Download as pdf or txt
You might also like
- Bsria Guide 2-2010 (Commissioning Water Systems)Document84 pagesBsria Guide 2-2010 (Commissioning Water Systems)Simon Law80% (5)
- How To Reduce Amine LossesDocument10 pagesHow To Reduce Amine LossesargachoNo ratings yet
- Factsheet Cansolv Co2Document2 pagesFactsheet Cansolv Co2Pe VandeNo ratings yet
- Oefc Technology1 Practice Files AnswersDocument15 pagesOefc Technology1 Practice Files Answershicham56% (9)
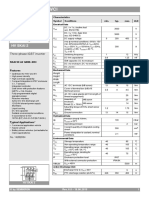
- Skai 90 A2 Gd06-Wci 14282034Document12 pagesSkai 90 A2 Gd06-Wci 14282034nishant_dreamviewerNo ratings yet
- Role of Telcos in The Circular EconomyDocument42 pagesRole of Telcos in The Circular EconomyPatelNo ratings yet
- Wet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Document18 pagesWet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Jose M. Gomez RuedaNo ratings yet
- FCC Catalyst EvaluationDocument40 pagesFCC Catalyst EvaluationAnilú BarreraNo ratings yet
- Improved Reactor Internals For HGO HydrotreatersDocument2 pagesImproved Reactor Internals For HGO HydrotreatersapitbhuNo ratings yet
- Amine Degradation Chemistry in CO2 ServiceDocument15 pagesAmine Degradation Chemistry in CO2 ServiceZEN MANo ratings yet
- Installation ManualDocument72 pagesInstallation ManualJohn PonceNo ratings yet
- Comtaminents in Amine Gas Treating UnitDocument13 pagesComtaminents in Amine Gas Treating Unitarvindgupta_2005No ratings yet
- Amine Heat Stable Salts - Its Type and EffectsDocument6 pagesAmine Heat Stable Salts - Its Type and EffectsAnkit GokhaleNo ratings yet
- Corrosion Management in Gas Treating Pla PDFDocument8 pagesCorrosion Management in Gas Treating Pla PDFTaghreed ZewailNo ratings yet
- Understanding Gas Treatment FundamentalsDocument8 pagesUnderstanding Gas Treatment Fundamentalsazotik1985No ratings yet
- Amine Contamination and Associated Problems in The Gas Treating UnitsDocument7 pagesAmine Contamination and Associated Problems in The Gas Treating Unitsasmaa aliNo ratings yet
- Reclamation Q & ADocument11 pagesReclamation Q & AchomiNo ratings yet
- TP 157 HSS RemovalDocument7 pagesTP 157 HSS RemovalSufyan_KhanNo ratings yet
- Designing Aselective MDEA Tail-Gas Treating UnitDocument5 pagesDesigning Aselective MDEA Tail-Gas Treating UnitbehnamhfNo ratings yet
- Amine Expert CompanyDocument2 pagesAmine Expert CompanyWajid NizamiNo ratings yet
- Role of Acids in The Degradation of Alkanolamine During Co2Document7 pagesRole of Acids in The Degradation of Alkanolamine During Co2cargscribNo ratings yet
- Methyldiethanolamine As A Solvent For Gas DesulfurizationDocument66 pagesMethyldiethanolamine As A Solvent For Gas DesulfurizationAnime MtNo ratings yet
- Understanding Preventing Corrosion (Thesis) PDFDocument32 pagesUnderstanding Preventing Corrosion (Thesis) PDFeid elsayedNo ratings yet
- SWEETENING (Chemical Absorption) PresentationDocument54 pagesSWEETENING (Chemical Absorption) Presentationarsalan amirpour75% (4)
- Contamination in Amines 2010Document14 pagesContamination in Amines 2010NS MurthyNo ratings yet
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODocument33 pagesAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNo ratings yet
- Iron Sulfides - Effect On Amine PlantsDocument6 pagesIron Sulfides - Effect On Amine PlantsHsien Yu100% (1)
- October 1, 2012 - December 14 2012: Andrew - Jones@netl - Doe.govDocument15 pagesOctober 1, 2012 - December 14 2012: Andrew - Jones@netl - Doe.govnarasimhamurthy414No ratings yet
- Hydrocarbon Processing - Specifying Internals in Sour Water Strippers Part 1 (29dec2020) - 3 Jan 2021Document13 pagesHydrocarbon Processing - Specifying Internals in Sour Water Strippers Part 1 (29dec2020) - 3 Jan 2021achraf ahassanNo ratings yet
- Specifying Internals in Sour Water Strippers-Part 1Document7 pagesSpecifying Internals in Sour Water Strippers-Part 1NAMONo ratings yet
- Ethylene & ACF PDFDocument48 pagesEthylene & ACF PDFSubrato Saha100% (2)
- CO2 by MDEADocument6 pagesCO2 by MDEAFadillah Akhbar MarshaNo ratings yet
- Basics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, CatalystsDocument5 pagesBasics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, Catalystsonizuka-t2263No ratings yet
- Hydrodesulfurization Of Dibenzothiophene And 4,6-Dimethyldibenzothiophene Over Sulfided Nimo/Γ -Al O, Como/Γ -Al O, And Mo/Γ -Al O CatalystsDocument11 pagesHydrodesulfurization Of Dibenzothiophene And 4,6-Dimethyldibenzothiophene Over Sulfided Nimo/Γ -Al O, Como/Γ -Al O, And Mo/Γ -Al O CatalystsOwen KhosashiNo ratings yet
- Axsorb 911 - Technical Data Sheet-EnglishDocument2 pagesAxsorb 911 - Technical Data Sheet-Englishanwar sadatNo ratings yet
- Caustic Scrubber Designs For Refinery Gases ComplDocument28 pagesCaustic Scrubber Designs For Refinery Gases ComplTaniadi SuriaNo ratings yet
- Ammonia TechnologyDocument13 pagesAmmonia TechnologyMihaela Popescu-NeagoeNo ratings yet
- Amine Degradation in CO2 Service - HuntsmanDocument16 pagesAmine Degradation in CO2 Service - Huntsmanvictor nuñezNo ratings yet
- Amine ReportDocument14 pagesAmine ReportM qasimNo ratings yet
- Hydrodesulfurization of Dibenzothiophene On A Como/Al O Catalyst: Reaction Network and KineticsDocument8 pagesHydrodesulfurization of Dibenzothiophene On A Como/Al O Catalyst: Reaction Network and KineticsGrupo de Investigaciones en CatalisisNo ratings yet
- GBH Enterprises, LTD.: GBHE-PEG-MAS-601Document48 pagesGBH Enterprises, LTD.: GBHE-PEG-MAS-601rahulNo ratings yet
- Wet Air Oxidation of Aqueous WastesDocument27 pagesWet Air Oxidation of Aqueous WastesSudeep MukherjeeNo ratings yet
- In Amenas TrainingDocument116 pagesIn Amenas TraininghichamNo ratings yet
- Amine Sample Analysis ResultsDocument2 pagesAmine Sample Analysis ResultsAbu WildanNo ratings yet
- Inhibition Effects of Nitrogen Compounds On The HDS of Dibenzothiophene Part 2aDocument8 pagesInhibition Effects of Nitrogen Compounds On The HDS of Dibenzothiophene Part 2aJohnSmithNo ratings yet
- FCCDocument50 pagesFCCevinueNo ratings yet
- Optimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineDocument12 pagesOptimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineMuhammad ImranNo ratings yet
- CH 4034 Comprehensive Design Project II Interim Report 1: Production of Ammonia From NaphthaDocument21 pagesCH 4034 Comprehensive Design Project II Interim Report 1: Production of Ammonia From NaphthaAlfonso BlancoNo ratings yet
- Chapter6a Hydrotreating 170106114901 PDFDocument26 pagesChapter6a Hydrotreating 170106114901 PDFMI MNo ratings yet
- Steam Cracking of Naphtha in Packed Bed ReactorsDocument6 pagesSteam Cracking of Naphtha in Packed Bed Reactorscandidater100% (1)
- GPAC Gas Sweetening PresentationDocument35 pagesGPAC Gas Sweetening PresentationAnonymous bHh1L1No ratings yet
- Advanced Recycle Paraffin Isomersation TechnologyDocument8 pagesAdvanced Recycle Paraffin Isomersation TechnologytungksnbNo ratings yet
- 07 GasTreatingDocument52 pages07 GasTreatingHelixNo ratings yet
- Comparative Study of DEA and MDEADocument4 pagesComparative Study of DEA and MDEAsaleh4060No ratings yet
- NPRA Gasoline Q&A (1990-2010)Document292 pagesNPRA Gasoline Q&A (1990-2010)VijayakumarNarasimhanNo ratings yet
- High Emissivity CoatingDocument12 pagesHigh Emissivity CoatingĐoàn TrangNo ratings yet
- Stable Operating Limits in Amine Treating UnitsDocument11 pagesStable Operating Limits in Amine Treating UnitsJR RomanNo ratings yet
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- 2010 ST 24 Eng PDFDocument7 pages2010 ST 24 Eng PDFMarcS218No ratings yet
- AmineDocument11 pagesAmineNorliza Mat SidikNo ratings yet
- Optimization of Amine Sweetening UnitsDocument14 pagesOptimization of Amine Sweetening Unitsnarrowescape0% (1)
- Best Practice: Saudi Aramco Desktop StandardsDocument19 pagesBest Practice: Saudi Aramco Desktop Standardssethu1091100% (4)
- 11-6703 WP AcidGas Amines Final PDFDocument15 pages11-6703 WP AcidGas Amines Final PDFАнтон КоробейниковNo ratings yet
- A Comprehensive Look at The Acid Number Test PDFDocument6 pagesA Comprehensive Look at The Acid Number Test PDFpersadanusantaraNo ratings yet
- 04 Philips Lighting Public Parking Garage GuideDocument4 pages04 Philips Lighting Public Parking Garage GuideMaria Α.No ratings yet
- Old Questions IWEDocument7 pagesOld Questions IWErohit mathankerNo ratings yet
- Válvula Antisísmica PDFDocument1 pageVálvula Antisísmica PDFJhonattan AlvarezNo ratings yet
- DH 10cDocument2 pagesDH 10cmohammed8051No ratings yet
- Annex 1 - Technical SpecificationsDocument197 pagesAnnex 1 - Technical SpecificationsmanojNo ratings yet
- Divine Disapproval For DCCDocument6 pagesDivine Disapproval For DCCdeathbydoughnutNo ratings yet
- Photochemistry 2Document9 pagesPhotochemistry 2SkywalkerNo ratings yet
- Introduction To The ISCC - CompressedDocument45 pagesIntroduction To The ISCC - Compressedfree mailNo ratings yet
- Battery Charge MonitorDocument3 pagesBattery Charge MonitorchakralabsNo ratings yet
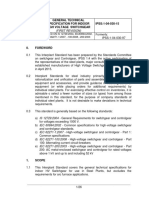
- Switchgear Specification For High Voltage Switchgears CT PT BreakerDocument26 pagesSwitchgear Specification For High Voltage Switchgears CT PT BreakerSumit TyagiNo ratings yet
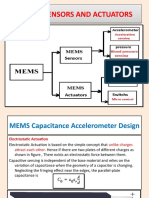
- Memes Sensors and ActuatorsDocument16 pagesMemes Sensors and ActuatorsNaima AlmegryNo ratings yet
- High Voltage Cable JointingDocument7 pagesHigh Voltage Cable Jointingscrapmail9No ratings yet
- Robo WarsDocument10 pagesRobo Warsmanish kumarNo ratings yet
- Elimination of Transformer Inrush Currents by Controlled Switching PDFDocument11 pagesElimination of Transformer Inrush Currents by Controlled Switching PDFAshroof AbdoNo ratings yet
- Adv With 690 Volts Over 400v PDFDocument6 pagesAdv With 690 Volts Over 400v PDFamarnath jagirdarNo ratings yet
- Automatic Espresso Machine: Te-903 User ManualDocument28 pagesAutomatic Espresso Machine: Te-903 User Manualdarwin angaritaNo ratings yet
- Singapore EDB Corporate BrochureDocument7 pagesSingapore EDB Corporate Brochure李阿龍No ratings yet
- View-Bill Dhaliywas PDFDocument1 pageView-Bill Dhaliywas PDFGourav RaoNo ratings yet
- PDD 08.08.2008 - v6Document61 pagesPDD 08.08.2008 - v6Choky SimanjuntakNo ratings yet
- Catalogo EV Agua M&MDocument56 pagesCatalogo EV Agua M&Mmemosurf3775No ratings yet
- Hira Mill (Welding & Gas Cutting) Control Measure Implementation Verification of Control MeasureDocument4 pagesHira Mill (Welding & Gas Cutting) Control Measure Implementation Verification of Control Measureananthu.uNo ratings yet
- 2010 Annual Report PDFDocument291 pages2010 Annual Report PDFjazzDAWNNo ratings yet
- Propeller Led DisplayDocument30 pagesPropeller Led DisplayShweta JainNo ratings yet
- Smart Embedded System Solar Energy StationsDocument8 pagesSmart Embedded System Solar Energy StationsAnonymous yD6Qpiq3No ratings yet
- 13094107901309410729BS App GeologyDocument49 pages13094107901309410729BS App GeologyAini DollNo ratings yet