Download as docx, pdf, or txt
You might also like
- Movie Recommendation SystemDocument41 pagesMovie Recommendation SystemSowmya Srinivasan100% (3)
- Perform of Cost Audit Report - PharmaceuticalDocument46 pagesPerform of Cost Audit Report - PharmaceuticalShami KantNo ratings yet
- Concern Resolution FormDocument2 pagesConcern Resolution FormJames Abueg EscañoNo ratings yet
- CribMaster 11 Features - User GuideDocument22 pagesCribMaster 11 Features - User GuidesalurkarNo ratings yet
- Measurement of Line Impedances and Mutual Coupling of Parallel LinesDocument8 pagesMeasurement of Line Impedances and Mutual Coupling of Parallel LinesKhandai SeenananNo ratings yet
- 1MRB520176 Ben RIO580Document20 pages1MRB520176 Ben RIO580alimaghamiNo ratings yet
- Kojach Pharma Project: Oral Solid Dosage FacilityDocument10 pagesKojach Pharma Project: Oral Solid Dosage FacilityBen OdamttenNo ratings yet
- Facility LayoutDocument38 pagesFacility LayoutSahil ManchandaNo ratings yet
- 8 Plant Layout Additional Material For StudentsDocument99 pages8 Plant Layout Additional Material For StudentsLakshay anandNo ratings yet
- Facility Transition Planning and ActivationDocument2 pagesFacility Transition Planning and ActivationNickNo ratings yet
- Assignment of Principle of ManagementDocument13 pagesAssignment of Principle of ManagementDevinder YadavNo ratings yet
- Planning and Scheduling Summary: InputsDocument1 pagePlanning and Scheduling Summary: InputsKate Nazareno FlorendoNo ratings yet
- Improvement of The Maintenance Management Process of Complex Technical Systems Which Demand High ReliabilityDocument8 pagesImprovement of The Maintenance Management Process of Complex Technical Systems Which Demand High ReliabilityRUPERTNo ratings yet
- CH 2 Project CycleDocument16 pagesCH 2 Project CycleMebratu SimaNo ratings yet
- Utility Management PlanDocument4 pagesUtility Management PlanusakNo ratings yet
- NPI Job Responsibilities Detailed Jobs - Print 28-07-2021 - QADocument441 pagesNPI Job Responsibilities Detailed Jobs - Print 28-07-2021 - QAPirasanth VithuNo ratings yet
- Flow Chart - Task AssessmentDocument1 pageFlow Chart - Task AssessmentDave SchlageterNo ratings yet
- PMR14-BSP Cy2014Document80 pagesPMR14-BSP Cy2014JJ AsonyerNo ratings yet
- 2014 06 23 FMEA SlidesDocument19 pages2014 06 23 FMEA SlidesMadhan RajNo ratings yet
- Preventive Maintenance2Document22 pagesPreventive Maintenance2Shivaji ThubeNo ratings yet
- PMP - Project MGT Processes Flow ChartsDocument5 pagesPMP - Project MGT Processes Flow Chartsrodolfo1649No ratings yet
- PMF 19 - Evaluation of ContractorsDocument2 pagesPMF 19 - Evaluation of ContractorsAnoop SankarNo ratings yet
- Sample Horizontal Organizational Structure: President Director President DirectorDocument3 pagesSample Horizontal Organizational Structure: President Director President DirectorAdenisSetyawanNo ratings yet
- Chapter1 PromaDocument2 pagesChapter1 PromaAnonymous c21kICRPNo ratings yet
- Sample Chiller SpecificationDocument5 pagesSample Chiller Specificationjlcheefei9258No ratings yet
- Organogram PFCDocument5 pagesOrganogram PFCAniket JaggiNo ratings yet
- Optimizing Efficiency: FabricationDocument7 pagesOptimizing Efficiency: FabricationVivek Kumar SinghNo ratings yet
- Cellular ManufacturingDocument12 pagesCellular ManufacturingKhushal JoshiNo ratings yet
- Managing Production and Service OperationsDocument10 pagesManaging Production and Service OperationsjohnNo ratings yet
- Arquid-Technical Due DiligenceDocument35 pagesArquid-Technical Due DiligenceomarNo ratings yet
- L 15 Brandwood Uniper1Document24 pagesL 15 Brandwood Uniper1韩非No ratings yet
- Lean Six Sigma Project Presentation TemplateDocument25 pagesLean Six Sigma Project Presentation TemplateNasrullah KhanNo ratings yet
- Fmea MethodologyDocument39 pagesFmea MethodologyDeepakGawasNo ratings yet
- Operations Management (OPM530) C10 Project ManagementDocument30 pagesOperations Management (OPM530) C10 Project Managementazwan ayopNo ratings yet
- Example Risk Check List - Based On A Risk Breakdown Structure PDFDocument4 pagesExample Risk Check List - Based On A Risk Breakdown Structure PDFIanos VladNo ratings yet
- Project Procurement ManagementDocument72 pagesProject Procurement ManagementSamsun GalaxNo ratings yet
- EMVO - 0040 - T Nmvo S E Author's Signature: Emplate Tatutes NglishDocument20 pagesEMVO - 0040 - T Nmvo S E Author's Signature: Emplate Tatutes NglishSOk VannyNo ratings yet
- Plant Location and Plant DesignDocument25 pagesPlant Location and Plant DesignVineet GanviNo ratings yet
- 12 FinalReport Lab PECIDocument19 pages12 FinalReport Lab PECIAsmara KanthiNo ratings yet
- Role of Energy ManagerDocument25 pagesRole of Energy ManagersunilNo ratings yet
- Hydrogen BrochureDocument20 pagesHydrogen BrochureAndrés Mejia FlorezNo ratings yet
- Risk Management PlanDocument12 pagesRisk Management PlanOkeymanNo ratings yet
- Steps of A ProjectDocument30 pagesSteps of A ProjectNihar MandalNo ratings yet
- PPC-Lec-4-Plant LayoutDocument6 pagesPPC-Lec-4-Plant LayoutRakib100% (1)
- FMCTI EPRV BrochureDocument2 pagesFMCTI EPRV BrochureKaren AndradeNo ratings yet
- Sibp Gep Design PlanningDocument8 pagesSibp Gep Design PlanningEnrique PomalesNo ratings yet
- Pitfalls of Testing and CommissioningDocument43 pagesPitfalls of Testing and CommissioningSCottNo ratings yet
- 05 Sop For Use of Office Inventory and EquipmentDocument3 pages05 Sop For Use of Office Inventory and EquipmentRio Simatupang100% (2)
- Flow, Space, and Activity Relationship: Facilities Planning Third Year ProductionDocument38 pagesFlow, Space, and Activity Relationship: Facilities Planning Third Year ProductionSherif Ibrahim0% (1)
- DfmaDocument7 pagesDfmaMAXNER10No ratings yet
- Communication ProcedureDocument5 pagesCommunication ProcedurekarthikgskenggNo ratings yet
- Jo Finance Assistant Budget Gl5Document4 pagesJo Finance Assistant Budget Gl5indus kingNo ratings yet
- Session-2 & 3 Quality - Evolution of QualityDocument20 pagesSession-2 & 3 Quality - Evolution of Qualitymatten yahyaNo ratings yet
- Finance Service Level AgreementDocument4 pagesFinance Service Level AgreementJorge Luis Robles CorderoNo ratings yet
- Contracts and Specifications: Contracts. Construction Contract Is A Formal Agreement For ConstructionDocument6 pagesContracts and Specifications: Contracts. Construction Contract Is A Formal Agreement For Constructionianiroy13No ratings yet
- 2.02 Project - Kick - Off - MeetingDocument10 pages2.02 Project - Kick - Off - MeetingasdfNo ratings yet
- C4384 - Assignment 2Document26 pagesC4384 - Assignment 2iamaffandiNo ratings yet
- Supplier Relocation Project Plan Template Ver.3Document14 pagesSupplier Relocation Project Plan Template Ver.3Gábor LantosNo ratings yet
- OSD WebsiteDocument7 pagesOSD WebsiteMdavaNo ratings yet
- Impact Assessment Recommended PracticeDocument17 pagesImpact Assessment Recommended PracticeDidik SokoNo ratings yet
- Manmgt4 Midtermsb Answer KeysDocument5 pagesManmgt4 Midtermsb Answer KeysMishelleNo ratings yet
- Steps To Configure An Email Alert For Checking State of ServerDocument5 pagesSteps To Configure An Email Alert For Checking State of ServerpandalocalNo ratings yet
- G. Hofstede Culture Dimensions: Assignment - 1Document3 pagesG. Hofstede Culture Dimensions: Assignment - 1pandalocalNo ratings yet
- How To Secure A Media Sponsor For Your Events.ADocument4 pagesHow To Secure A Media Sponsor For Your Events.ApandalocalNo ratings yet
- Project Objectives 1Document1 pageProject Objectives 1pandalocalNo ratings yet
- Employee ProductivityDocument14 pagesEmployee ProductivitypandalocalNo ratings yet
- Facility Location Planning-1Document13 pagesFacility Location Planning-1pandalocalNo ratings yet
- 6.1 - Distribution Riser Support Cat DDocument3 pages6.1 - Distribution Riser Support Cat DHeather HertzNo ratings yet
- Kuliah 1 Elaun Bangunan Industri (Industrial Building Allowances)Document28 pagesKuliah 1 Elaun Bangunan Industri (Industrial Building Allowances)MUHAMMAD ZAWAWI BIN AYUP100% (1)
- Bunker Fuel AnalysisDocument18 pagesBunker Fuel AnalysisMedha Jog Katdare100% (1)
- Salen WWE Offer LetterDocument3 pagesSalen WWE Offer LetterHeel By NatureNo ratings yet
- Cut List Cheat SheetDocument1 pageCut List Cheat SheetmeredithNo ratings yet
- Interrupts On Firebird-V Robot: E-Yantra Team Embedded Real-Time Systems Lab Indian Institute of Technology-BombayDocument67 pagesInterrupts On Firebird-V Robot: E-Yantra Team Embedded Real-Time Systems Lab Indian Institute of Technology-BombaySridhar JayaramanNo ratings yet
- Digital Electronics MCQDocument10 pagesDigital Electronics MCQDr.D.PradeepkannanNo ratings yet
- CV Examples Uk StudentDocument8 pagesCV Examples Uk Studente7648d37100% (1)
- M Cecconi 2023 Intensive Care FundamentalsDocument278 pagesM Cecconi 2023 Intensive Care FundamentalsGustavo ParedesNo ratings yet
- Mr. Anil Wanarse PatilDocument29 pagesMr. Anil Wanarse PatilANIL INTERAVIONNo ratings yet
- Legal Forms - Partnership and CorporationDocument35 pagesLegal Forms - Partnership and CorporationLenNo ratings yet
- Ruwanpura Expressway Design ProjectDocument5 pagesRuwanpura Expressway Design ProjectMuhammadh MANo ratings yet
- Jumping Through HoopsDocument4 pagesJumping Through HoopsCharles RusnellNo ratings yet
- Brochure E-Catalogue Afias (Temporer)Document2 pagesBrochure E-Catalogue Afias (Temporer)Pandu Satriyo NegoroNo ratings yet
- 74 HCT 148Document11 pages74 HCT 148Merényi OszkárNo ratings yet
- Smart Monitoring of Food SpoilageDocument31 pagesSmart Monitoring of Food Spoilagehimani dewanganNo ratings yet
- Emd-Mi927 IntercoolerDocument8 pagesEmd-Mi927 IntercoolerVictor Raul Tobosque MuñozNo ratings yet
- KickStart 19Document2 pagesKickStart 19Venu GopalNo ratings yet
- Guidelines - In-Hospital ResuscitationDocument18 pagesGuidelines - In-Hospital ResuscitationparuNo ratings yet
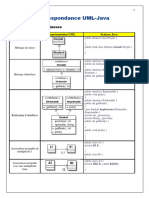
- 8 - Correspondance UML-JAVADocument3 pages8 - Correspondance UML-JAVAoussama sfiriNo ratings yet
- History of Insurance-WWW - SELUR.TKDocument9 pagesHistory of Insurance-WWW - SELUR.TKselurtimaNo ratings yet
- Essentials of Marketing Research 4th Edition Hair Test Bank DownloadDocument22 pagesEssentials of Marketing Research 4th Edition Hair Test Bank Downloademmanuelmabelnjt7nn100% (35)
- Lesson 10b: Aggregate Planning Finding An Optimal Production Plan Using Excel SolverDocument7 pagesLesson 10b: Aggregate Planning Finding An Optimal Production Plan Using Excel SolvervaraduNo ratings yet
- BFM Group 1 AssignmentDocument30 pagesBFM Group 1 AssignmentnurinNo ratings yet
- VLANS and Other HardwareDocument20 pagesVLANS and Other HardwareVishal KushwahaNo ratings yet
- Compatibilidades Equipos HaierDocument5 pagesCompatibilidades Equipos HaierAndrei AtofaneiNo ratings yet