters and The Scattering MatrixDocument7 pagesLecture 15: S Parameters and The Scattering MatrixDinda NurhayatiNo ratings yet
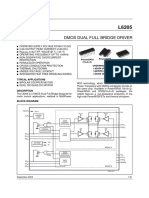
- l6205 Driver MotorDocument21 pagesl6205 Driver MotorLeon MartinezNo ratings yet
- Series Vs Parallel WiringDocument6 pagesSeries Vs Parallel WiringMAHIPALNo ratings yet
- Smart Bypass Diode: Smart Bypass Solutions For High-Performance PV ModulesDocument3 pagesSmart Bypass Diode: Smart Bypass Solutions For High-Performance PV ModulesZeratus88No ratings yet
- Kexin-Si2312 C382307Document4 pagesKexin-Si2312 C382307balaicopierNo ratings yet
- Infineon Bts6133d Ds v01 00 enDocument17 pagesInfineon Bts6133d Ds v01 00 enmarino246No ratings yet
- Semiconductors FundamentalsDocument31 pagesSemiconductors FundamentalsJohn Miko JavierNo ratings yet
- Nce 8295 AkDocument7 pagesNce 8295 Akandre kressnerNo ratings yet
- 2009 IISc Filter Design Report PDFDocument258 pages2009 IISc Filter Design Report PDFKumar MadhuNo ratings yet
- Sm-j415f Common Eplis 11Document43 pagesSm-j415f Common Eplis 11ANDROID GAMING0% (1)
- Physics of Nanoscale Devices - Unit 5 - Week 3Document4 pagesPhysics of Nanoscale Devices - Unit 5 - Week 3K04Anoushka TripathiNo ratings yet
- Differential Voltage Mode Sense Amplifier With Current Mirror Load As Receiver For On-Chip Interconnect Serial LinksDocument3 pagesDifferential Voltage Mode Sense Amplifier With Current Mirror Load As Receiver For On-Chip Interconnect Serial Linksbattunvn434No ratings yet
- Free-Energy Devices - Motionless Pulsed SystemsDocument151 pagesFree-Energy Devices - Motionless Pulsed Systemssilvioap50% (2)
- Thermionic Emission 2Document6 pagesThermionic Emission 2OTTO_No ratings yet
- Capacitance Analysis of Highly Leaky Al O MIM Capacitors Using Time Domain ReflectometryDocument3 pagesCapacitance Analysis of Highly Leaky Al O MIM Capacitors Using Time Domain ReflectometryNaqeeb Ullah KakarNo ratings yet
- 6R1Mbi75P-160: Diode Module With BrakeDocument4 pages6R1Mbi75P-160: Diode Module With BrakeAlfian SatirNo ratings yet
- (Graduate Texts in Physics) Henri Alloul (Auth.) - Introduction To The Physics of Electrons in Solids-Springer-Verlag Berlin Heidelberg (2011) PDFDocument644 pages(Graduate Texts in Physics) Henri Alloul (Auth.) - Introduction To The Physics of Electrons in Solids-Springer-Verlag Berlin Heidelberg (2011) PDFNicusorIacob100% (1)
- Euler Path DiagramDocument5 pagesEuler Path DiagramDebalina PandaNo ratings yet
- CSBSDocument33 pagesCSBSMadhuNo ratings yet
- Superconductors - Properties Technology and ApplicationsDocument448 pagesSuperconductors - Properties Technology and ApplicationsJosé Ramírez100% (1)
- Significado de Las Siglas MACDocument2,124 pagesSignificado de Las Siglas MACJavy EduNo ratings yet
- IR2117 ApplicationDocument24 pagesIR2117 ApplicationBhaskar KharviNo ratings yet
- Chandra Sekhar Academy: An Investigatory Project OnDocument22 pagesChandra Sekhar Academy: An Investigatory Project OnSudipt Kumar MandalNo ratings yet
- Soldering Guidelines and SMD Footprint DesignDocument13 pagesSoldering Guidelines and SMD Footprint DesignIgor PNo ratings yet
- Photorécepteur PDFDocument7 pagesPhotorécepteur PDFmrd9991No ratings yet
- High Frequency Amplifier Design: The Shunt Peaked AmplifierDocument26 pagesHigh Frequency Amplifier Design: The Shunt Peaked AmplifierAbu RaihanNo ratings yet
- Single Phase Induction: Permanent-Split Capacitor MotorDocument9 pagesSingle Phase Induction: Permanent-Split Capacitor Motorbhuvana71No ratings yet
- CLD1015 ManualDocument87 pagesCLD1015 ManualNayeLi HHrNo ratings yet