Download as xls, pdf, or txt
You might also like
- LPI Written InstructionDocument4 pagesLPI Written InstructionJoshnewfound50% (4)
- Water Jet CutterDocument16 pagesWater Jet CutterRex Delon50% (2)
- SAW - Tractor 1000Document2 pagesSAW - Tractor 1000Rizaldi Akhmad SungkawaNo ratings yet
- Tip Speed Calculation: RPM CalculationDocument13 pagesTip Speed Calculation: RPM CalculationNishant InamdarNo ratings yet
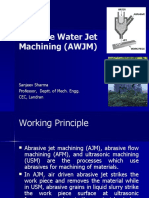
- Abrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocument33 pagesAbrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNo ratings yet
- SPECS Diamond Wire Cutting Machine TYROLITDocument2 pagesSPECS Diamond Wire Cutting Machine TYROLITKhyle Laurenz DuroNo ratings yet
- Jigs and Fixtures DesignDocument9 pagesJigs and Fixtures Designazizmaarof100% (4)
- Diamond Wire Saw Machine - 副本 (350591)Document2 pagesDiamond Wire Saw Machine - 副本 (350591)rohit10mpuatNo ratings yet
- Free Water Jet Cutting GuideDocument11 pagesFree Water Jet Cutting GuideRuham Pablo ReisNo ratings yet
- PLC S7-200Document98 pagesPLC S7-200HoangHiepNo ratings yet
- Chapter 9 Design For Sheet Metal1Document92 pagesChapter 9 Design For Sheet Metal1VishalNaranjeNo ratings yet
- SAW D ManualDocument16 pagesSAW D ManualjlmansillaNo ratings yet
- Bending and DrawingDocument14 pagesBending and DrawingStelwin FernandezNo ratings yet
- Water Jet CuttingDocument3 pagesWater Jet Cuttingnatrajan-ram-379No ratings yet
- 14.72 KL PP FRP TankDocument24 pages14.72 KL PP FRP TankmaheshdgavaliNo ratings yet
- Gear Pumps: Product RangeDocument4 pagesGear Pumps: Product RangeEng-Mohammed SalemNo ratings yet
- Master Book For Press EN PDFDocument84 pagesMaster Book For Press EN PDFPratik PandeyNo ratings yet
- Academic Project PresentationDocument20 pagesAcademic Project Presentationkishore pm100% (1)
- Bend Tonnage CalculationDocument2 pagesBend Tonnage CalculationLingarajan RamasamyNo ratings yet
- Tonnage Calculation General Formula For Press Tonnage RequiredDocument1 pageTonnage Calculation General Formula For Press Tonnage RequireddineshNo ratings yet
- MItcal - Ejemplo de ClaseDocument102 pagesMItcal - Ejemplo de ClasedaagiraldogoNo ratings yet
- Turning Formulas Milling Formulas: Feed Rate: Feed RateDocument1 pageTurning Formulas Milling Formulas: Feed Rate: Feed RateStaew PrecisionNo ratings yet
- Internal Costing Sheet: C45 - 36 Dia QT+ IH 1,400.00 400.00Document2 pagesInternal Costing Sheet: C45 - 36 Dia QT+ IH 1,400.00 400.00ramabhplNo ratings yet
- FCC WT Docket No. 08-165: Declaratory Ruling (11-18-2009)Document42 pagesFCC WT Docket No. 08-165: Declaratory Ruling (11-18-2009)Federal Communications CommissionNo ratings yet
- Modelo (Battenfeld) Unidades HM 40/60 (14) HM 100/210 (25) HM 210/525 (35) Clamping UnitDocument1 pageModelo (Battenfeld) Unidades HM 40/60 (14) HM 100/210 (25) HM 210/525 (35) Clamping UnitGerardo ArroyoNo ratings yet
- Hyprez Lapping PolishingDocument16 pagesHyprez Lapping PolishingMargaret DaughertyNo ratings yet
- Design and Analysis of Progressive Tool For An Automobile ComponentDocument9 pagesDesign and Analysis of Progressive Tool For An Automobile ComponentAnna100% (1)
- 2) in STN-2 Cycle Time Is OUT As Loading Time Is More in Both Fixture Than Welding TimeDocument1 page2) in STN-2 Cycle Time Is OUT As Loading Time Is More in Both Fixture Than Welding TimeKARTICK PRASADNo ratings yet
- IPD Costing PDFDocument10 pagesIPD Costing PDFSaddy DipoNo ratings yet
- Rolling & Extrusion Case StudyDocument20 pagesRolling & Extrusion Case StudyMahmoud KassabNo ratings yet
- Z-DQ GuideDocument18 pagesZ-DQ GuideDragomir EleonoraNo ratings yet
- Shear Force CalculationDocument2 pagesShear Force Calculationdrwhite48No ratings yet
- BrassDocument1 pageBrassFred Duarte CaldeiraNo ratings yet
- Compound Die PDFDocument4 pagesCompound Die PDFNhan Le100% (1)
- Plastic TechnologyDocument76 pagesPlastic TechnologyThulasi NathNo ratings yet
- Ijme - Optimization of Process Parameters by Warm Deep Drawing of Cylindrical Cup of Nickel 201Document10 pagesIjme - Optimization of Process Parameters by Warm Deep Drawing of Cylindrical Cup of Nickel 201Impact JournalsNo ratings yet
- ByStar Fiber Datasheet Eng Original 14278Document2 pagesByStar Fiber Datasheet Eng Original 14278Trần Ngọc ThànhNo ratings yet
- IV ReportDocument22 pagesIV ReportMuhammad Zulhilmi0% (1)
- Simufact Sheet Metal Forming 2015Document8 pagesSimufact Sheet Metal Forming 2015MrLanternNo ratings yet
- (Products Data) Calculation of Punch Strength - Misumi, The Catalog Press Die ComponentsDocument5 pages(Products Data) Calculation of Punch Strength - Misumi, The Catalog Press Die Componentsmonu991No ratings yet
- 1488644012final Bending - Forming, DrawingDocument31 pages1488644012final Bending - Forming, DrawingasifNo ratings yet
- Machining and Joining PlasticsDocument23 pagesMachining and Joining PlasticsBhuvanesh PonnanNo ratings yet
- Template For Quoting Sheet Metal PartsDocument100 pagesTemplate For Quoting Sheet Metal PartsCarlos RetamozaNo ratings yet
- Force Required For Semi - Tubular Rivet UpsetDocument4 pagesForce Required For Semi - Tubular Rivet UpsetVenkateswaran venkateswaranNo ratings yet
- Incremental Forming in Tailor Welded BlanksDocument24 pagesIncremental Forming in Tailor Welded BlanksSitanshu S0% (1)
- Zuhaltekraftberechnung: Teilbezeichnung Auslegung 1 - FachDocument2 pagesZuhaltekraftberechnung: Teilbezeichnung Auslegung 1 - FachARUN KUMAR KoterimadathilNo ratings yet
- Pressing Force Calculator UpdatedDocument25 pagesPressing Force Calculator Updatedanush_swaminathanNo ratings yet
- Gear Manufacturing MethodDocument89 pagesGear Manufacturing MethodRamalingam AlagarajaNo ratings yet
- Reaction Injection MoldingDocument8 pagesReaction Injection MoldingAmeer_Takashim_9385No ratings yet
- Calculations For Gear Box of Stabiliser Gear Box. Ip65Document2 pagesCalculations For Gear Box of Stabiliser Gear Box. Ip65Venkateswaran venkateswaranNo ratings yet
- Tailor Welded BlanksDocument52 pagesTailor Welded BlanksYuvaraj YuvarajNo ratings yet
- 7.8 Cutting Tool Materials CompleteDocument15 pages7.8 Cutting Tool Materials CompleteNikhil Batham67% (6)
- Mac CalDocument4 pagesMac Calvhs mechatronicsNo ratings yet
- Radit Supriyanto - Tabel Cutting SpeedDocument4 pagesRadit Supriyanto - Tabel Cutting SpeedNasserNo ratings yet
- Silver Steel: Aisi - O1Document1 pageSilver Steel: Aisi - O1Dermot BrennanNo ratings yet
- Alloy Steels Annealed Quenched TemperedDocument12 pagesAlloy Steels Annealed Quenched TemperedMarkoNo ratings yet
- High Speed Steel Round BarDocument4 pagesHigh Speed Steel Round BarMANJEET KUMARNo ratings yet
- Mechanical Properties of SteelDocument1 pageMechanical Properties of SteelrianrureNo ratings yet
- CZ 130Document1 pageCZ 130Taner DemirelNo ratings yet
- Din332 & Other Center BitsDocument16 pagesDin332 & Other Center BitsJagdish Mohapatra100% (1)
- Reinforcement Steel WorksDocument28 pagesReinforcement Steel WorksPooja PawarNo ratings yet
- 0526 16 2004 07 en - enDocument6 pages0526 16 2004 07 en - envtsusr fvNo ratings yet
- Carboweld 11P PDSDocument4 pagesCarboweld 11P PDS이선엽No ratings yet
- Cswip Question and Answers: ResponsibilitiesDocument11 pagesCswip Question and Answers: Responsibilitiesfery0% (1)
- Colligative Properties of SolutionDocument8 pagesColligative Properties of SolutionJerome FernandezNo ratings yet
- Change of State Refrigeration and Air ConditioningDocument24 pagesChange of State Refrigeration and Air ConditioningelenaNo ratings yet
- Inlab MC X5 Accessories: Order FormDocument1 pageInlab MC X5 Accessories: Order FormCiprian SarivanNo ratings yet
- Technical Data: Kleer KutDocument2 pagesTechnical Data: Kleer KutGilberto PequeñoNo ratings yet
- Steel and Pipes For Africa Price ListDocument1 pageSteel and Pipes For Africa Price ListWynand Van ZylNo ratings yet
- Oil Refinery AssignmentDocument4 pagesOil Refinery AssignmentAhmed Mustafa100% (1)
- Waste Water TreatmentDocument28 pagesWaste Water TreatmentWai See100% (3)
- Packing Material Inspection ProcedureDocument3 pagesPacking Material Inspection ProcedureLegal EyeNo ratings yet
- Bench HooksDocument3 pagesBench Hookspalotito_e80% (5)
- Cobalt Chrome 3Document7 pagesCobalt Chrome 3Jackie KendiNo ratings yet
- MERILODocument1 pageMERILOpedjaNo ratings yet
- Carbothane 134 HPDocument4 pagesCarbothane 134 HPsrinath vNo ratings yet
- New Sieben 2019Document17 pagesNew Sieben 2019Tita Tri Utami DewiNo ratings yet
- Ultratech Cement: Particulars Test Results Requirements ofDocument1 pageUltratech Cement: Particulars Test Results Requirements ofgaurav singhNo ratings yet
- Rotary Kiln Operation .Kiln Feed Vs Kiln Speed CalculationDocument1 pageRotary Kiln Operation .Kiln Feed Vs Kiln Speed CalculationVijay Bhan80% (5)
- Ut Pumps & Systems Pvt. LTDDocument2 pagesUt Pumps & Systems Pvt. LTDSravan DasariNo ratings yet
- Kulothungan Resume With CertificatesDocument21 pagesKulothungan Resume With Certificatesgobinath ramachandranNo ratings yet
- Application Notes Welding (English)Document8 pagesApplication Notes Welding (English)metallurgist100% (6)
- CMA-106H PF-500/US-521H Tgs-2Cmh: Technical ReportDocument5 pagesCMA-106H PF-500/US-521H Tgs-2Cmh: Technical ReportAshishNo ratings yet
- Through-Thickness Tension Testing of Steel Plates For Special ApplicationsDocument5 pagesThrough-Thickness Tension Testing of Steel Plates For Special ApplicationsDarwin DarmawanNo ratings yet
- Tycoons - Specs of Carbon Steel Wire - 10B21, 10B38, 1010, 4140Document1 pageTycoons - Specs of Carbon Steel Wire - 10B21, 10B38, 1010, 4140Alexis BarolinNo ratings yet
- 05 Mould StructureDocument7 pages05 Mould StructureAlex Kiko VillalobosNo ratings yet
- AWS SWPS Matrix PDFDocument2 pagesAWS SWPS Matrix PDFAli SASSINo ratings yet
- Instructions Dust TestDocument4 pagesInstructions Dust TestÖzhan ÖzkanNo ratings yet
- Manufacturing & Production ProcessesDocument2 pagesManufacturing & Production ProcessesPrashant GautamNo ratings yet