
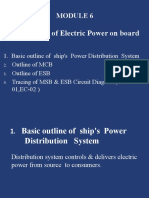
Gas Welding Defects
Gas Welding Defects
You might also like
- The Life Science Health System T C FryDocument2,295 pagesThe Life Science Health System T C FryAna Debeljuh100% (1)
- Performance Task 3Document3 pagesPerformance Task 3Angie CondezaNo ratings yet
- Welding ShopDocument13 pagesWelding ShopAliNo ratings yet
- Welding An Its TypesDocument54 pagesWelding An Its TypesChaithu ChandrasekaranNo ratings yet
- Workshop Practice 1st YearDocument21 pagesWorkshop Practice 1st YearVIPAN KUMARNo ratings yet
- Introduction To Arc Welding: Information Sheet - "Document14 pagesIntroduction To Arc Welding: Information Sheet - "Eahbm KaduNo ratings yet
- RM01 - 16 Case Study MIG WeldingDocument39 pagesRM01 - 16 Case Study MIG WeldingAnonymous cgcKzFtX100% (2)
- 1 - MMAW Process - PPT (Compatibility Mode)Document44 pages1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- Report WeldingDocument11 pagesReport WeldingSomasundaram SomanoNo ratings yet
- To Investigate and Study The Process and Working of TIG Welding Its AdvantagesDocument5 pagesTo Investigate and Study The Process and Working of TIG Welding Its AdvantagesRao MaazNo ratings yet
- Welding Research InstituteDocument81 pagesWelding Research InstituteAnkur25100% (1)
- On Plasma Arc WeldingDocument12 pagesOn Plasma Arc WeldingSandeep MauryaNo ratings yet
- Weldability: Introduction and Factor Affecting ItDocument15 pagesWeldability: Introduction and Factor Affecting ItAnant Ajithkumar100% (2)
- Non-Arc Welding ProcessesDocument30 pagesNon-Arc Welding ProcessesKhalid El MasryNo ratings yet
- Soldering & Brazing: Unit-IvDocument15 pagesSoldering & Brazing: Unit-IvRamu AmaraNo ratings yet
- Manufacturing Technology: Unit - IDocument12 pagesManufacturing Technology: Unit - Iapi-271354682No ratings yet
- Gas WeldingDocument15 pagesGas WeldingParishey JahanzaibNo ratings yet
- Welding Lecture 5 Solid State Welding Processes ( - )Document20 pagesWelding Lecture 5 Solid State Welding Processes ( - )Adel AbdelmaboudNo ratings yet
- (Kashif Hasnain) - Lab Report # 1 - SMAW WeldingDocument4 pages(Kashif Hasnain) - Lab Report # 1 - SMAW WeldingAbrar HassanNo ratings yet
- MIG WeldingDocument10 pagesMIG WeldingAlvaro Martin RamaNo ratings yet
- Welding and Fabrication Notes Welding and Fabrication NotesDocument6 pagesWelding and Fabrication Notes Welding and Fabrication NotesJulius Kiprop100% (1)
- List of Some Necessary Iso Standards For Welding WorkDocument1 pageList of Some Necessary Iso Standards For Welding Workloboandi100% (1)
- Welding Defects and Its RemediesDocument3 pagesWelding Defects and Its Remediesebrahem_sahil5188100% (1)
- Welding Notes RTU KotaDocument65 pagesWelding Notes RTU KotaKushagra JainNo ratings yet
- Experiment No. 5 Centrifugal Casting ProcessDocument6 pagesExperiment No. 5 Centrifugal Casting ProcessDhananjay ShimpiNo ratings yet
- A Seminar Presentation On: "Ultrasonic Welding"Document14 pagesA Seminar Presentation On: "Ultrasonic Welding"Pávåñ Kûmâr Vākä100% (1)
- TIG Workshop ReportDocument9 pagesTIG Workshop ReportKee Zhenyuan100% (1)
- Tungsten Inert Gas WeldingDocument2 pagesTungsten Inert Gas WeldingJacques SauNo ratings yet
- Welding Shop AssignmentDocument15 pagesWelding Shop AssignmentArslan100% (1)
- Principles of WeldingDocument19 pagesPrinciples of WeldingAekJayNo ratings yet
- Resistance WeldingDocument18 pagesResistance WeldingAnand JainNo ratings yet
- WeldingDocument23 pagesWeldingBilal TayyabNo ratings yet
- Casting Defects - Sand Mold, Metal Casting PDFDocument10 pagesCasting Defects - Sand Mold, Metal Casting PDFAbhinav Pratap MauryaNo ratings yet
- MIG Welding Vs Oxy - Docx Aasiemnet 2Document9 pagesMIG Welding Vs Oxy - Docx Aasiemnet 2IsaiahNo ratings yet
- FMP 221 Lecture 10 and 11Document44 pagesFMP 221 Lecture 10 and 11SarojKumarSinghNo ratings yet
- Forge WeldingDocument6 pagesForge WeldingRamoji Aditya Chary100% (1)
- Experiment - TIGDocument5 pagesExperiment - TIGAl Anood Al AmeriNo ratings yet
- Solid-State Welding ProcessesDocument17 pagesSolid-State Welding ProcessescfcshakerNo ratings yet
- How To Select Welding ElectrodesDocument6 pagesHow To Select Welding ElectrodesRobert DelafosseNo ratings yet
- Technique # 1. Leftward or Forward Welding:: AdvertisementsDocument2 pagesTechnique # 1. Leftward or Forward Welding:: AdvertisementszombieNo ratings yet
- Tips For The Practitioner.: Flame StraighteningDocument2 pagesTips For The Practitioner.: Flame StraighteningmikirscNo ratings yet
- GMAW FundamentalsDocument18 pagesGMAW FundamentalsYusup MulyanaNo ratings yet
- MIGDocument7 pagesMIGMuhammad RedzuanNo ratings yet
- Acknowledgement: Jisy Sebastian As Well As My Economics Teacher Mrs. Anita Goel Who Gave Me TheDocument3 pagesAcknowledgement: Jisy Sebastian As Well As My Economics Teacher Mrs. Anita Goel Who Gave Me TheAnjesh KumarNo ratings yet
- Welding ReportDocument15 pagesWelding Reportabhinavjha7No ratings yet
- Welding WorkshopDocument29 pagesWelding WorkshopAnonymous h5OeGoX3MTNo ratings yet
- Gas Welding, Brazing and SolderingDocument7 pagesGas Welding, Brazing and SolderingAkashNo ratings yet
- Lesson 1 - Basics of Arc WeldingDocument35 pagesLesson 1 - Basics of Arc WeldingBBGNo ratings yet
- Welding Process & DefectsDocument11 pagesWelding Process & DefectsAbhishek TalujaNo ratings yet
- Welding SGDocument76 pagesWelding SGPrasoon ChaturvediNo ratings yet
- Shaping MachineDocument25 pagesShaping Machinekatakamharish100% (1)
- Experiment No. 5: 1. SolderingDocument4 pagesExperiment No. 5: 1. SolderingArun kumar rouniyarNo ratings yet
- Solid State WeldingDocument61 pagesSolid State Weldingakramakram123No ratings yet
- Unit - IIDocument143 pagesUnit - IIjyothiNo ratings yet
- Bend Testing: Job Knowledge 73Document3 pagesBend Testing: Job Knowledge 73kevin herryNo ratings yet
- Welding Power Source CharacteristicsDocument5 pagesWelding Power Source CharacteristicsEmad A.AhmadNo ratings yet
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Document7 pages(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellNo ratings yet
- GougingDocument6 pagesGougingP Sandana NaraNo ratings yet
- Welding DefectsDocument5 pagesWelding DefectsDEEPAKNo ratings yet
- Welding Technology: By: Engr. Elmer B. Dollera, MSMEDocument31 pagesWelding Technology: By: Engr. Elmer B. Dollera, MSMEReuven SioseNo ratings yet
- Unit 2 PDFDocument21 pagesUnit 2 PDFravikumarsharma2412No ratings yet
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- MODULE 6 Distribution of Electric PowerDocument54 pagesMODULE 6 Distribution of Electric PowerSharapov Mechanic (Все просто)100% (2)
- Honeywell Sugar PresentationDocument31 pagesHoneywell Sugar Presentationaharnisha100% (1)
- Biochemistry and Clinical Pathology (D. Pharm 1st Year)Document100 pagesBiochemistry and Clinical Pathology (D. Pharm 1st Year)Nikhil Nitin Navindgikar100% (1)
- Risk Based Inspection RBI 581Document583 pagesRisk Based Inspection RBI 581Sell Ontyres100% (5)
- Understanding The Zone Area Classification Method in The NECDocument8 pagesUnderstanding The Zone Area Classification Method in The NECanaamikaaNo ratings yet
- The Hindu 22nd DecemberDocument25 pagesThe Hindu 22nd DecemberLikhitha YerraNo ratings yet
- WSH Guidelines Commercial DivingDocument151 pagesWSH Guidelines Commercial Divingyassentaha20000No ratings yet
- CV (Menaraup@yahoo - Com.sg)Document2 pagesCV (Menaraup@yahoo - Com.sg)Iin Yusrie PalangkeyNo ratings yet
- 2health10 4TH Asyncro-ActivityDocument4 pages2health10 4TH Asyncro-ActivitylyzaNo ratings yet
- SwissCham-DGIP 19 SeptDocument5 pagesSwissCham-DGIP 19 SeptJohanLaiNo ratings yet
- Umbilical Hernia in An AdultDocument4 pagesUmbilical Hernia in An Adultbrianpeterson000No ratings yet
- Forklift Power Supply Installation Guide 932-011Document44 pagesForklift Power Supply Installation Guide 932-011German RojasNo ratings yet
- Policies Regarding Water Conservation in India (Conserve Water, Conserve Life, Save Water, and It Will Save You)Document11 pagesPolicies Regarding Water Conservation in India (Conserve Water, Conserve Life, Save Water, and It Will Save You)International Journal of Innovative Science and Research TechnologyNo ratings yet
- Adhesives and Consolidants For Wax and Wax-Like Materials: ArticleDocument9 pagesAdhesives and Consolidants For Wax and Wax-Like Materials: ArticleFelix LeeNo ratings yet
- Tirasteel Machinery SteelDocument36 pagesTirasteel Machinery SteelAndieka Cool AndieNo ratings yet
- Some Natural PhenomenonDocument10 pagesSome Natural PhenomenonAditya YaduvanshiNo ratings yet
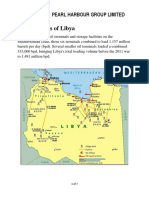
- Oil Terminals of LibyaDocument7 pagesOil Terminals of LibyaBhagoo HatheyNo ratings yet
- Ethics CaseDocument3 pagesEthics Casekishi8mempinNo ratings yet
- PG Accommodation in Gurgaon, Paying Guest Accommodation in GurgaonDocument15 pagesPG Accommodation in Gurgaon, Paying Guest Accommodation in GurgaonAvichal MurabNo ratings yet
- AEC 2018 Aluminum Extrusion ManualDocument191 pagesAEC 2018 Aluminum Extrusion ManualJuan Andrés Díaz RiveroNo ratings yet
- Model Question Papers Paper - I: General Pathology, Pathophysiology, Immunopathology and CytopathologyDocument4 pagesModel Question Papers Paper - I: General Pathology, Pathophysiology, Immunopathology and CytopathologyBhopesh Kadian50% (2)
- Hybridization Review WorksheetDocument6 pagesHybridization Review WorksheetRejed VillanuevaNo ratings yet
- Plasticization Effect of Triacetin On Structure and Properties of Starch Ester FilmDocument8 pagesPlasticization Effect of Triacetin On Structure and Properties of Starch Ester FilmNanik HendrawatiNo ratings yet
- OHS Restaurant WorkbookDocument28 pagesOHS Restaurant WorkbookPSSKM UnudNo ratings yet
- Approaches of Community DevelopmentDocument26 pagesApproaches of Community DevelopmentWasafAliAzmatNo ratings yet
- Bore Hole InstallationDocument3 pagesBore Hole InstallationChijioke ObiNo ratings yet
- BarthHaas Hop Harvest Guide 2022-1 PDFDocument44 pagesBarthHaas Hop Harvest Guide 2022-1 PDFPauloNo ratings yet
- Part II PDFDocument28 pagesPart II PDFAdrian OprisanNo ratings yet























































































Download as docx, pdf, or txt
You might also like
- The Life Science Health System T C FryDocument2,295 pagesThe Life Science Health System T C FryAna Debeljuh100% (1)
- Performance Task 3Document3 pagesPerformance Task 3Angie CondezaNo ratings yet
- Welding ShopDocument13 pagesWelding ShopAliNo ratings yet
- Welding An Its TypesDocument54 pagesWelding An Its TypesChaithu ChandrasekaranNo ratings yet
- Workshop Practice 1st YearDocument21 pagesWorkshop Practice 1st YearVIPAN KUMARNo ratings yet
- Introduction To Arc Welding: Information Sheet - "Document14 pagesIntroduction To Arc Welding: Information Sheet - "Eahbm KaduNo ratings yet
- RM01 - 16 Case Study MIG WeldingDocument39 pagesRM01 - 16 Case Study MIG WeldingAnonymous cgcKzFtX100% (2)
- 1 - MMAW Process - PPT (Compatibility Mode)Document44 pages1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- Report WeldingDocument11 pagesReport WeldingSomasundaram SomanoNo ratings yet
- To Investigate and Study The Process and Working of TIG Welding Its AdvantagesDocument5 pagesTo Investigate and Study The Process and Working of TIG Welding Its AdvantagesRao MaazNo ratings yet
- Welding Research InstituteDocument81 pagesWelding Research InstituteAnkur25100% (1)
- On Plasma Arc WeldingDocument12 pagesOn Plasma Arc WeldingSandeep MauryaNo ratings yet
- Weldability: Introduction and Factor Affecting ItDocument15 pagesWeldability: Introduction and Factor Affecting ItAnant Ajithkumar100% (2)
- Non-Arc Welding ProcessesDocument30 pagesNon-Arc Welding ProcessesKhalid El MasryNo ratings yet
- Soldering & Brazing: Unit-IvDocument15 pagesSoldering & Brazing: Unit-IvRamu AmaraNo ratings yet
- Manufacturing Technology: Unit - IDocument12 pagesManufacturing Technology: Unit - Iapi-271354682No ratings yet
- Gas WeldingDocument15 pagesGas WeldingParishey JahanzaibNo ratings yet
- Welding Lecture 5 Solid State Welding Processes ( - )Document20 pagesWelding Lecture 5 Solid State Welding Processes ( - )Adel AbdelmaboudNo ratings yet
- (Kashif Hasnain) - Lab Report # 1 - SMAW WeldingDocument4 pages(Kashif Hasnain) - Lab Report # 1 - SMAW WeldingAbrar HassanNo ratings yet
- MIG WeldingDocument10 pagesMIG WeldingAlvaro Martin RamaNo ratings yet
- Welding and Fabrication Notes Welding and Fabrication NotesDocument6 pagesWelding and Fabrication Notes Welding and Fabrication NotesJulius Kiprop100% (1)
- List of Some Necessary Iso Standards For Welding WorkDocument1 pageList of Some Necessary Iso Standards For Welding Workloboandi100% (1)
- Welding Defects and Its RemediesDocument3 pagesWelding Defects and Its Remediesebrahem_sahil5188100% (1)
- Welding Notes RTU KotaDocument65 pagesWelding Notes RTU KotaKushagra JainNo ratings yet
- Experiment No. 5 Centrifugal Casting ProcessDocument6 pagesExperiment No. 5 Centrifugal Casting ProcessDhananjay ShimpiNo ratings yet
- A Seminar Presentation On: "Ultrasonic Welding"Document14 pagesA Seminar Presentation On: "Ultrasonic Welding"Pávåñ Kûmâr Vākä100% (1)
- TIG Workshop ReportDocument9 pagesTIG Workshop ReportKee Zhenyuan100% (1)
- Tungsten Inert Gas WeldingDocument2 pagesTungsten Inert Gas WeldingJacques SauNo ratings yet
- Welding Shop AssignmentDocument15 pagesWelding Shop AssignmentArslan100% (1)
- Principles of WeldingDocument19 pagesPrinciples of WeldingAekJayNo ratings yet
- Resistance WeldingDocument18 pagesResistance WeldingAnand JainNo ratings yet
- WeldingDocument23 pagesWeldingBilal TayyabNo ratings yet
- Casting Defects - Sand Mold, Metal Casting PDFDocument10 pagesCasting Defects - Sand Mold, Metal Casting PDFAbhinav Pratap MauryaNo ratings yet
- MIG Welding Vs Oxy - Docx Aasiemnet 2Document9 pagesMIG Welding Vs Oxy - Docx Aasiemnet 2IsaiahNo ratings yet
- FMP 221 Lecture 10 and 11Document44 pagesFMP 221 Lecture 10 and 11SarojKumarSinghNo ratings yet
- Forge WeldingDocument6 pagesForge WeldingRamoji Aditya Chary100% (1)
- Experiment - TIGDocument5 pagesExperiment - TIGAl Anood Al AmeriNo ratings yet
- Solid-State Welding ProcessesDocument17 pagesSolid-State Welding ProcessescfcshakerNo ratings yet
- How To Select Welding ElectrodesDocument6 pagesHow To Select Welding ElectrodesRobert DelafosseNo ratings yet
- Technique # 1. Leftward or Forward Welding:: AdvertisementsDocument2 pagesTechnique # 1. Leftward or Forward Welding:: AdvertisementszombieNo ratings yet
- Tips For The Practitioner.: Flame StraighteningDocument2 pagesTips For The Practitioner.: Flame StraighteningmikirscNo ratings yet
- GMAW FundamentalsDocument18 pagesGMAW FundamentalsYusup MulyanaNo ratings yet
- MIGDocument7 pagesMIGMuhammad RedzuanNo ratings yet
- Acknowledgement: Jisy Sebastian As Well As My Economics Teacher Mrs. Anita Goel Who Gave Me TheDocument3 pagesAcknowledgement: Jisy Sebastian As Well As My Economics Teacher Mrs. Anita Goel Who Gave Me TheAnjesh KumarNo ratings yet
- Welding ReportDocument15 pagesWelding Reportabhinavjha7No ratings yet
- Welding WorkshopDocument29 pagesWelding WorkshopAnonymous h5OeGoX3MTNo ratings yet
- Gas Welding, Brazing and SolderingDocument7 pagesGas Welding, Brazing and SolderingAkashNo ratings yet
- Lesson 1 - Basics of Arc WeldingDocument35 pagesLesson 1 - Basics of Arc WeldingBBGNo ratings yet
- Welding Process & DefectsDocument11 pagesWelding Process & DefectsAbhishek TalujaNo ratings yet
- Welding SGDocument76 pagesWelding SGPrasoon ChaturvediNo ratings yet
- Shaping MachineDocument25 pagesShaping Machinekatakamharish100% (1)
- Experiment No. 5: 1. SolderingDocument4 pagesExperiment No. 5: 1. SolderingArun kumar rouniyarNo ratings yet
- Solid State WeldingDocument61 pagesSolid State Weldingakramakram123No ratings yet
- Unit - IIDocument143 pagesUnit - IIjyothiNo ratings yet
- Bend Testing: Job Knowledge 73Document3 pagesBend Testing: Job Knowledge 73kevin herryNo ratings yet
- Welding Power Source CharacteristicsDocument5 pagesWelding Power Source CharacteristicsEmad A.AhmadNo ratings yet
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Document7 pages(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellNo ratings yet
- GougingDocument6 pagesGougingP Sandana NaraNo ratings yet
- Welding DefectsDocument5 pagesWelding DefectsDEEPAKNo ratings yet
- Welding Technology: By: Engr. Elmer B. Dollera, MSMEDocument31 pagesWelding Technology: By: Engr. Elmer B. Dollera, MSMEReuven SioseNo ratings yet
- Unit 2 PDFDocument21 pagesUnit 2 PDFravikumarsharma2412No ratings yet
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- MODULE 6 Distribution of Electric PowerDocument54 pagesMODULE 6 Distribution of Electric PowerSharapov Mechanic (Все просто)100% (2)
- Honeywell Sugar PresentationDocument31 pagesHoneywell Sugar Presentationaharnisha100% (1)
- Biochemistry and Clinical Pathology (D. Pharm 1st Year)Document100 pagesBiochemistry and Clinical Pathology (D. Pharm 1st Year)Nikhil Nitin Navindgikar100% (1)
- Risk Based Inspection RBI 581Document583 pagesRisk Based Inspection RBI 581Sell Ontyres100% (5)
- Understanding The Zone Area Classification Method in The NECDocument8 pagesUnderstanding The Zone Area Classification Method in The NECanaamikaaNo ratings yet
- The Hindu 22nd DecemberDocument25 pagesThe Hindu 22nd DecemberLikhitha YerraNo ratings yet
- WSH Guidelines Commercial DivingDocument151 pagesWSH Guidelines Commercial Divingyassentaha20000No ratings yet
- CV (Menaraup@yahoo - Com.sg)Document2 pagesCV (Menaraup@yahoo - Com.sg)Iin Yusrie PalangkeyNo ratings yet
- 2health10 4TH Asyncro-ActivityDocument4 pages2health10 4TH Asyncro-ActivitylyzaNo ratings yet
- SwissCham-DGIP 19 SeptDocument5 pagesSwissCham-DGIP 19 SeptJohanLaiNo ratings yet
- Umbilical Hernia in An AdultDocument4 pagesUmbilical Hernia in An Adultbrianpeterson000No ratings yet
- Forklift Power Supply Installation Guide 932-011Document44 pagesForklift Power Supply Installation Guide 932-011German RojasNo ratings yet
- Policies Regarding Water Conservation in India (Conserve Water, Conserve Life, Save Water, and It Will Save You)Document11 pagesPolicies Regarding Water Conservation in India (Conserve Water, Conserve Life, Save Water, and It Will Save You)International Journal of Innovative Science and Research TechnologyNo ratings yet
- Adhesives and Consolidants For Wax and Wax-Like Materials: ArticleDocument9 pagesAdhesives and Consolidants For Wax and Wax-Like Materials: ArticleFelix LeeNo ratings yet
- Tirasteel Machinery SteelDocument36 pagesTirasteel Machinery SteelAndieka Cool AndieNo ratings yet
- Some Natural PhenomenonDocument10 pagesSome Natural PhenomenonAditya YaduvanshiNo ratings yet
- Oil Terminals of LibyaDocument7 pagesOil Terminals of LibyaBhagoo HatheyNo ratings yet
- Ethics CaseDocument3 pagesEthics Casekishi8mempinNo ratings yet
- PG Accommodation in Gurgaon, Paying Guest Accommodation in GurgaonDocument15 pagesPG Accommodation in Gurgaon, Paying Guest Accommodation in GurgaonAvichal MurabNo ratings yet
- AEC 2018 Aluminum Extrusion ManualDocument191 pagesAEC 2018 Aluminum Extrusion ManualJuan Andrés Díaz RiveroNo ratings yet
- Model Question Papers Paper - I: General Pathology, Pathophysiology, Immunopathology and CytopathologyDocument4 pagesModel Question Papers Paper - I: General Pathology, Pathophysiology, Immunopathology and CytopathologyBhopesh Kadian50% (2)
- Hybridization Review WorksheetDocument6 pagesHybridization Review WorksheetRejed VillanuevaNo ratings yet
- Plasticization Effect of Triacetin On Structure and Properties of Starch Ester FilmDocument8 pagesPlasticization Effect of Triacetin On Structure and Properties of Starch Ester FilmNanik HendrawatiNo ratings yet
- OHS Restaurant WorkbookDocument28 pagesOHS Restaurant WorkbookPSSKM UnudNo ratings yet
- Approaches of Community DevelopmentDocument26 pagesApproaches of Community DevelopmentWasafAliAzmatNo ratings yet
- Bore Hole InstallationDocument3 pagesBore Hole InstallationChijioke ObiNo ratings yet
- BarthHaas Hop Harvest Guide 2022-1 PDFDocument44 pagesBarthHaas Hop Harvest Guide 2022-1 PDFPauloNo ratings yet
- Part II PDFDocument28 pagesPart II PDFAdrian OprisanNo ratings yet