Download as pdf or txt
You might also like
- QA Network PresentationDocument49 pagesQA Network PresentationWattana Sukthai75% (4)
- Check List IATF16949 - GuidelineDocument29 pagesCheck List IATF16949 - GuidelineMos Peerapat100% (1)
- Welch Checklist 022Document180 pagesWelch Checklist 022nun25nun2250% (2)
- Iso-9001 Pdca-1Document1 pageIso-9001 Pdca-1mangkapun100% (4)
- Fmea 4th For Iso-Ts16949Document146 pagesFmea 4th For Iso-Ts16949sopon56788% (8)
- Why Why AnalysisDocument57 pagesWhy Why Analysissuthirak100% (5)
- Why Why AnalysisDocument30 pagesWhy Why Analysisthawatchai11222512No ratings yet
- คู่มือ QC Techniques (7 QC tools) Hybrid Material 07 - 08062023 - IRPCDocument233 pagesคู่มือ QC Techniques (7 QC tools) Hybrid Material 07 - 08062023 - IRPCSadudee ThuanwitheeNo ratings yet
- Check List 16949Document124 pagesCheck List 16949Mos Peerapat100% (1)
- Why Why Analysis Why Why Analysis: P-D-C-A CycleDocument26 pagesWhy Why Analysis Why Why Analysis: P-D-C-A CycleAlisa Thongjam100% (1)
- SPC Control Chart Rel 3.2aDocument163 pagesSPC Control Chart Rel 3.2asopon56789% (9)
- QCCDocument38 pagesQCCmanageieNo ratings yet
- X Bar R ChartDocument27 pagesX Bar R ChartKANYAWEE THONGTIP100% (1)
- PFMEA - CP-CombiDocument64 pagesPFMEA - CP-CombiwgerbecNo ratings yet
- Kaizen QCCDocument65 pagesKaizen QCCsomjit saranai100% (2)
- Kaizen DevelopDocument105 pagesKaizen Developธงชัย สถิรพันธุ์100% (2)
- รายงานวิชา การจัดการวัสดุอุตสาหกรรม (030166)Document10 pagesรายงานวิชา การจัดการวัสดุอุตสาหกรรม (030166)Freedom Nattee0% (1)
- SOP หมวด 4 Document Control - แชร์Document9 pagesSOP หมวด 4 Document Control - แชร์TOMNo ratings yet
- การสร้าง KPI เพื่อวัดผลการดำเนินงานDocument295 pagesการสร้าง KPI เพื่อวัดผลการดำเนินงานnay den100% (3)
- JD Qme-EmrDocument3 pagesJD Qme-EmrMos Peerapat100% (1)
- พื้นฐานไคเซ็นDocument35 pagesพื้นฐานไคเซ็นณัฐพนธ์ เกษสาคร75% (4)
- 102325954 การควบคุมกระบวนการ Process ControlDocument197 pages102325954 การควบคุมกระบวนการ Process Controltomyaris100% (1)
- IATF16949Document8 pagesIATF16949mooninjaNo ratings yet
- Audit Checklist QSADocument74 pagesAudit Checklist QSAKratae Poonsawat100% (1)
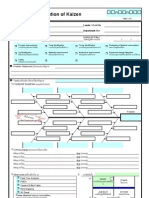
- Kaizen Implementation FormDocument5 pagesKaizen Implementation FormGmanNo ratings yet
- Low Cost Automation-Roll UpDocument6 pagesLow Cost Automation-Roll Upsopon567No ratings yet
- 7 WCM Tools: by PathakornDocument12 pages7 WCM Tools: by Pathakornmauricio39No ratings yet
- Kaizen Suggestion System 2-1-63Document21 pagesKaizen Suggestion System 2-1-63Diana Bluesea100% (1)
- KPI TrainingDocument16 pagesKPI Trainingpipat6100% (7)
- การใช้สูตรทางสถิติ กำหนดขนาดตัวอย่างDocument12 pagesการใช้สูตรทางสถิติ กำหนดขนาดตัวอย่างrachan kNo ratings yet
- สถิติกับการควบคุมคุณภาพDocument26 pagesสถิติกับการควบคุมคุณภาพปัญญา อุบลรัตน์100% (1)
- Line BalancingDocument90 pagesLine Balancingb_346960% (5)
- ตัวชี้วัดผลสำเร็จของงาน (KPI)Document31 pagesตัวชี้วัดผลสำเร็จของงาน (KPI)TOA0% (1)
- New แบบฟอร์ม KaizenDocument5 pagesNew แบบฟอร์ม Kaizenกฤษฎา เรืองเดชNo ratings yet
- - คู่มือการปฏิบัติงานระบบคุณภาพของห้องปฏิบัติการสิ่งแวดล้อม 10 พ (1) .ย. - 3Document41 pages- คู่มือการปฏิบัติงานระบบคุณภาพของห้องปฏิบัติการสิ่งแวดล้อม 10 พ (1) .ย. - 3wongsanga60% (5)
- สื่อความ QSHE-Co Slide 20190220 Rev07 ForSent PDFDocument61 pagesสื่อความ QSHE-Co Slide 20190220 Rev07 ForSent PDFTay KittithatNo ratings yet
- 2565 LcaDocument54 pages2565 Lcaเศรษฐพงศ์ โค ตะ ระNo ratings yet
- การบำรุงรักษาเครื่อง CNCDocument5 pagesการบำรุงรักษาเครื่อง CNCAekJay100% (1)
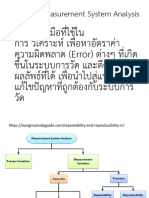
- MSA หรือ Measurement System Analysis คือDocument6 pagesMSA หรือ Measurement System Analysis คือKhanitta Tanawirattananit100% (1)
- มอก. 638-2563Document17 pagesมอก. 638-2563PanyaNo ratings yet
- Audit Checklist Quality ControlDocument4 pagesAudit Checklist Quality ControlLPNNo ratings yet
- JD-Ass QMRDocument3 pagesJD-Ass QMRphudit85No ratings yet
- Training Material-SPC+PCS-HGSTDocument44 pagesTraining Material-SPC+PCS-HGSTชนพัทธ์ คงพ่วงNo ratings yet
- KM Internal Audit ProceduresDocument10 pagesKM Internal Audit ProceduresSumet PaiboonsilpaNo ratings yet
- Iso-Ts16949 2002Document101 pagesIso-Ts16949 2002Weera KheawkasemNo ratings yet
- แนบ 2 แบบฟอร์มการตรวจวัดคุณภาพการบริการด้านขาย ประจำปี 2561 FinalDocument25 pagesแนบ 2 แบบฟอร์มการตรวจวัดคุณภาพการบริการด้านขาย ประจำปี 2561 Finalลิตเติ้ล ด็อกNo ratings yet
- KPI - แผนกควบคุมเอกสารDocument1 pageKPI - แผนกควบคุมเอกสารKratae PoonsawatNo ratings yet
- LB-QP-807 การปฏิบัติการแก้ไข 10012566 Re.02Document8 pagesLB-QP-807 การปฏิบัติการแก้ไข 10012566 Re.02chonlada.wongjun5115No ratings yet
- Lb-qp-809 การทบทวนระบบบริหาร 10012566 Re.02Document7 pagesLb-qp-809 การทบทวนระบบบริหาร 10012566 Re.02chonlada.wongjun5115No ratings yet
- การวิเคราะห์ลักษณะข้อผิดพลาดของผลกระทบโดยการใช้ FMEADocument57 pagesการวิเคราะห์ลักษณะข้อผิดพลาดของผลกระทบโดยการใช้ FMEAKip RockNo ratings yet
- บทที่ 4 การจัดการเพื่อลดปริมาณสินค้าคงคลังDocument95 pagesบทที่ 4 การจัดการเพื่อลดปริมาณสินค้าคงคลังธีร์วรา บวชชัยภูมิ86% (7)
- .Slide - Core Tools (SPC+MSA)Document30 pages.Slide - Core Tools (SPC+MSA)Patrick GomezNo ratings yet
- วงจรอะสเตเบิลDocument4 pagesวงจรอะสเตเบิลภาณุมาส มาลาNo ratings yet
- Slide 254333 Chap 3 1-2556-1Document34 pagesSlide 254333 Chap 3 1-2556-1Nichupan PratheepratNo ratings yet
- Vta1 4Document17 pagesVta1 4Pitchayut PitakpanichkulNo ratings yet
- TAO66 Data Solution Junior FinalDocument5 pagesTAO66 Data Solution Junior FinalPete Cow FishNo ratings yet
- หน่วย 7 แผนภูมิควบคุมตามลักษณะDocument27 pagesหน่วย 7 แผนภูมิควบคุมตามลักษณะPeace PeaceNo ratings yet
- ทดสอบพื้นฐานด้านเทคนิค R3 (1012)Document8 pagesทดสอบพื้นฐานด้านเทคนิค R3 (1012)Monitor MernitorNo ratings yet
- มุมทางไฟฟ้า PDFDocument24 pagesมุมทางไฟฟ้า PDFพรุ่งนี้ ก็เช้าแล้ว100% (1)